一种折箱机构的便于调整规格的输送机构的制作方法
本技术涉及陶瓷生产的打包,尤其涉及一种折箱机构的便于调整规格的输送机构。
背景技术:
1、现有的瓷砖包装的折纸箱过程是这样的,纸箱板连同其上面的砖垛进入传输机构,随着纸箱板连同其上面的砖垛的进入,纸箱长边立起机构将纸箱板的长边立起来,纸箱板连同其上面的砖垛完全进入传输机构后,传输机构输入端和输出端的折纸箱短边机构动作,将纸箱板左右两短边折叠在砖垛上面,然后,位于传输机构前后两侧的折纸箱长边机构的两对以上的子折纸箱长边机构动作,将纸箱板的前后两长边折叠在砖垛上面,长边折叠后的长边上部将短边折叠后的短边上部盖住,从而完成折纸箱的工作。
2、由于需要包装的瓷砖的规格是不同的,而不同规格的瓷砖,都需要对设备进行调整,如专利cn2019211637492所公开的,包括两前后对称设置的折边单元,折边单元包括支架、设置在支架上的横向导轨、设置在横向导轨旁的横向齿条、左右对称设置在横向导轨上的短边折边构件、设置在支架上且位于两短边折边构件中部的长边折边构件,短边折边构件包括滑动设置在横向导轨上的滑板、固定在滑板上的第一电机机构、由第一电机机构带动且与横向齿条啮合的第一齿轮、固定在滑板上的竖向导轨、滑动设置在竖向导轨上的竖滑板、固定在竖滑板上的竖向齿条、固定在滑板上的第二电机机构、由第二电机机构带动且与竖向齿条啮合的第二齿轮、固定在竖滑板上的第一气缸、由第一气缸带动的左右移动的折短边板、固定在滑板上的第二气缸、由第二气缸带动的基座、固定在基座上的第三气缸、由第三气缸带动左右移动的折小边板,长边折边构件包括固定在支架上的竖向轨道、滑动设置在竖向轨道上的滑动座、固定在滑动座上的竖向长齿条、设置在竖向轨道上的第三电机机构、由第三电机机构带动且与竖向长齿条啮合的第三齿轮、设置在滑动座上的气缸组、由气缸组带动前后移动的折长边板。
3、使用时,将两前后对称设置的折边单元分别固定在打包机的构成皮带传输机构的两皮带传输机构单元的皮带传输机构单元支架上,这样,依据瓷砖规格调整两皮带传输机构单元间的间距的同时,就同步调整了成型机构的前后的间距了,然后,启动第一电机机构,由于电机的转速、齿轮、齿条的传动都是精确可控的,因此,通过控制电机的转动就能准确控制齿轮、齿条相对移动的距离,进而精确对成型机构的短边折边的位置进行快速准确调整,以适应不同规格瓷砖打包的要求,同时,通过调整第二电机机构、第三电机机构的运行参数,就能准确控制第二电机机构带动竖滑板、第三电机机构带动滑动座的上升距离,以适应不同规格瓷砖的瓷砖垛高度的打包要求,从而高效准确地实现依据所包装的瓷砖的规格快速对成型机构进行调整。
