一种智能化控制的隔膜分切装置及其分切方法与流程
本发明涉及分切装置,尤其涉及一种智能化控制的隔膜分切装置及其分切方法。
背景技术:
1、隔膜分切装置是一种用于将薄膜或隔膜材料进行分切的设备。它通常被用于电池制造、电子元件制造、光伏等行业,用于将薄膜材料切割成所需的尺寸和形状,它能够实现高效、准确地进行隔膜材料的分切,提高生产效率和产品质量。
2、但是,现有技术中的隔膜分切装置在使用时,由于隔膜材料厚度不一,分切时需要多次调整辊柱对隔膜的压紧间距,调整间距十分麻烦,调整不准确容易出现分切后的隔膜缠绕松动,从而影响出品质量的问题。
技术实现思路
1、本发明的目的在于提供一种智能化控制的隔膜分切装置及其分切方法,解决了现有技术中存在的辊柱调整间距十分麻烦,调整不准确容易出现分切后的隔膜缠绕松动,从而影响出品质量的问题。
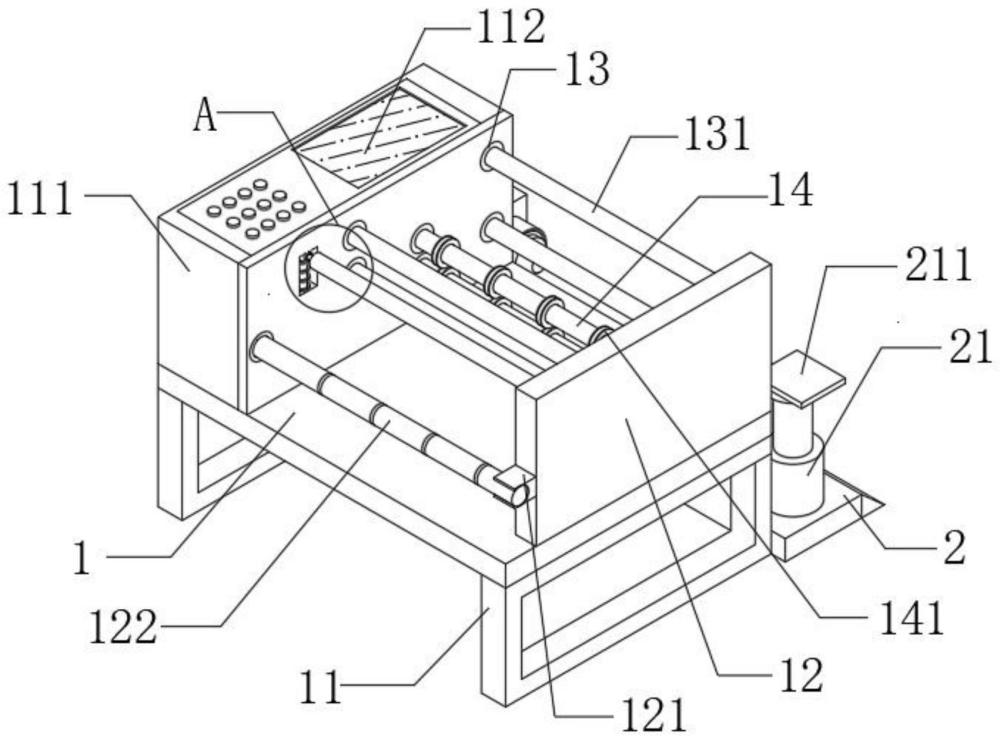
2、为实现上述目的,本发明提供如下技术方案:一种智能化控制的隔膜分切装置,包括操作桌面,所述操作桌面上对称固定设置有两组安装板,所述安装板上开设有安装槽,所述安装槽内固定设置有滑柱,所述滑柱的外表面设置有弹簧,所述弹簧的顶部固定设置有滑环,所述滑环的外表面固定设置有第二轴承,所述第二轴承内固定设置有支撑柱,所述支撑柱的一端固定设置有第三辊柱。
3、进一步地,操作桌面的底部固定设置有两组支撑架,所述操作桌面上固定设置有制动机,且制动机位于安装板的一侧,所述制动机上设置有控制器。
4、进一步地,所述安装板上设置有卡块,所述卡块可拆卸连接有卷柱。
5、进一步地,所述卷柱的一端设置有第一轴承,且第一轴承另一侧安装板相连接。
6、进一步地,所述安装板上设置有第一辊柱,且第一辊柱设置有多组用于导向缠绕隔膜材料。
7、进一步地,所述安装板上设置有两组第二辊柱,所述第二辊柱上设置有四组分切刀。
8、进一步地,所述支撑架的背面固定设置有上料板,所述上料板上设置有伸缩杆,所述伸缩杆的输出端固定设置有l形板,所述l形板上固定设置有上料辊。
9、本发明还提供一种智能化控制的隔膜分切装置的分切方法,包括以下步骤:
10、s1、通过视觉监测系统检测待分切的隔膜材料的材料厚度并识别隔膜材料的种类,通过数据库比对获取隔膜材料的尺寸数据和动摩擦系数μ,其中尺寸数据包括长度数据和宽度数据,将厚度数据rh、尺寸数据和动摩擦系数μ输出;
11、其中视觉检测系统具体为视觉相机、激光发射器和激光接收器,视觉相机、激光发射器和激光接收器设置在上料辊轮的上方,通过视觉相机拍摄待加工的隔膜材料图像,将隔膜材料图像与数据库内的图像特征进行比对,得到隔膜材料类别和宽度数据,并在数据库内查找隔膜材料的动摩擦系数μ;
12、通过激光发射器发射激光信号,激光信号与隔膜材料接触后发生反射,通过激光接收器接收反射激光,通过激光信号的差值计算得到隔膜材料的厚度数据rh;
13、数据库内记录本发明提供隔膜分切装置所适用加工的所有隔膜材料类别的图像特征和尺寸数据,以及所有隔膜材料对应的动摩擦系数μ,数据库通过u盘进行存储,可外接在控制器处;
14、s2、通过设置在第三辊柱表面薄膜压力传感器获取隔膜材料与第三辊柱之间的实时压力数据fp,实时压力数据fp反应隔膜材料在分切过程中的输送稳定性,将实时压力数据fp输出;
15、s3、通过速度传感器获取上料辊轮的转速数据vi n和卷柱的转速数据vout,根据隔膜材料分切过程中的分布情况可知,上料辊轮的转速影响上料过程中隔膜材料受到的张力,卷柱的转速影响隔膜材料收集过程中受到的张力,转速越大则张力越大,反之越小则张力越小,将转速数据vi n和转速数据vout输出;
16、上料辊轮和卷柱的外侧表面均设置有速度传感器,传感器均未画出,且根据实际情况进行适应性的位置调整;
17、s4、获取厚度数据rh和上料辊轮的转速数据vi n进行归一化计算,得到隔膜分切的稳态影响系数,进而计算出稳态压力值fg,获取实时压力数据fp与稳态压力值fg进行比较,输出异常态压力值fm;
