一种用于活性染料冷轧堆染色的等长打卷装置的制作方法
本技术涉及纺织机械的,尤其是涉及一种用于活性染料冷轧堆染色的等长打卷装置。
背景技术:
1、打卷机是现代纺织行业中一种常见的机械装置,打卷机通常用于收卷布料,以便于后续对布料进行运输或其他加工工作。
2、相关技术中,可参考授权公告号为cn207918090u的中国实用新型专利,其公开了一种能够提高工作效率的布料打卷机。一种布料打卷机,包括机架、顶滚筒、上部滚筒、下部滚筒、卷布驱动机构和卷布对齐机构,上部滚筒安装在机架上,顶滚筒设置在机架上并位于上部滚筒上方,上部滚筒和顶滚筒之间设有胶板,下部滚筒安装在机架上并位于上部滚筒下方,卷布驱动机构包括卷布电机,卷布电机输出端经皮带带轮传动组件连接上部滚筒,布料依次经过顶滚筒、上部滚筒、和下部滚筒,卷布对齐机构为两个,分别安装在机架上并位于胶板两侧。
3、然而上述打卷机在使用过程中虽然可以实现对布料的打卷工作,但是布料的收卷长度难以掌握,且在布料收卷完成后需要人工进行切割,使得每次收卷的布料的长度会存在偏差,从而对后续收卷布料的使用造成不利影响。
技术实现思路
1、为了减低收卷起来的每卷布料之间的长度偏差,本技术提供了一种用于活性染料冷轧堆染色的等长打卷装置。
2、本技术提供的一种用于活性染料冷轧堆染色的等长打卷装置,采用如下的技术方案:
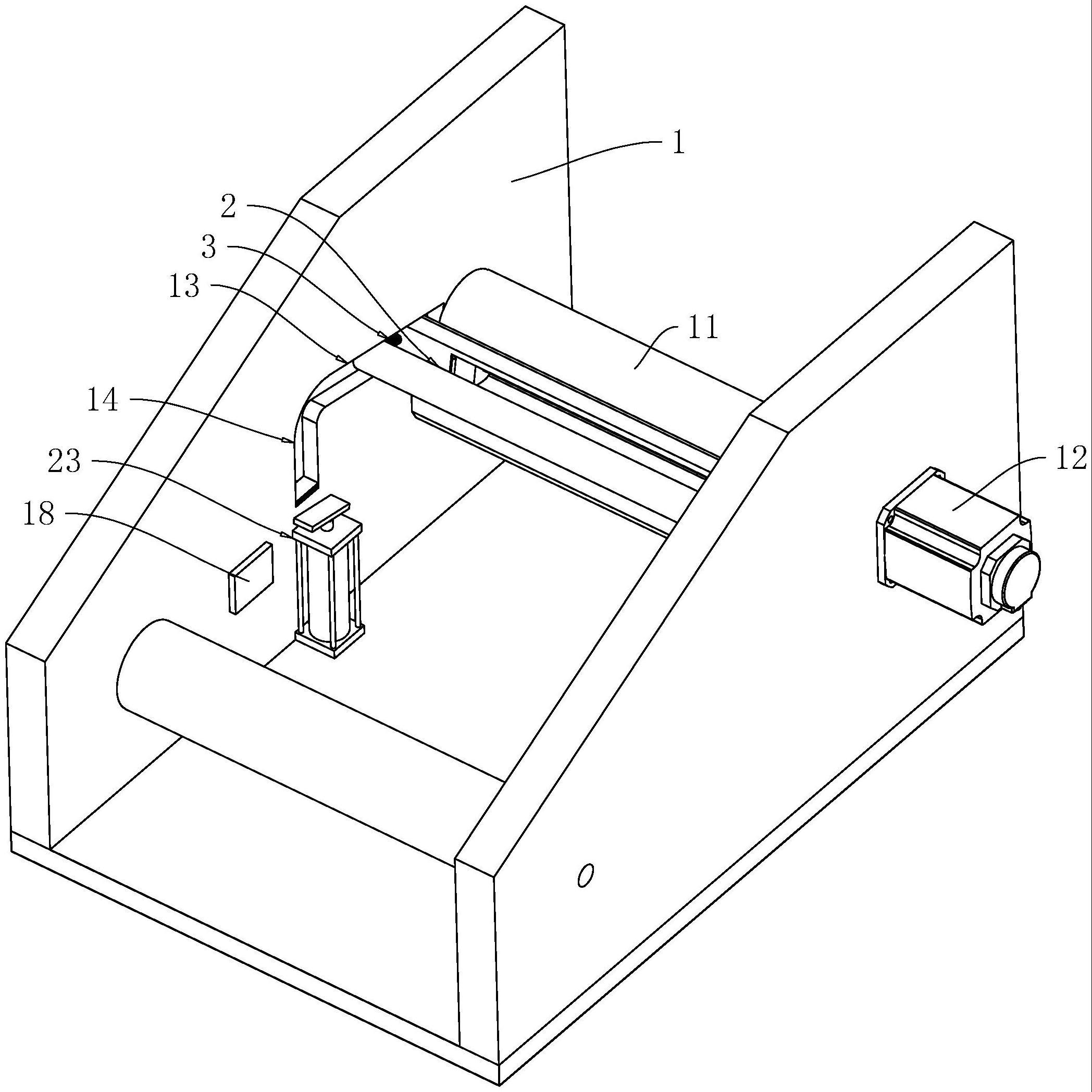
3、一种用于活性染料冷轧堆染色的等长打卷装置,包括机架,所述机架上转动设置有收卷辊以及与收卷辊连接的转动电机,布料缠绕在所述收卷辊上进行收卷,所述机架上设置有用于对布料进行切割的割布机构,所述机架上开设有水平的第一移动槽和竖向的第二移动槽,所述第二移动槽顶端与第一移动槽连通,所述割布机构包括:
4、抵压板,所述抵压板水平滑移设置在机架上且端部位于第一移动槽内;
5、割刀,所述割刀水平滑移设置在机架上且端部位于第一移动槽内与抵压板端部抵触,所述割刀在抵压板作用下从第一移动槽掉入第二移动槽内后竖直向下对布料进行切割;
6、复位组件,所述复位组件设置在机架上且用于将位于第二移动槽内的割刀移回第一移动槽。
