一种软管组自动包装机的制作方法
本技术涉及自动包装,更具体地,涉及一种软管组自动包装机。
背景技术:
1、软管组是由未包装的软管缠绕堆叠成的一种中空圆筒结构产品,目前行业内成品软管组包装主要由人工包装完成,工艺包装顺序依次为缠膜、粘接带有公司logo的粘胶带、贴标签、再缠膜、切断;在包装软管组过程中,软管组包装后的成品美观性参差不齐,受人工影响较大,例如:标签是否居中摆放整齐、缠绕膜厚度是否均匀、软管组包装成品表面的缠绕膜收紧程度是否一致、粘胶带是否位于软管组成品高度中心沿其直径分布;人工包装软管时,操作相对复杂、劳动强度大且工作效率低,各自执行的包装标准难以统一;
2、中国专利公开了一种半自动软管包装机,包括两个支壁,两个支壁的后侧中端水平安装有安装杆,安装杆的前侧中端固定安装有转动电机,转动电机的电机轴外圈固定安装有矩形块,矩形块的外侧设有转筒,两个支壁的朝内一侧的底侧设有底板,底板的顶侧中端垂直安装有托杆,转动电机的电机轴轴头贯穿于托杆的顶侧。该实用新型通过在矩形块的外侧设转筒,便于将软管的一端固定在转筒上后,通过启动转动电机转动转筒,将软管收纳,然后再将包装膜的一端放入夹槽,再用夹块固定,继续启动转动电机,直至包装膜将转筒的外圈完全包裹。但该设备仅能实现半自动缠膜,无法同时实现贴标签,粘胶带等功能,仍有较大的局限性。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种能自动化完成送标签、缠膜、粘胶全部包装步骤的软管组自动包装机。
2、为解决上述技术问题,本实用新型采用的技术方案是:
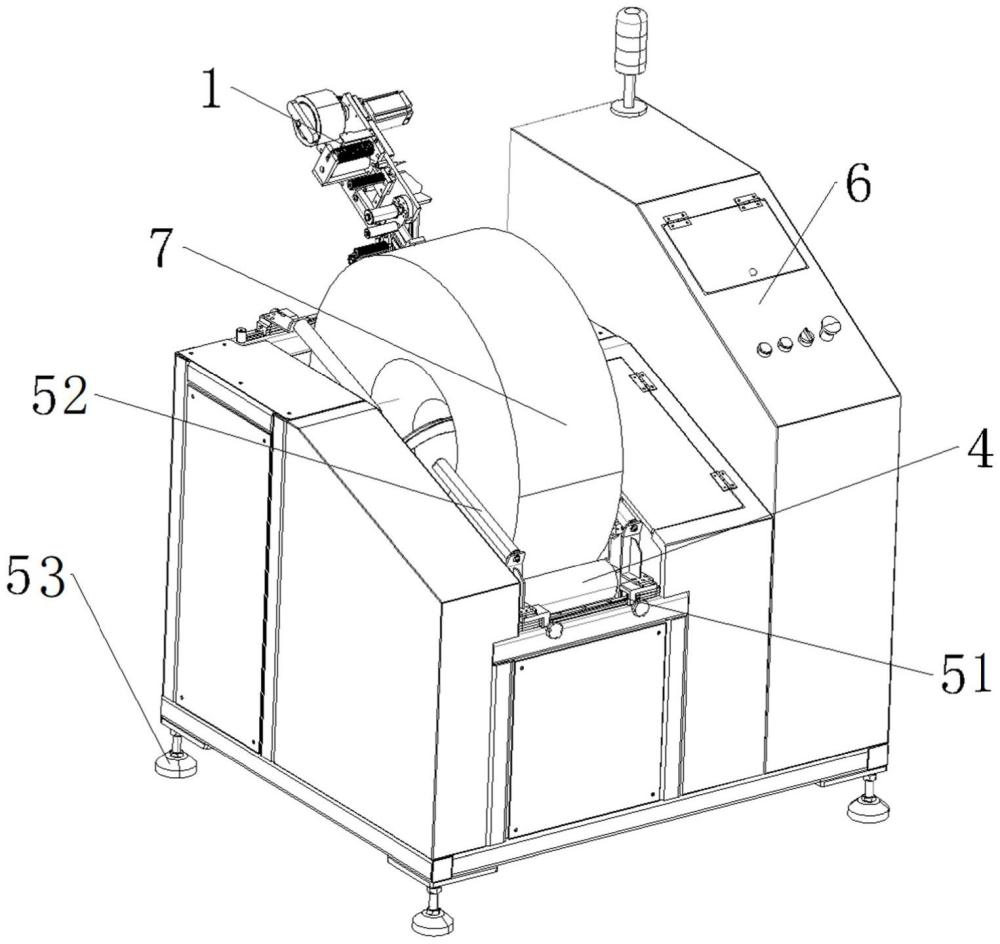
3、提供一种软管组自动包装机,包括用于对软管组缠绕包装膜的缠膜机、用于对完成缠膜的软管组粘贴胶带的粘胶机、用于分离并输送标签至软管组表面的标签机、用于承托并驱动软管组旋转的软管旋转机、用于安装各个机构的机架及用于控制各个机构运行的电柜,所述粘胶机、缠膜机、电柜及软管旋转机均装设于机架上,所述标签机设于缠膜机旁侧;软管旋转机带动软管组旋转,标签机将标签输送至软管组,同时缠膜机对软管组缠膜并将标签包裹于内,粘胶机进行粘胶使包装膜固定。
4、在本实用新型中,机架为各个机构提供安装位置,电柜用于控制各个机构的运行相互协调,当软管组自动包装机工作时,先将由软管缠绕而成的中空圆柱形软管组放置到软管旋转机上,软管旋转机可令软管组绕自身轴线转动,标签机可将单张标签从标签堆中分离并输送至软管组外部,缠膜机可绕软管组径向缠膜且将上述标签包裹在软管组与包装膜之间,粘胶机可将胶带粘贴到完成缠膜的软管组上,防止包装膜松散脱落。
5、优选的,所述缠膜机包括第一安装板、缠膜驱动机构、缠膜器及缠膜切断机构,所述缠膜驱动机构与缠膜器均装设于第一安装板,所述第一安装板侧部还设有供软管组穿过的缠膜缺口,所述缠膜器位于缠膜缺口旁侧,所述缠膜切断机构设于缠膜器旁侧,缠膜器在缠膜驱动机构的驱动下可相对于第一安装板旋转。
