一种全自动撕胶带机的制作方法
本技术涉及自动化设备,更具体地说,是涉及一种全自动撕胶带机。
背景技术:
1、如图1所示,在生产加工时,需要在电子元件(如电感)的两侧焊脚的地方贴上胶带并将若干个电子元件依次串联成电子元件载带,当加工完成后需要将电子元件和胶带相互分离,现有的分离方式一般是通过操作人员手动的将胶带和电子元件分离,但在实际生产中,操作人员无法快速地将较小的电子元件从胶带上剥离,极大地降低了生产效率,费时又费力,且由于电子元件的焊脚较为脆弱,导致经过人工剥离的电子元件焊脚经常出现歪斜甚至折断的情况,造成了浪费,增加了生产成本,也会降低产品的良品率和成型质量。
技术实现思路
1、本实用新型的目的在于克服现有技术中的上述缺陷,提供一种全自动撕胶带机,能够完成电子元件载带的自动供给,电子元件载带的自动上料和移送,电子元件载带两侧胶带的自动撕除和电子元件的自动收料等一列自动化工作,人工干预少,自动化程度高,极大地的提高了生产效率,同时通过设置电子元件输送轨道和撕胶带机构相互配合,可以将电子元件与胶带完全分离,并能够保护电子元件的焊脚不会被损坏,产品的良品率和成型质量高。
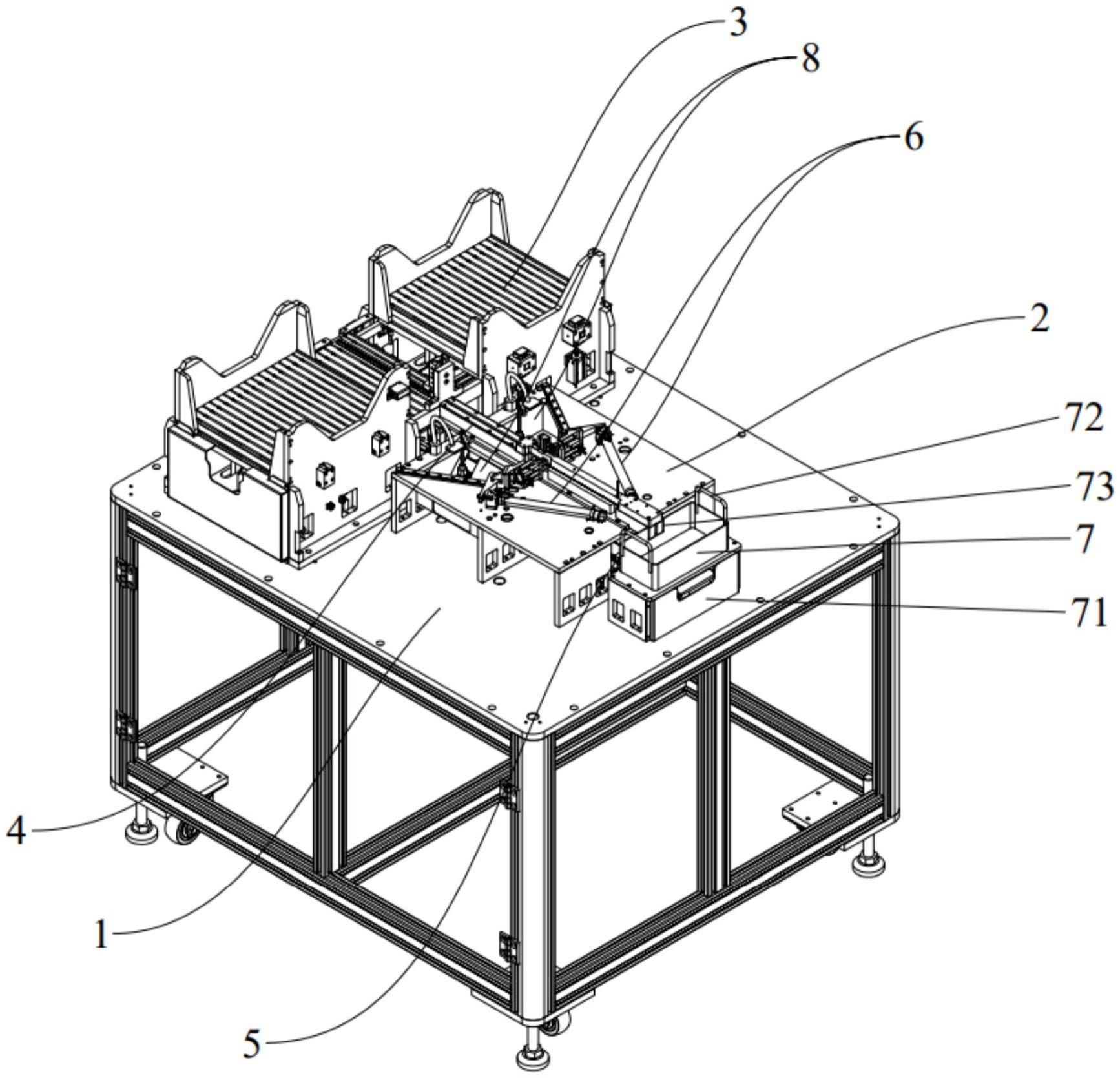
2、为实现上述目的,本实用新型提供了一种全自动撕胶带机,包括机台,第一安装支架,用于供给电子元件载带的电子元件载带供料机构,用于承载电子元件移动的电子元件输送轨道,用于带动电子元件载带进入并在电子元件输送轨道的内部移动和将撕掉胶带后的电子元件由电子元件输送轨道内推出至电子元件收集容器内的电子元件移送机构,用于撕掉电子元件载带的两侧胶带的撕胶带机构,以及用于收集电子元件的电子元件收集容器,所述电子元件载带供料机构和电子元件收集容器分别安装在机台的顶部两侧,所述第一安装支架安装在机台的顶部并位于电子元件载带供料机构和电子元件收集容器之间,所述电子元件输送轨道沿着电子元件移动的方向延伸布置在第一安装支架的顶部,所述电子元件移送机构的出料端与电子元件输送轨道的进料端相导通,所述电子元件输送轨道的出料端与电子元件收集容器的进料端相导通,所述电子元件移送机构沿着电子元件移动的方向延伸布置在机台的顶部并位于电子元件输送轨道的下方,所述电子元件输送轨道与电子元件移送机构保持平行,所述电子元件移送机构的输出部位能够向上伸入到电子元件载带供料机构的出料端的内部或者在向上穿过第一安装支架的顶部开设的通槽后插入到电子元件输送轨道的内部以实现与相应的电子元件载带的连接或者与相应的电子元件的接触,从而带动电子元件载带移动以实现电子元件载带的上料和移送或者将电子元件推出至电子元件收集容器内,所述撕胶带机构安装在第一安装支架的顶部并位于电子元件输送轨道的两侧,所述撕胶带机构的输出部位能够与位于电子元件输送轨道内的电子元件载带的两侧胶带相连接,并可带动胶带与电子元件相互分离。