7、通过采用上述技术方案,转动电机启动带动收卷辊转动对布料进行收卷,布料随着收卷辊的转动而持续缠绕到收卷辊上,使得收卷辊上收卷的布料逐渐变厚,布料变厚带动抵压板移动,抵压板移动带动割刀移动,当布料收卷到目标位置后,抵压板移动带动割刀从第一移动槽掉入第二移动槽内,割刀沿第二移动槽掉落然后将布料切断,然后取下收卷好的布料,移动抵压板移回原位且同时复位组件启动将割刀移回第一移动槽内,从而完成了布料的收卷和切割工作,减小了布料每卷之间的长度偏差;且通过抵压板一直抵压在收卷辊的布料上,能够起到一定的布料张紧和展平作用,提高了布料的收卷质量。
8、可选的,所述割刀包括刀体和转轴两部分,所述刀体转动设置在转轴上,所述转轴端部伸入第一移动槽内。
9、通过采用上述技术方案,将割刀分为刀体和转轴两部分,通过转轴转动来带动刀体移动,从而减小了抵压板带动割刀在第一移动槽内移动时的摩擦阻力,降低了抵压板在布料上由于压得太紧而使得布料卡住的概率,保证了整体切割工作的顺畅运行。
10、可选的,所述第一移动槽呈倾斜状态,所述第一移动槽与第二移动槽连通的一端的高度高于第一移动槽远离第二移动槽一端的高度,所述复位组件包括:
11、复位气缸,所述复位气缸设置在机架上,所述复位气缸的活塞杆竖向移动;
12、推板,所述推板设置在复位气缸活塞杆的顶端且与转轴抵触,所述推板呈倾斜状态,所述推板远离第一移动槽一端的高度高一靠近第一移动槽一端的高度。
13、通过采用上述技术方案,当割刀跌落到第二移动槽底部后,复位气缸启动带动推板移动,推板移动带动转轴移动,当推板移动到第一移动槽和第二移动槽连通处后,转轴沿推板的倾斜方向移入第一移动槽内,然后再沿着第一移动槽的倾斜方向移动到第一移动槽底部,从而完成了割刀的复位工作,无需人工抬动割刀,降低了工作强度。
14、可选的,所述抵压板上设置有用于对抵压板在第一移动槽内的宽度进行调节的调节机构,所述调节机构包括:
15、调节杆,所述调节杆沿第一移动槽长度方向滑移设置在抵压板上,所述调节杆位于第一移动槽内,所述调节杆与转轴抵触;
16、驱动组件,所述驱动组件用于驱动调节杆移动。
17、通过采用上述技术方案,在抵压板位于第一移动槽的一端上设置可移动伸缩的调节杆,通过控制驱动组件来控制调节杆伸出抵压板的长度,以此来对抵压板与转轴之间的间距进行调节,从而实现可根据不同卷布长度需求来对割刀的切割时机进行调整。
18、可选的,所述驱动组件包括:
19、第一锥齿轮,所述第一锥齿轮转动设置在抵压板上,所述调节杆侧壁与第一锥齿轮内轮壁上均开设有螺纹,所述调节杆与第一锥齿轮螺纹连接;
20、转杆,所述转杆转动设置在抵压板上,所述转杆的轴向与调节杆的轴向互相垂直;
21、第二锥齿轮,所述第二锥齿轮设置在转杆上且与第一锥齿轮啮合。
