减震式钢坯提升运输系统的制作方法
本技术属于轧钢加热炉区钢坯运输机械领域,尤其涉及一种减震式钢坯提升运输系统及其控制方法。
背景技术:
0、技术背景
1、对于高架式棒线材产线,加热炉区通常和炼钢跨存在5.0m以上的高差。为了实现炼钢跨热坯的热送直轧或热送热装,一般在加热炉入炉辊道旁配有将钢坯提升输送至加热炉入炉辊道上的提升机。目前,加热炉炉前区使用的提升机多为链式结构,利用提升链上设置的托料钩进行托举钢坯。提升机的顶部大多采用弧形滑轨,提升至最高处的钢坯受重力作用会沿弧形滑轨滑至入炉辊道。由于高温钢坯与滑轨的摩擦力较大,为保证所有钢坯都能滑到辊道上,提升机滑轨的最高点距离入炉辊道辊面的高差要足够大,往往在400~1000mm范围内,而且滑轨斜坡坡度大,与水平面的夹角通常为25°~35°。大高差、大坡度的结构形式虽然有利于钢坯快速滑落至辊道面,但是必然对辊道形成较大的冲击力,而且速度过快时钢坯还会冲出辊道。钢坯重量为2~3t,长期的冲击可能会造成辊道混凝土基础的松动、辊道轴承及轴承座的损坏、联轴器的损坏或减速机箱体及底座开裂等故障,必然增加设备的检修维护成本,更严重影响生产效率和生产安全。
2、为减轻或避免钢坯的冲击作用,现有的解决方案主要包括增设接钢或缓冲机构、改变提升机形式。实用新型专利“一种用于棒材钢坯的热送装置(cn207013452u)”是通过在滑轨斜坡末段增设一块平缓的滑板来减缓钢坯下滑速度,最后用接钢叉将钢坯平稳转移到运输辊道上。该技术在提升机周围有限的空间内增加了一个接钢叉,而且缓冲作用非常有限,对设备的冲击仍然很大。实用新型专利“一种钢坯缓冲装置(cn211920065u)”是通过在滑轨斜坡端头增设液压缓冲器,通过缓冲针头和弹性缓冲垫来化解钢坯的冲击作用,再由平托机构将钢坯从滑槽托到入炉辊道上。该技术同样增加了附属机构,占用了本就拥挤的提升机和输送辊道间隙空间,而且缓冲作用非常有限,对设备的冲击仍然很大。实用新型专利“一种提升机授料槽缓冲装置(cn202022908552.6)”是通过增加缓冲装置,减轻钢坯对提升机授料槽的冲击。实用新型专利“一种铸坯提升缓冲机(cn215315580u)”、“一种钢坯输送提升机挡料装置(cn201420159787.1)”、“一种提升机接钢缓冲装置及钢坯提升转运装置(cn202122514112.7)”、“一种棒材用上料台架(cn215696821u)”都是通过增设可旋转的接钢机构或挡料机构等来减轻钢坯对辊道的直接冲击。这些技术缓冲作用同样非常有限,对设备的冲击仍然很大。实用新型专利“一种热连轧加热炉用链式提升装置(cn216402745u)”大幅度改变了提升机结构,用平板构成的提升块代替传统的托料钩,在提升机上设置了多个万向球来支撑提升过程中的钢坯,并在导料条下设置了弹簧装置来吸收钢坯滑落时的冲击。该技术对设备的改变很大,结构非常复杂,也没有本技术实用新型涉及的钢坯提升领域有应用先例,不具备实际的可行性。实用新型专利“一种棒材生产线钢坯提升机用柔性辊道(cn207501684u)”是在输送辊道支座中增设弹簧,以吸收钢坯的冲击作用。
