一种套膜全自动包装机的制作方法
本发明涉及压缩毛巾生产,具体为一种套膜全自动包装机。
背景技术:
1、压缩毛巾是一种方便携带和储存的毛巾,通常是将普通毛巾压缩后制成的。这种毛巾具有遇水膨胀且完好无损的特点,使用起来比较方便。压缩毛巾的纹理通常有网纹、珍珠纹和平纹等,吸水性能和耐磨性能也有所不同。在购买时,可以根据自己的需求选择对应纹理的压缩毛巾。同时,压缩毛巾通常是作为一次性用品。
2、压缩毛巾在生产过程中,通常需要先在柱形压缩毛巾的上、下表面分别贴附标签,然后在粘附有标签的压缩毛巾的外部,套上一层胶膜作为包装结构,在现有技术中,压缩毛巾的贴标签以及包装胶膜,通常是采用人工的方式来完成,人工的方式一方面效率比较低,难以满足大批量压缩毛巾的生产需求,且人工成本高,另一方面人工贴附标签和包装胶膜,良品率较低,为此,本领域的技术人员提出了一种套膜全自动包装机。
技术实现思路
1、针对现有技术的不足,本发明提供了一种套膜全自动包装机,解决了上述背景技术提出的问题。
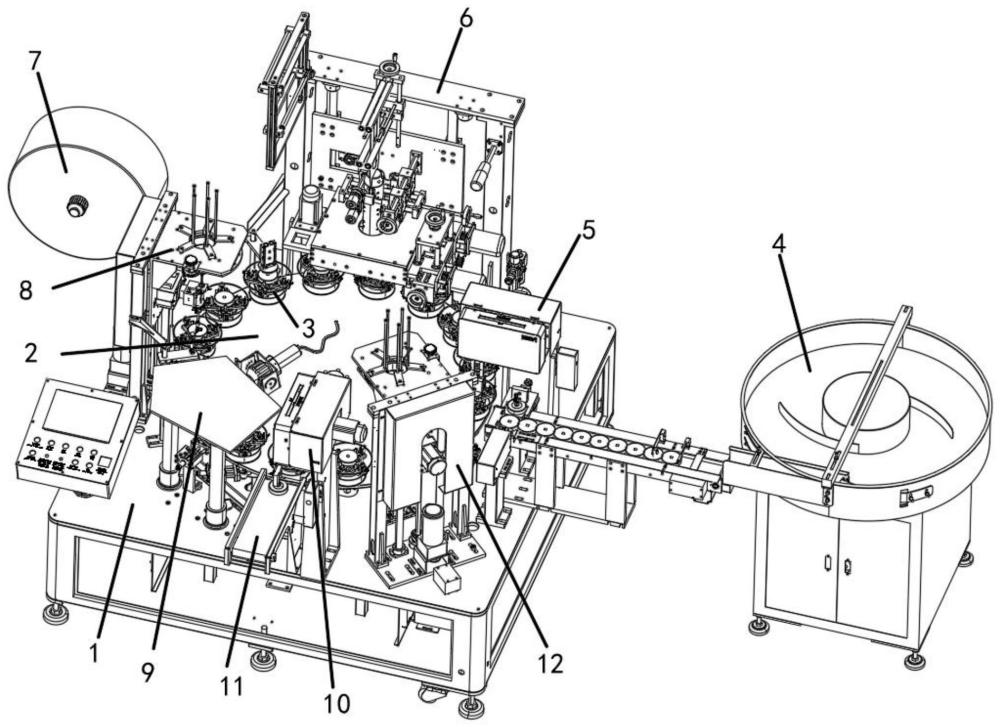
2、为实现以上目的,本发明通过以下技术方案予以实现:一种套膜全自动包装机,包括设备机柜以及设置在设备机柜旁侧用于压缩毛巾有序上料的供料器,所述设备机柜的顶端转动连接有转盘,所述转盘顶端的边缘安装有若干个用于固定热缩毛巾的夹具,在设备机柜的顶端且围绕着转盘的一周,按照加工顺序依次安装有:
3、上料模组,所述上料模组用于将供料器供给的压缩毛巾转移至夹具的内部;
4、套胶膜模组,所述套胶膜模组用于在每个压缩毛巾的外部套设包装胶膜;
5、料卷,所述料卷用于向套胶膜模组提供胶膜材料;
6、上标签落料模组,所述上标签落料模组用于将标签下料至热缩毛巾的上表面;
7、胶膜热缩模组,所述胶膜热缩模组用于对胶膜进行热缩处理,进行包装;
8、卸料模组,所述卸料模组用于将成品热缩毛巾从夹具中转移至输送带上;
9、下标签落料模组,所述下标签落料模组用于将标签下料至夹具的内部。
10、进一步的,所述上料模组包括固定安装在设备机柜顶端的支架,所述支架顶部的正面固定安装有轨道板,所述轨道板的内部开设有限位轨道,所述限位轨道的内部活动设置有球头,所述球头的端部固定连接有球头安装座,所述支架的正面且位于轨道板的下方滑动连接有横向滑轨,所述横向滑轨的外部滑动连接有竖向滑轨,所述竖向滑轨与球头安装座固定连接,所述竖向滑轨的底端固定安装有吸嘴,所述球头安装座与球头之间活动连接有摆动杆,所述摆动杆的内部开设有限位孔,所述支架顶部的背面安装有摆动驱动电机,所述摆动驱动电机的驱动端与摆动杆的端部固定连接。