6、通过这种设置方式,安放在软管旋转机上的软管组部分圆弧段穿过缠膜缺口,软管组沿自身轴线旋转。缠膜机工作时,缠膜驱动机构驱动缠膜器绕缠膜缺口转动,使缠膜器上的包装膜被缠绕到软管组上,在软管组径向上完成缠膜;同时软管组绕自身轴线旋转,使缠膜区域沿软管组周向移动,通过预设的缠膜器旋转速度与软管组旋转速度的配合,即可令软管组不同部位都可被均匀缠膜,当软管组整体均完成缠膜后,位于缠膜器旁侧的缠膜切断机构工作将包装膜切断。
7、进一步的,所述缠膜驱动机构包括第一辊轮、第一电机及皮带,所述第一辊轮数量为四个或以上,多个第一辊轮均绕缠膜缺口呈圆周阵列,第一辊轮穿设于第一安装板且与第一安装板转动连接,第一辊轮两两为一组并通过皮带连接,一组内的第一辊轮分为主动轮与从动轮,前一组的从动轮同时为后一组的主动轮,所述第一电机输出端与其中一个第一辊轮连接,所述缠膜器为圆弧形,缠膜器安设于多个第一辊轮组成的圆周内侧且与第一辊轮活动连接。
8、通过这种设置方式,第一电机可驱动其中一个第一辊轮旋转,第一辊轮与皮带组成的传动结构可互相传动从而使全部第一辊轮协同转动,圆弧形的缠膜器安设在多个第一辊轮组成的圆周内侧,当第一辊轮旋转时带动缠膜器沿圆周转动,包装膜安设在缠膜器的端部,当缠膜器转动时,带动包装膜绕缠膜缺口转动,从而实现对穿过缠膜缺口的软管组的缠膜工作。
9、进一步的,所述缠膜切断机构包括第一气缸、第三安装板、第二气缸、引导柱及切割刀片,所述第一气缸垂直装设于第一安装板上,所述第三安装板固定安设于第一气缸的活动端,所述第二气缸与引导柱均安设于第三安装板,且引导柱位于靠近第一安装板的一侧,所述切割刀片安设于第二气缸的活动端,第二气缸可驱动切割刀片沿引导柱的轴向伸缩运动。
10、通过这种设置方式,当完成缠膜后,第一气缸工作,带动第三安装板及第三安装板上的构件向第一安装板移动,此时切割刀片位于引导柱靠近第三安装板一端,引导柱移动到软管组旁侧,缠膜器短距离转动,使包装膜被引导柱架起,第二气缸工作推动切割刀片向引导柱另一端移动,从而将引导柱架起的包装膜切断。这种切割方式能使切割工作区域避开软管组上已缠绕完成的包装膜,避免了在切断包装膜的过程中划破完成包装的区域。
11、进一步的,所述缠膜切断机构还包括限位气缸与限位头,所述限位气缸设于第一安装板上,所述限位头安设于限位气缸活动部,且限位头位于引导柱轴线上。通过这种设置方式,当第一气缸带动引导柱向第一安装板移动时,限位气缸工作将限位头推出,与引导柱远离第三安装板一端抵接,使引导柱的停止位置更加准确,且避免了在剪切过程中引导柱的晃动,提高切断质量。
12、进一步的,所述缠膜切断机构还包括压切气缸,所述切割刀片为两片且相互交叉铰接设置,所述压切气缸固定安设于第三安装板且位于切割刀片旁侧。