3、实用新型专利“一种钢坯横移装置(cn201220265389.9)”是在滑轨斜坡末端增设拨臂和横移滑轨,由拨臂将钢坯平稳拨至辊面,避免对辊道的直接冲击。该技术增加的机构增加了设备维护点,仍然会对设备和结构基础产生很大的冲击。实用新型专利“一种提升下料设备(cn108217068a)”通过减小弧形滑轨后的斜坡导板同水平面的夹角(小于钢坯与斜坡导板的摩擦角),使到达最高点的钢坯只能被托料钩推动,并沿该导向平面倾斜向下滑动,直至接料辊道的悬臂辊面上。实用新型专利“一种新型热连轧加热炉用链式提升机(cn210569993u)”,同样是利用托料钩推动钢坯,沿滑轨向悬臂辊道所在侧移动,直至将钢坯推动至辊道上。但本实用新型主要针对悬臂辊形式的加热炉入炉辊道,无法适应应用更为广泛的带挡边槽型辊道形式。
4、综上所述,现有技术提出的接钢或缓冲技术效果有限,都只能在一定程度上减轻钢坯对运输辊道的直接冲击,并没有真正避免钢坯对提升机、接钢或缓冲机构、辊道所在基础的巨大冲击,而且接钢或缓冲机构往往结构复杂,还为现场设备管理增加维护点,不具备推广意义。此外,现有技术对提升机形式的调整,大多形式复杂适用范围小且效果不佳。目前,只有实用新型专利cn108217068a采用最小、最简单的调整,完全避免了钢坯对辊道的直接冲击。然而,实用新型专利cn108217068a只应用于悬臂辊道,不适用于目前广泛使用的带挡边槽形辊道。因此,设计一种适用于提升机后带挡边槽形辊道、冲击性小的钢坯提升运输系统是客观需要的。
技术实现思路
1、针对上述问题,本实用新型提出一种减震式钢坯提升运输系统及其控制方法。所述减震式钢坯提升运输系统主要包括炼钢侧输入辊道、链式提升机和加热炉入炉辊道。
2、为达到上述目的,本实用新型一种减震式钢坯提升运输系统,所述减震式钢坯提升运输系统至少包括炼钢侧输入辊道、链式提升机和加热炉入炉辊道;
3、所述加热炉入炉辊道包括多个成排设置有带挡边槽形辊道,所述的每个带挡边槽形辊道与辊道变频电机传动连接;其中,每个所述的带挡边槽形辊道的轴承座下设有一个以上的碟簧缓冲装置。
4、进一步的,所述的碟簧缓冲装置包括:轴套筒,在所述的轴套筒内设置轴套筒顶盖;
5、在所述的轴套筒内滑动设置有变径轴;所述的变径轴中部与轴套筒内径相适配的碟簧支撑段;在所述的碟簧支撑段上一体设置有轴承座支撑段;所述的轴承座支撑段向上伸出轴套筒顶盖,在所述的轴套筒顶盖与碟簧支撑段之间的轴承座支撑段套设有上碟簧;
6、在轴套筒底部与碟簧支撑段下表面之间设有下碟簧。
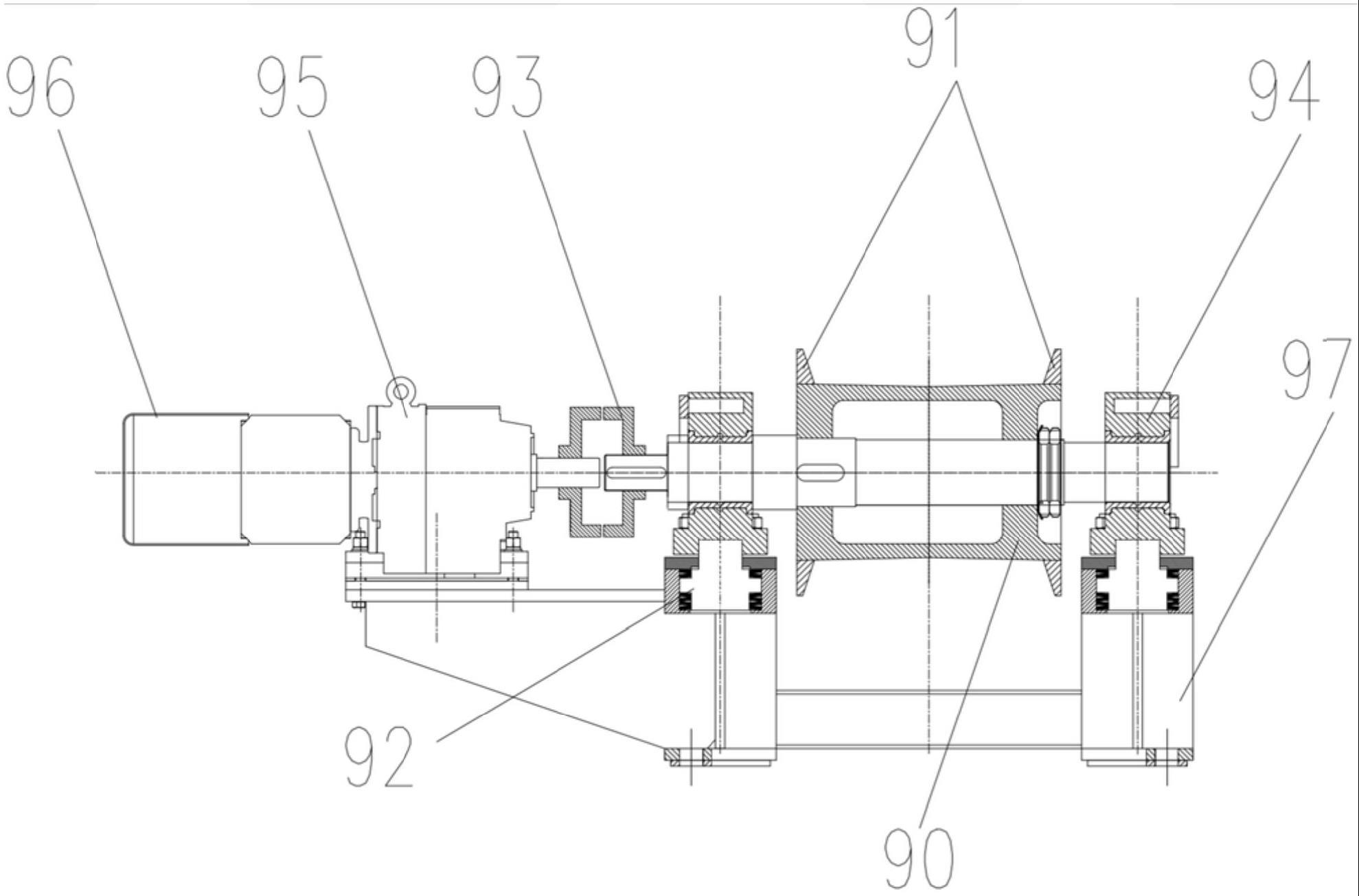
7、进一步的,所述的链式提升机包括:钢架,在所述的钢架上端通过链轮支座设置有上链轮;在所述的钢架下端通过链轮支座设置有下链轮;在所述的上链轮或下链轮上传动连接有链轮传动机构;