4、折纸箱时,两折边单元的四套短边折边构件的第二电机机构同时动作,通过竖向齿条、第二齿轮带动竖滑板上移,通过呈倒置l形的折短边板将纸箱短边折叠成垂直状,然后,第二气缸动作,提升呈侧翻l形的折小边板至纸箱小边处,第三气缸动作带动折小边板前伸,将纸箱小边折叠,使其靠向纸箱内瓷砖垛的侧面,第一气缸动作,带动折短边板前伸,使垂直状的纸箱短边再折叠,并靠在纸箱内瓷砖垛的顶面,两折边单元的两长边折边构件的第三电机机构动作,通过竖向长齿条、第三齿轮带动滑动座上行,进行带动呈l形的折长边板上行,将纸箱的长边折叠呈垂直状,然后,气缸组动作,带动折长边板前伸,使垂直状的纸箱长边再折叠,并靠在纸箱内瓷砖垛的顶面,从而完成纸箱的折叠。
5、此种技术,虽然解决了根据不同规格的瓷砖,对设备快速进行调整的目的,但是,其折纸箱工艺复杂,折长边时,采用长边折边构件的l形的折长边板上行,先将纸箱的长边弯折成垂直状,然后水平移动,将长边的上部分弯折成水平状,此种折长边工艺,要保证纸箱从瓷砖侧边处弯折成垂直状,l形的折长边板必须要从瓷砖侧边处上行,由于l形的折长边板是相对纸箱往上运动,因此,很容易剐蹭,损坏纸箱。
6、专利cn2022103858112公开了一种折箱技术,折箱时,纸箱板连同其上面的砖垛进入传输机构,随着纸箱板连同其上面的砖垛的进入,纸箱长边立起机构将纸箱板的长边立起来,纸箱板连同其上面的砖垛完全进入传输机构后,传输机构输入端和输出端的折纸箱短边机构动作,将纸箱板左右两短边折叠在砖垛上面,然后,位于传输机构前后两侧的折纸箱长边机构的两对以上的子折纸箱长边机构动作,将纸箱板的前后两长边折叠在砖垛上面,长边折叠后的长边上部将短边折叠后的短边上部盖住,然后,传输机构将折叠好的带有砖垛的纸箱板送入下一个工序,随着折叠好的带有砖垛的纸箱板做离开传输机构的移动,设置在传输机构前后两侧的折纸箱长边机构单元随着折叠好的带有砖垛的纸箱板离开其作用范围依序复位,这样,后续的纸箱板连同其上面的砖垛就能进入传输机构,而不用等折纸箱长边机构全部复位后才能进入,因此,显著地提高了板材整形及移送速度。
7、这种技术,虽然解决了已有技术的折纸箱的问题,但是,是不能根据瓷砖规格自动对各折叠机构进行位置调整,以适应新规格瓷砖的折纸箱的要求。
技术实现思路
1、本实用新型的目的在于提供一种折纸箱工艺简单、可靠,不会伤害纸箱且能根据瓷砖规格自动对各折叠机构进行位置调整,以适应新规格瓷砖的折纸箱的要求的折箱机构的便于调整规格的输送机构。