3、作为优选的实施方式,所述电子元件载带供料机构包括料盘、用于供给装载满电子元件载带的料盘的满料盘供给机构、用于收集空的料盘的空料盘收集机构、料盘移送机构和料盘顶升机构,所述满料盘供给机构和空料盘收集机构间隔地安装在机台的顶部,所述料盘移送机构的一端位于满料盘供给机构的底部的落盘工位内,所述料盘移送机构的另一端位于空料盘收集机构的底部的收盘工位内,所述料盘上设有若干个相互平行的用于承载电子元件载带的电子元件载带安装位,所述电子元件输送轨道的进料端位于电子元件载带供料机构内料盘平移路径的一侧,料盘移送机构在通过其平移部位上设有的托盘架接收由满料盘供给机构输出的料盘后可带动其向靠近空料盘收集机构的方向移动,从而使得该料盘上的若干个电子元件载带安装位的出料端能够依次与电子元件输送轨道的进料端相对齐以实现导通,所述料盘顶升机构位于空料盘收集机构的下方,所述料盘顶升机构的输出部位能够将位于空料盘收集机构的收盘工位内的空料盘顶升至空料盘收集机构的顶部设有的空料盘容置空间内。
4、作为优选的实施方式,所述电子元件载带供料机构还包括电子元件载带压平机构,所述电子元件载带压平机构包括压平气缸、压平块和压平气缸安装座,所述压平气缸安装座的两端分别与满料盘供给机构和空料盘收集机构相连接,所述压平气缸朝下地安装在压平气缸安装座的一侧,所述压平块安装在压平气缸的输出杆上并位于电子元件载带供料机构内料盘平移路径的上方,所述压平块的底部凹设有供电子元件的顶部通过的电子元件限位槽,所述电子元件限位槽的延伸方向与电子元件载带移动的方向相对齐,所述压平气缸可带动压平块的底部两侧向下压紧在电子元件载带的两侧胶带上以实现对电子元件载带的整平。
5、作为优选的实施方式,所述电子元件输送轨道的底部开设有供电子元件移送机构的输出部位移动的推料块平移槽,所述电子元件输送轨道的内部设有供电子元件移动的电子元件平移槽,所述电子元件输送轨道的中部两侧面分别凹设有供电子元件载带的两侧胶带露出到外部以方便撕胶带机构的输出部位与胶带建立连接的胶带露出槽,所述电子元件输送轨道的中部的顶部开设有竖直布置的挡料通孔,所述挡料通孔的底部开口位于电子元件平移槽的顶面,所述电子元件输送轨道的中部的顶部安装有竖直布置的挡料气缸,所述挡料气缸的输出杆上安装有挡料块,所述挡料气缸可带动挡料块向下穿过挡料通孔后伸入到电子元件平移槽的内部,使得挡料块的底部能够与电子元件输送轨道内的电子元件相对齐以实现在撕胶带时对电子元件的限位,所述电子元件输送轨道靠近电子元件收集容器的两侧面分别开设有用于容纳电子元件载带的两侧胶带和方便撕除胶带的胶带撕除槽,所述胶带撕除槽、电子元件平移槽和推料块平移槽均沿着电子元件输送轨道内电子元件移动的方向延伸布置并均相导通。
6、作为优选的实施方式,所述电子元件移送机构包括至少一个推料块、至少一个推料块升降气缸和推料块平移驱动装置,所述推料块平移驱动装置沿着电子元件移动的方向延伸布置在机台的顶部并位于电子元件输送轨道的下方,所述推料块升降气缸朝上地安装在推料块平移驱动装置的输出部位上,所述推料块安装在推料块升降气缸的输出杆上,所述推料块的顶部靠近电子元件载带供料机构的一侧凸设有若干个用于与电子元件载带建立连接的连接凸起,所述推料块的顶部靠近电子元件收集容器的另一侧凸设有用于与电子元件相接触的抵接凸起,所述推料块平移驱动装置可带动推料块沿着电子元件移动的方向平移,所述推料块升降气缸能够带动推料块向上移动,可以使得推料块的连接凸起与位于电子元件载带供料机构的出料端的电子元件载带或者位于电子元件输送轨道的内部的电子元件载带相连接以实现电子元件载带的移送,也可以使得推料块的抵接凸起与位于电子元件输送轨道的内部的电子元件相接触以实现电子元件的移送。