11、进一步的,所述套胶膜模组包括龙门架,所述龙门架的顶部分别固定安装有胶膜输料架一、胶膜输料架二,所述龙门架的内部固定安装有升降机一,所述升降机一的驱动端固定安装有升降板,所述升降板的正面固定连接有框架体,所述框架体的内部固定设置有导向柱,所述导向柱的顶端固定连接有导向板,胶膜通过胶膜输料架一、胶膜输料架二依次导向至导向板、导向柱的外部,所述升降板的正面且位于导向柱的底部固定安装有胶膜下驱动压轮装置,且升降板的正面位于导向柱的顶部固定安装有胶膜上驱动压轮装置,所述升降板的表面且对应导向柱的中部固定安装有胶膜防皱驱动压轮装置,所述胶膜防皱驱动压轮装置包括压轮相向调节装置和压轮驱动装置,所述框架体的表面固定安装有用于将胶膜分切成一段一段的胶膜旋切装置。
12、进一步的,所述压轮相向调节装置包括固定安装在升降板正面的调节导向座,所述调节导向座的外部对称滑动连接有滑块,且调节导向座的内部转动连接有丝杆,所述丝杆与两个滑块均为螺纹连接,所述丝杆的端部固定连接有手轮,每个滑块的内部均转动连接有主轴,且每个滑块的顶端均转动连接有辅轴,所述主轴和辅轴的端部均固定安装有胶膜压轮,所述主轴、辅轴之间共同安装有一号皮带轮组。
13、进一步的,所述压轮驱动装置包括活动安装在升降板背面的承载基座,所述承载基座的端部固定安装有压轮驱动电机,且承载基座的内部分别转动连接有第一主动齿、第一从动齿,所述第一主动齿与压轮驱动电机之间通过二号皮带轮组进行传动,所述第一主动齿与第一从动齿相啮合,所述第一主动齿、第一从动齿与两根主轴之间通过三号皮带轮组进行传动,所述第一主动齿与第一从动齿的传动比为1:1,所述承载基座与升降板之间通过导轨滑动连接,所述第一主动齿、第一从动齿的端部均延伸至承载基座的正面,且分别与两根主轴之间共同转动连接有偏摆板。
14、进一步的,所述胶膜旋切装置包括转动连接在框架体底端的若干个刀座,若干个刀座围绕着导向柱的一周进行分布,且每个刀座的内部均固定安装有旋切刀具,所述导向柱的表面且对应旋切刀具的位置开设有旋切余量槽,所述胶膜旋切装置还包括固定安装在框架体端部的旋切驱动电机,所述旋切驱动电机的驱动端固定安装有旋切主动带轮,每个刀座的从动端均延伸至框架体的内部,且均固定安装有旋切从动带轮,所述旋切主动带轮与若干个旋切从动带轮的外部共同连接有同步带。
15、进一步的,所述上标签落料模组包括升降机二,还包括:
16、标签储料模组,所述标签储料模组固定安装在升降机二的驱动端上,通过升降机二的驱动,能够让标签储料模组往复上升和下降,所述标签储料模组的内部堆叠有若干层标签纸,所述标签储料模组能够存储不同直径尺寸的标签纸;