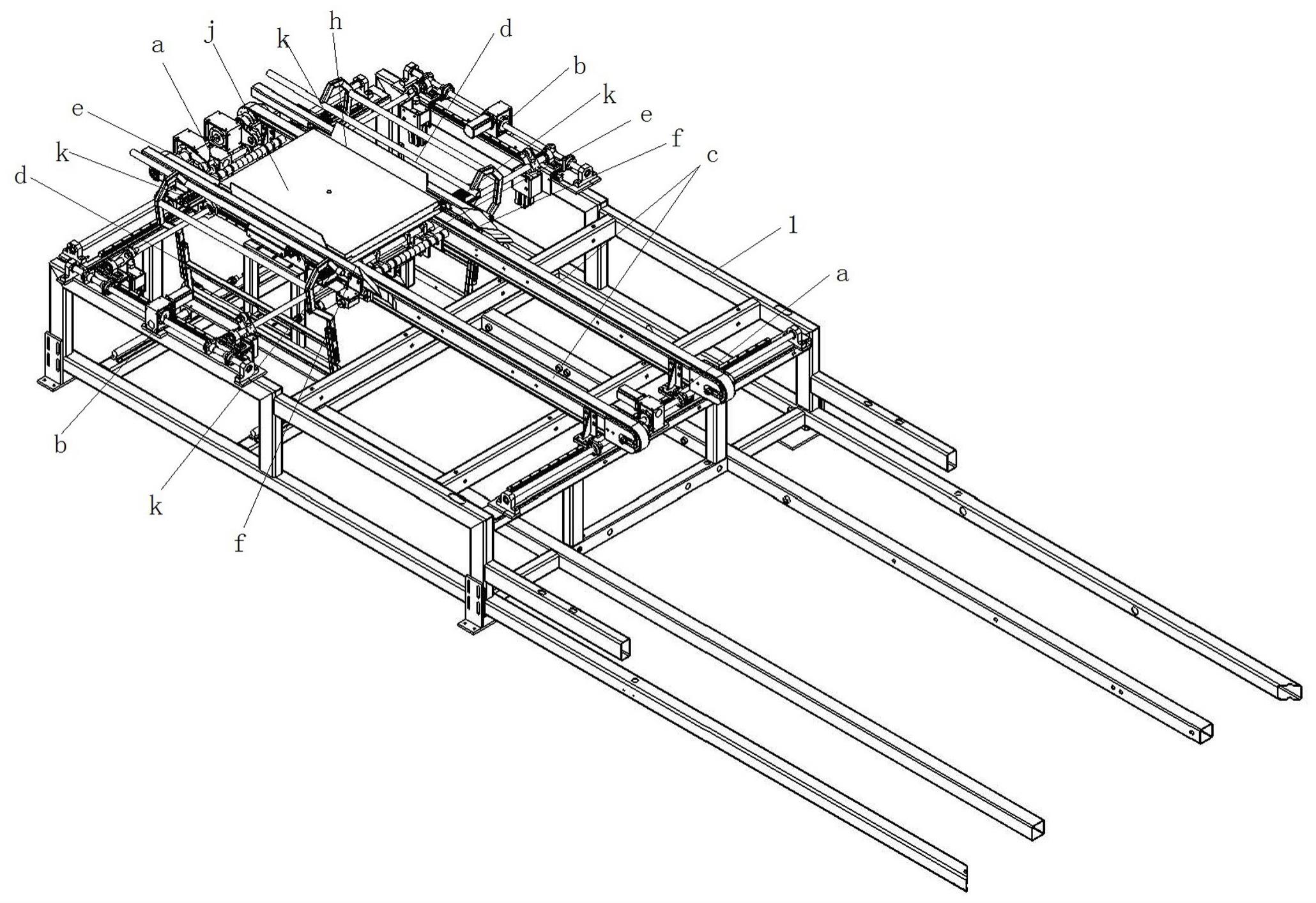
2、本实用新型的折箱机构的便于调整规格的输送机构是这样实现的,包括机架、设置在机架上的一对输送机构位置调节机构、一对并排设置的输送机构、一对长边折边机构,输送机构的输送支架上设置有纸箱长边立起机构,一对输送机构位置调节机构分别位于一对并排设置的输送机构的两端,输送机构位置调节机构包括设置在机架上的滑轨、沿滑轨滑动的一对滑块、转动设置在机架上的丝杆、设置在机架上带动丝杆转动的电机机构,滑块上设置有螺母,螺母旋接在丝杆上,一对滑块上的螺母的螺纹方向相反,一对并排设置的输送机构的输送支架的前端分别固定在其中一输送机构位置调节机构的一对滑块上,一对并排设置的输送机构的输送支架的后端分别固定在另一输送机构位置调节机构的一对滑块上,长边折边机构包括活动架、摆动设置在活动架上将纸箱的长边的上部往内侧弯折的长边折边构件、设置在活动架上带动长边折边构件摆动的动力驱动机构,活动架固定在相应的输送机构的输送支架上。
3、工作时,根据瓷砖包装规格,通过一对输送机构位置调节机构的电机机构分别同步带动两丝杆转动,同步带动一对输送机构位置调节机构的两螺母相对移动,使一对输送机构位置调节机构的两滑块相对移动,带动一对并排设置的输送机构相对移动,从而通过调节一对并排设置的输送机构间距以适应相应规格的瓷砖包装输送,一对并排设置的输送机构间距的调节同步带动长边折边机构和纸箱长边立起机构的位置调节,以适应相应规格的瓷砖包装的长边折叠。
4、折纸箱时,纸箱板连同其上面的砖垛进入传输机构,随着纸箱板连同其上面的砖垛的进入,纸箱长边立起机构将纸箱板的长边立起来,纸箱板连同其上面的砖垛完全进入传输机构后,纸箱长边立起机构推动纸箱长边呈垂直状靠向砖垛,然后,通过传输机构输入端和输出端的短边折边机构动作,将纸箱板左右两短边折叠在砖垛上面,位于传输机构前后两侧的长边折边机构动作,将纸箱板的前后两长边的上部折叠在砖垛上面,将纸箱短边的上部压在下面,然后,传输机构将折叠好的带有砖垛的纸箱板送入下一个工序。
5、采用输送机构位置调节机构和短边折边位置调节机构,可方便快捷地根据瓷砖包装规格对输送机构、折边机构的位置进行调整。
6、优选地,在机架上设置有导轨,长边折边机构的活动架沿导轨滑动移动,一来活动架从导轨获得支撑,二来使活动架的位置调节顺滑。
7、本实用新型与已有技术相比,具有折纸箱工艺简单、可靠,不会伤害纸箱且能根据瓷砖规格自动对各折叠机构进行位置调整,以适应新规格瓷砖的折纸箱的要求的优点。
- 还没有人留言评论。精彩留言会获得点赞!