13、通过这种设置方式,切割刀片之间可形成类似剪刀的结构,当需要对包装膜切割时,第二气缸先驱动切割刀片移动到引导柱架起的包装膜旁,使包装膜位于两片切割刀片之间,在切割刀片旁侧的压切气缸工作,推动其中一片切割刀片向另一切割刀片移动,两片切割刀片闭合,完成对包装膜的剪切。这种切割设置可以防止包装膜切断不充分,且保证了切口整齐,提升了包装质量。
14、优选的,所述软管旋转机包括软管位移机构及旋转驱动机构,所述软管位移机构安设在机架上,所述旋转驱动机构安设于软管位移机构顶部且与软管位移机构活动连接。
15、通过这种设置方式,将软管组放置在旋转驱动机构上,旋转驱动机构可驱动软管组绕自身轴线旋转,同时位于旋转驱动机构底部的软管位移机构会带动旋转驱动机构及其上的软管组位移,使软管组的圆周中心与加工中心重合,使软管组自动包装机可以对不同尺寸的软管组进行加工。
16、进一步的,所述旋转驱动机构包括两组支撑组件,所述支撑组件包括辊轮支架、第二电机及驱动辊轮,所述辊轮支架一端与软管位移机构活动连接,另一端与驱动辊轮转动连接,所述第二电机输出轴与驱动辊轮连接。
17、通过这种设置方式,软管组由两个驱动辊轮架起,驱动辊轮由第二电机驱动,在包装时带动软管组旋转。
18、进一步的,所述软管位移机构包括第一丝杆机构及第二丝杆机构,所述第一丝杆机构与第二丝杆机构的运动方向相互垂直设置,第二丝杆机构安设在第一丝杆机构上方且与第一丝杆机构活动连接,第一丝杆机构安设在机架上,第二丝杆机构与旋转驱动机构活动连接。
19、通过这种设置方式,第一丝杆机构与第二丝杆机构的组合运动可使旋转驱动机构在平面内任意移动,从而使软管组的圆周中心能位于加工中心。
20、优选的,所述第一丝杆机构包括第一底板、第一丝杆、螺纹垫板、承托架、导向柱及第一驱动机构,所述第一底板与所述机架固定连接,所述第一驱动机构输出端与所述第一丝杆连接且两者均设于第一底板上,所述螺纹垫板与第一丝杆组成运动副,所述导向柱穿过所述承托架与第一底板固定连接,导向柱与承托架活动连接,导向柱与第一丝杆平行设置,导向柱与承托架活动连接,螺纹垫板与承托架均与第二丝杆机构固定连接。
21、通过这种设置方式,第一驱动机构可通过控制第一丝杆转动,从而控制第一丝杆上螺纹垫板的位置,螺纹垫板与承托架共同连接着第二丝杆机构,从而控制第二丝杆机构在第一丝杆上的高度。
22、进一步的,所述第二丝杆机构包括第二底板、第二丝杆、第二螺母、第一导轨、第一滑块及第二驱动机构,所述第二底板与所述承托架固定连接,所述第二丝杆与第二驱动机构的输出端连接且两者均设于第二底板上,所述第一导轨与第二丝杆平行设置且设于第二底板上,所述第二螺母与所述第二丝杆组成传动副,所述第一滑块与所述第一导轨滑动连接,一个第二螺母与若干个第一滑块组成一个移动组,一个所述辊轮支架与一个移动组固定连接。
23、通过这种设置方式,第二驱动机构可以通过控制第二丝杆的转动,从而控制第二螺母的位置,第一滑块与第二螺母均与辊轮支架连接,通过第一滑块与第二螺母的共同作用使辊轮支架可在第一导轨上运动。
24、进一步的,所述粘胶机包括第四安装板以及均设于安装板上的放卷机构、粘贴机构及切断机构,所述粘贴机构设于放卷机构旁侧,所述切断机构设于粘贴机构的上方或下方。