22、通过采用上述技术方案,转杆转动带动第二锥齿轮转动,第二锥齿轮转动带动第一锥齿轮转动,第一锥齿轮转动带动调节杆移动,从而通过控制转杆实现了调节杆在抵压板上的伸缩工作。
23、可选的,所述第二移动槽的内槽底上设置有橡胶缓冲垫。
24、通过采用上述技术方案,在第二移动槽的内槽底上固定橡胶缓冲垫,从而使得转轴在第二移动槽内竖向跌落时能够有一定的缓冲,降低了转轴在长期工作下摔断的概率,提高了转轴的使用寿命。
25、可选的,所述橡胶缓冲垫底部垫设有压力传感器,所述机架上设置有控制器,所述控制器与压力传感器和复位气缸均电连接。
26、通过采用上述技术方案,转轴从第二移动槽内跌落与橡胶缓冲垫碰撞,橡胶缓冲垫将冲击了传导到压力传感器上,压力传感器受到压力之后传递电信号至控制器上,控制器控制复位气缸启动将割刀移回原位,从而实现了割刀跌落后的自动复位工作。
27、可选的,所述抵压板与收卷辊上布料接触的一侧侧壁上开有弧形的导向面。
28、通过采用上述技术方案,在抵压板与收卷辊上布料接触的一侧侧壁上开有弧形的导向面,使得抵压板与布料接触时能够使得布料平整顺滑地通过抵压板,降低了抵压板对布料造成褶皱或损坏的概率。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1.通过转动电机启动带动收卷辊转动对布料进行收卷,布料随着收卷辊的转动而持续缠绕到收卷辊上,使得收卷辊上收卷的布料逐渐变厚,布料变厚带动抵压板移动,抵压板移动带动割刀移动,当布料收卷到目标位置后,抵压板移动带动割刀从第一移动槽掉入第二移动槽内,割刀沿第二移动槽掉落然后将布料切断,然后取下收卷好的布料,移动抵压板移回原位且同时复位组件启动将割刀移回第一移动槽内,从而完成了布料的收卷和切割工作,减小了布料每卷之间的长度偏差;且通过抵压板一直抵压在收卷辊的布料上,能够起到一定的布料张紧和展平作用,提高了布料的收卷质量;
31、2.通过在抵压板位于第一移动槽的一端上设置可移动伸缩的调节杆,通过控制驱动组件来控制调节杆伸出抵压板的长度,以此来对抵压板与转轴之间的间距进行调节,从而实现可根据不同卷布长度需求来对割刀的切割时机进行调整;
32、3.通过在抵压板与收卷辊上布料接触的一侧侧壁上开有弧形的导向面,使得抵压板与布料接触时能够使得布料平整顺滑地通过抵压板,降低了抵压板对布料造成褶皱或损坏的概率。
- 还没有人留言评论。精彩留言会获得点赞!