17、吸附模组,所述吸附模组固定安装在标签储料模组的底部,能够与标签储料模组同步上升和下降,并且吸附模组为双工位标签吸附取料结构,双工位标签吸附取料结构能够通过旋转的方式进行切换。
18、进一步的,所述标签储料模组包括固定安装在升降机二驱动端上的落料活动座,所述落料活动座的顶部开设有若干个呈圆周分布的滑槽,每个滑槽的内部均滑动连接有滑块,每个滑块朝向内侧的一端,均固定连接有标签纸限位杆,每根标签纸限位杆的底端均连接有用于承托标签纸的托盘,每个所述滑块朝向外侧的一端,其底部固定连接有导向驱动杆,所述落料活动座的顶部边缘固定安装有旋钮基座,所述旋钮基座的内部转动连接有旋钮,所述旋钮的底端延伸至旋钮基座的下方,且固定安装有第二主动齿,所述落料活动座的顶部安装有承载基座,所述承载基座的内部转动连接有第二从动齿,所述第二从动齿的内部开设有若干个导向槽,所述承载基座与第二从动齿之间通过轴承转动连接,所述第二主动齿与第二从动齿相啮合,所述导向槽为弧线形结构,数量与导向驱动杆对应,所述导向驱动杆在导向槽的内部活动。
19、进一步的,所述吸附模组包括固定安装在标签储料模组中部的电机安装座,所述电机安装座的内部固定安装有工位切换电机,所述工位切换电机输出主轴的端部固定连接有气缸安装座,所述气缸安装座的内部对称安装有两根标签取料气缸,每根标签取料气缸的伸缩端均固定连接有气管,所气管的顶部连接有吸盘,所述吸附模组还包括安装在标签储料模组中部且位于电机安装座两侧的传感器安装座,每个传感器安装座的端部均固定安装有红外传感器,所述工位切换电机输出主轴的外部固定套设有挡片,主轴带动挡片旋转时,会途径两个红外传感器的位置。
20、进一步的,所述胶膜热缩模组包括固定安装在设备机柜顶端的外护罩,所述外护罩的侧部固定安装有胶膜热缩枪,所述胶膜热缩枪的热缩喷头位于外护罩的内部,每一个夹具跟随转盘旋转时,均途径外护罩的内部,并且在对应胶膜热缩枪热缩喷头的位置停止一定时间。
21、本发明提供了一种套膜全自动包装机。与现有技术相比具备以下有益效果:
22、该套膜全自动包装机,通过分别设置转盘、夹具、供料器、上料模组、套胶膜模组、上标签落料模组、胶膜热缩模组、卸料模组以及下标签落料模组,能够相互配合与协作,并且全自动的去共同完成压缩毛巾的贴上、下标签以及包装套膜的工作,与现有技术中人工进行贴标签和套膜的方式相比,效率更高,能够满足大批量生产,而且生产成本低,良品率相较于人工有着大幅度提高。
- 还没有人留言评论。精彩留言会获得点赞!