7、作为优选的实施方式,所述撕胶带机构包括两个撕胶带平移滑轨、两个撕胶带平移气缸、两个撕胶带夹爪气缸和两个夹爪气缸安装座,两个撕胶带平移滑轨和两个撕胶带平移气缸均安装在第一安装支架的顶部并分别位于电子元件输送轨道的两侧,两个撕胶带平移滑轨分别由电子元件输送轨道的中部两侧向靠近电子元件载带供料机构的方向向外倾斜地延伸布置,从而使得两个撕胶带平移滑轨呈八字形布置,两个夹爪气缸安装座分别可平移地安装在各自对应的撕胶带平移滑轨上,两个撕胶带夹爪气缸相对地分别安装在各自对应的夹爪气缸安装座内侧,两个撕胶带夹爪气缸的夹爪均向内延伸布置并能够分别夹持住位于电子元件输送轨道内的电子元件载带的两侧胶带,两个撕胶带平移气缸的输出杆分别与各自对应的夹爪气缸安装座的外侧相连接。
8、作为优选的实施方式,两个撕胶带夹爪气缸的夹爪的夹持面上均设有波浪状的防滑凸起。
9、作为优选的实施方式,所述电子元件收集容器的底部还设有第二安装支架,所述电子元件收集容器的两侧均设有方便抓握的把手,所述电子元件收集容器靠近电子元件输送轨道的出料端的一侧凹设有供电子元件输送轨道的出料端插入的进料凹槽。
10、作为优选的实施方式,还包括用于钩取并收集被撕除的胶带的钩胶带机构,所述钩胶带机构包括两个钩胶带升降气缸、两个钩胶带钩和两个胶带收集容器,两个胶带收集容器均安装在第一安装支架的顶部的底面并位于靠近电子元件载带供料机构的一侧,两个胶带收集容器分别位于电子元件输送轨道的两侧,所述第一安装支架的顶部相应位置开设有两个胶带收集孔,两个钩胶带升降气缸分别竖直地安装在机台的顶部并位于电子元件输送轨道的两侧,两个钩胶带升降气缸的输出杆分别向上在通过各自对应的胶带收集容器上开设的通孔和相应的胶带收集孔后伸出到第一安装支架的上方,两个钩胶带钩分别安装在各自对应的钩胶带升降气缸的输出杆的顶部,两个钩胶带钩均位于撕胶带机构的输出部位的移动路径的上方。
11、作为优选的实施方式,所述钩胶带机构还包括两个吹气嘴,两个吹气嘴均安装在第一安装支架的顶部并位于靠近电子元件载带供料机构的一侧,两个吹气嘴的出气口分别位于各自对应的钩胶带钩的升降路径的一侧。
12、与现有技术相比,本实用新型的有益效果在于:
13、本实用新型的结构简单,设计合理,能够完成电子元件载带的自动供给,电子元件载带的自动上料和移送,电子元件载带两侧胶带的自动撕除和电子元件的自动收料等一列自动化工作,人工干预少,自动化程度高,极大地的提高了生产效率,同时通过设置电子元件输送轨道和撕胶带机构相互配合,可以将电子元件与胶带完全分离,并能够保护电子元件的焊脚不会被损坏,从而提高了产品的良品率和成型质量,节约了生产成本。
- 还没有人留言评论。精彩留言会获得点赞!