8、上链轮与下链轮之间设置啮接有环形链条;
9、在所述的链条上间隔设置有l形托料钩;在所上述的钢架上端对应上链轮下料处设置有弧形滑轨;
10、所述上链轮和下链轮分别位于高位和低位,并固定在对应的链轮支座上,且上链轮由传动机构提供动力,下链轮为从动轮;
11、所述的带挡边槽形辊道设置在弧形滑轨的下料口处。
12、进一步的,所述的上链轮上传动连接有链轮传动机构;所述链轮传动机构包括带有增量型编码器的变频电机、制动器、减速机、传动轴、联轴器及其支座。
13、为达到上述目的,本实用新型一种减震式钢坯提升运输系统控制方法,所述的方法包括上述步骤:
14、(1)链式提升机在运行前始终处于待料状态:提升机停止运行,且有一组托料钩位于炼钢侧输入辊道和下链轮支座之间;
15、(2)当炼钢侧输入辊道上没有钢坯,提升机处于待料状态或运动的提升机已将钢坯提升至1000mm以上(由电机编码器将提升机驱动电机转动的转数换算为提升高度)时,钢坯进入提升机炼钢侧输入辊道;
16、在炼钢侧输入辊道的尽头、固定挡板前,设一台金属检测仪md1,md1检测到钢坯后,炼钢侧输入辊道停止运转,同时钢坯在炼钢侧输入辊道端头的固定挡板的阻挡下停止、稳定在辊道上;
17、(3)在对应提升机中部的加热炉入炉辊道旁设置一台金属检测仪md2,用于检测加热炉入炉辊道上是否有钢坯;沿钢坯运输方向,在提升机最后一个链条旁的加热炉入炉辊道辊子后,设置一台金属检测仪md3,用于检测加热炉入炉辊道上是否有钢坯运出,即钢坯向背离提升机的方向运动;
18、仅当加热炉入炉辊道旁的md2和md3同时检测无钢时,加热炉入炉辊道停止运动,同时允许提升机将静置在炼钢侧输入辊道上的钢坯持续抬升至最高点,并推入加热炉入炉辊道;
19、(4)当加热炉入炉辊道旁的金属检测仪md2检测到钢坯信号后,延时几秒后启动加热炉入炉辊道,开始将钢坯向加热炉方向运输;钢坯头部进入金属检测仪md3的检测范围后,继续向加热炉运动;当md3检测不到钢坯信号时,立即停止加热炉入炉辊道转动,等待下一根钢坯;
20、进一步的,还包括步骤(5)当金属检测仪md2检测无钢坯、md3检测有钢坯,且加热炉入炉辊道正在运行时,允许提升机从炼钢侧输入辊道取钢,并不断抬升;由于提升机的提升速度小于入炉辊道的运输速度,可在入炉辊道运送的同时,进行钢坯提升。
21、进一步的,还包括步骤(6)当提升机驱动电机电源突然断开时,制动器因失电而进行抱闸制动,避免托举中的钢坯坠落;当加热炉入炉辊道上有钢坯,但金属检测仪md2出故障,仍给出无钢坯的信号时,可采取抱闸急停的方式,避免加热炉入炉辊道上出现钢坯堆叠的问题;当加热炉入炉辊道上有钢坯,并超出了金属检测仪md2的检测范围,但仍在金属检测仪md3的检测范围内,金属检测仪md3出故障,给出无钢坯的信号时,采取抱闸急停的方式,避免加热炉入炉辊道上出现钢坯堆叠的问题。
- 还没有人留言评论。精彩留言会获得点赞!