18、s5、获取隔膜材料的动摩擦系数μ,隔膜材料在运输过程中同时受到张力和摩擦力,结合受力分析可知,摩擦力的大小影响压力值,隔膜材料的动摩擦系数μ越大,其在运输过程中受到的摩擦力越大,因此隔膜材料与上料辊轮之间的压力值越大,反之隔膜材料的动摩擦系数μ越小,隔膜材料与上料辊轮之间的压力值随之减小,对结合异常态压力值fm和卷柱的实时转速数据vout计算卷柱的调整转速vt并输出;
19、s6、控制器获取卷柱的调整转速vt,进而控制制动机将卷柱的实时转速数据调整至vt。
20、进一步地,计算隔膜分切的稳态影响系数得出稳态压力值的具体方法如下:
21、s41、获取厚度数据rh和宽度数据ls,预设隔膜材料与上料辊轮的接触宽度为la,计算隔膜材料与上料辊轮之间的接触面面积s l:sl=la*ls,根据表面张力影响因子分析可知接触面面积s l越大,隔膜材料对上料辊轮的表面压力越大,反之接触面面积s l越小,隔膜材料对上料辊轮的表面压力越小;
22、s342、根据公式计算得到隔膜分切的稳态影响系数kn:其中λ0为厚度数据的基础误差值,e为接触面面积与稳态压力值fg的负相关系数,v0为上料辊轮的额定转速;
23、s43、获取上料辊轮的转速数据vi n,分析得到预设隔膜材料与上料辊轮的接触宽度随着转速数据vi n的数值增大,两者之间存在正相关关系,因此稳态影响系数kn与稳态压力值fg之间存在正相关关系,随着稳态影响系数kn的增长,稳态压力值fg同样增长,反之稳态影响系数kn的减小,稳态压力值fg随之减小。
24、获取实时压力值数据fp,采用归一化公式计算压力差值δ:
25、预设压力差值的阈值δm,当δ≥δm时,将实时压力数据fp输出为异常态压力值fm;
26、当δ<δm时,不输出异常态压力值fm。
27、进一步地,计算卷柱的调整转速vt的过程如下:
28、s51、获取若干个卷柱的转速数据vout整合为转速集合a,集合a内的元素值自小到大排列,且相邻排序的转速数据vout之间的差值相同;
29、s52、根据不同的转速数据vout获取对应的实时压力数据fp,以转速数据vout为横坐标,以实时压力数据fp为纵坐标建立坐标系,得到线性回归方程;
30、s53、获取异常态压力值fm代入线性回归方程中,得到卷柱理想转速数据vb;
31、s54、获取卷柱的实时转速数据vout,计算卷柱的调整转速vt:vt=vb-vout;
32、若vt为0,则无需调整卷柱转速;
33、若vt大于0,通过控制器控制卷柱加速,加速限值为vt;
34、若vt小于0,通过控制器控制卷柱减速,减速限值为vt。
35、与现有技术相比,本发明的有益效果是:
36、1、该智能化控制的隔膜分切装置,通过设置滑柱,安装槽设置有两组成条形槽状起到安装滑柱的作用,弹簧和滑环设置于滑柱的外表面,通过设置第二轴承起到提供支撑柱和第三辊柱稳定转动的作用,支撑柱用于固定安装第三辊柱,隔膜材料分切后卷柱将对隔膜进行缠绕,同时通过弹簧和滑环的弹性支撑作用将稳定支撑第三辊柱,使第三辊柱持续对隔膜形成支撑作用,从而实现了避免隔膜缠绕时出现松动的问题,有效的解决了辊柱调整间距十分麻烦,调整不准确容易出现分切后的隔膜缠绕松动,从而影响出品质量的问题。
37、2、该智能化控制的隔膜分切装置的分切方法,通过视觉监测系统检测待分切的隔膜材料的材料厚度并识别隔膜材料的种类,进而获取厚度数据和上料辊轮的转速数据进行归一化计算,得到隔膜分切的稳态影响系数,进而计算出稳态压力值,输出异常态压力值,将隔膜材料的动摩擦系数结合异常态压力值和卷柱的实时转速数据计算卷柱的调整转速并输出,通过控制器获取卷柱的调整转速,进而控制制动机将卷柱的实时转速数据进行调整,保证了隔膜缠绕时的压力稳定,提高了设备的智能化性能,进一步避免分切后的隔膜缠绕松动。
- 还没有人留言评论。精彩留言会获得点赞!