25、通过这种设置方式,可以将胶带缠绕而成的胶带卷放置于放卷机构上,放卷机构可自主旋转放卷,胶带穿过放卷机构缠绕到粘贴机构上,粘贴机构可将缠绕的胶带压贴到软管组上,贴胶完成后,切断机构可将粘贴机构与软管组之间的胶带切断。
26、进一步的,所述粘胶机还包括用于保证胶带处于张紧状态的张紧机构,所述张紧机构设于所述放卷机构与所述粘贴机构的中间且安设于第四安装板。张紧机构能检测放卷机构与粘贴机构之间胶带的张紧程度,从而控制放卷机构的放卷速度,防止胶带过于松弛。
27、进一步的,所述粘胶机还包括位置调节机构,所述位置调节机构的底部与机架固定连接,所述位置调节机构与第四安装板活动连接。
28、通过这种设置方式,可以调节粘胶机第四安装板上的功能机构与软管组的距离,从而能对不同尺寸的软管组进行粘贴工作。
29、优选的,所述标签机包括标签输送机构及标签分离机构,所述标签输送机构与所述软管旋转机固定连接,所述标签分离机构设于标签输送机构中部且与标签输送机构固定连接。
30、通过这种设置方式,标签输送机构可以将标签输送至软管组下方,当多张标签输送至位于标签输送机构中部的标签分离机构时,在分离机构的作用下标签会互相分离,仅有单张标签能通过并输送至包装处,由缠膜机通过缠膜包装在软管组表面。
31、优选的,所述机架上方设有导向辊轮,导向辊轮与机架通过第二滑块连接,导向辊轮的作用是上料时使软管组能准确落位到软管旋转机的动力辊轮上,且因为连接处设有第二滑块,可以根据不同尺寸的软管组调整导向辊轮的间距大小。
32、优选的,所述机架底部设有脚环,有利于包装过程中设备的稳定。
33、与现有技术相比,本实用新型的有益效果是:
34、本软管组自动包装机上料处设有导向辊轮,使软管组能准确落位到加工处,且设备包含缠膜机、软管旋转机、标签机及粘胶机,能使软管组旋转的同时完成放标签、缠膜、粘胶三道工序。包装时,先将软管组置于软管组自动包装机上方,软管组在导向辊轮的引导下,穿过缠膜缺口落到驱动辊轮上;再在电柜内输入软管组尺寸,第二丝杆机构及第一丝杆机构开始工作,在两者的协同作用下使软管组的圆周中心位移到加工中心处;接下来驱动辊轮开始转动,带动软管组绕自身轴线旋转;接下来缠膜机开始工作,第一电机驱动第一辊轮转动,带动缠膜器沿缠膜缺口转动,缠膜器端部的包装膜缠绕到软管组上;与此同时,标签机将标签分离并输送于软管组缠膜处,缠膜机缠膜同时将标签包裹在软管组与包装膜之间;当已缠膜部分的软管组旋转到粘胶机部位时,粘贴辊轮由粘贴气缸推出,粘贴辊轮上的粘胶带粘附于包装膜上;在缠膜一周后,缠膜机的缠膜切断机构工作,将包装膜切断;最后待粘胶一周后,粘胶机的粘胶切断机构工作,切断粘胶带,软管旋转机的驱动辊轮停转,软管组停止旋转,完成包装。包装过程全程自动化,包装标准统一,能同时完成缠膜、放标签、贴胶带三道包装工序,节省人力,大大提高了软管的包装合格率及包装效率。
- 还没有人留言评论。精彩留言会获得点赞!