一种卡帽的垫片上料设备的制作方法
本技术属于上料设备,特别涉及一种卡帽的垫片上料设备。
背景技术:
1、现有的卡帽在生产加工的过程中,往往需要将各个组成结构从送料盘上输出,再通过对应的上料设备依次将组成结构上料到夹具或夹具夹持的卡帽壳体内,从而高效、有序地完成卡帽的组装加工,提高生产效率。
2、但是,由于垫片的结构小且薄,因此,上料设备在输送垫片时,仅能为垫片提供进出通道,难以对垫片进行依次限位,导致上料设备难以依次将垫片输送至卡帽壳体内,垫片容易从送料座上掉落,影响或破坏其他结构的加工或上料设备,进而影响卡帽的组装效率。
技术实现思路
1、本实用新型目的在于提供一种卡帽的垫片上料设备,以解决现有上料设备难以对垫片进行限位,垫片容易从上料设备掉落到机座上,掉落的垫片容易影响卡帽的其他设备,降低卡帽的组装效率等问题。
2、为解决上述技术问题所采用的技术方案:
3、本实用新型公开了一种卡帽的垫片上料设备,包括有:
4、输送机构,所述输送机构具有输出垫片的第一出料口;
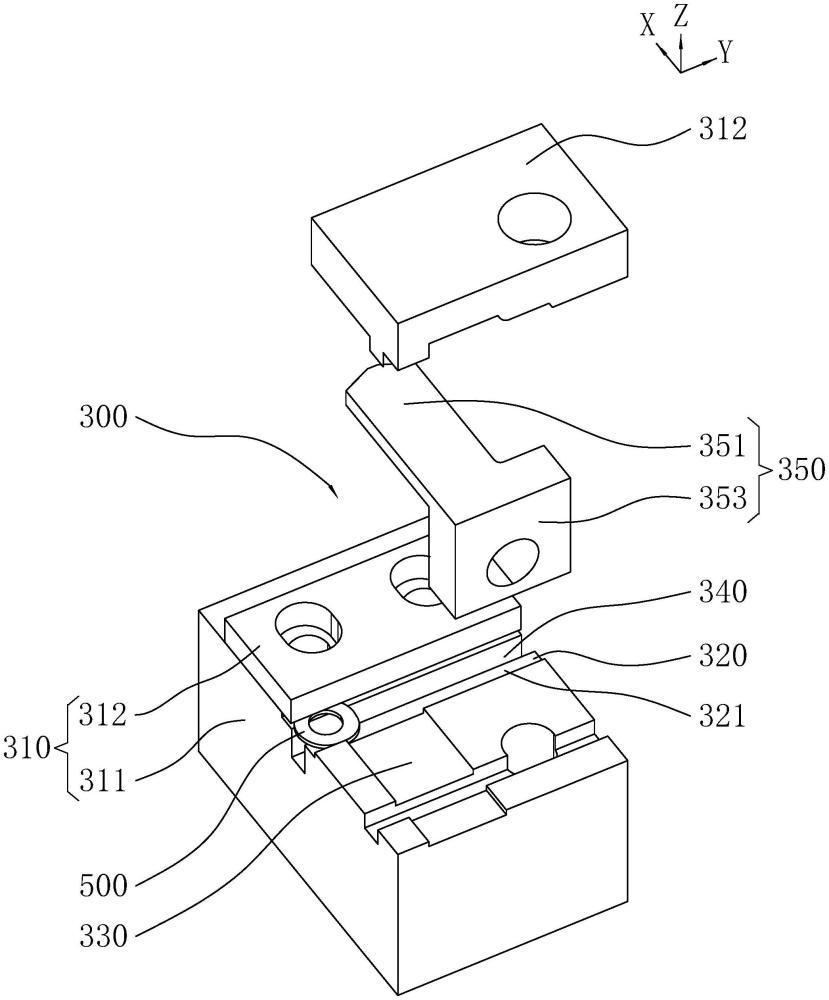
5、送料机构,所述送料机构包括有送料块和锁止结构,所述送料块内设有相互导通且成夹角的送料通道和锁止通道,所述送料通道沿第一方向延伸,并设有夹持工位,所述送料通道的相对两端面分别设有第二进料口和第二出料口,所述第一出料口与所述第二进料口连通,所述锁止结构具有用于阻挡所述垫片的抵接端,所述锁止结构能沿所述锁止通道往复移动,以使所述抵接端靠近或远离所述夹持工位,所述送料块还设有开口朝上且导通所述送料通道的夹持口,所述夹持口自所述夹持工位沿第一方向延伸至所述第二出料口;
6、夹持机构,所述夹持机构包括有用于夹持垫片且可运动的夹持端,所述夹持端能穿过所述夹持口,并在所述夹持工位和所述第二出料口之间移动。
7、本实用新型至少具有的有益效果是:输送机构向送料机构持续输送垫片,垫片通过第一出料口和第二进料口依次被输送至送料机构的送料通道内,由于锁止结构的抵接端可沿锁止通道滑移并靠近夹持工位,因此,抵接端可伸入送料通道并阻挡垫片沿送料通道的滑移路径,抵接端于送料通道内对垫片进行抵接,以使垫片被限定在夹持工位。
8、夹持机构的夹持端可运动穿过夹持口,并于送料通道夹持抵接端抵接的垫片,此时,锁止结构带动抵接端沿锁止通道滑移且向远离夹持工位的方向移动,抵接端缩出送料通道,以使夹持端能带动夹持的垫片沿夹持口往第二出料口方向移动,当夹持端夹持的垫片即将通过抵接端对应的送料通道时,锁止结构带动抵接端往靠近夹持工位的方向移动,以使抵接端再次伸入送料通道,抵接下一个垫片,并使该垫片位于夹持工位。
9、通过上述设置,输送机构输送的垫片能依次被锁止结构的抵接端抵接限位,夹持端能精准夹持处于夹持工位的垫片,防止出现垫片未被夹持端夹持就沿送料通道滑移而掉出送料通道,工作人员需要收集掉出的垫片,劳动成本增加,垫片容易掉落到其他设备结构而影响卡帽的组装过程以及组装效率。
10、作为上述技术方案的进一步改进,所述抵接端在第一方向上的相对两侧分别设有能与所述垫片抵接的阻挡斜面,两所述阻挡斜面沿第一方向对称设置。
11、由于当夹持端夹持的垫片通过抵接端对应的送料通道时,相邻的垫片可能会沿送料通道滑移而越过夹持工位,通过上述设置,抵接端设有沿第一方向对称设置的两个阻挡斜面,再次向夹持工位移动的抵接端能通过朝向夹持工位一侧的阻挡斜面而抵接相邻的垫片,从而令该垫片往相反方向滑移至夹持工位;远离夹持工位一侧的阻挡斜面能够令锁止结构提前带动抵接端靠近夹持工位,阻挡相邻的垫片滑出送料通道,无需令夹持端夹持的垫片完全通过抵接端对应的送料通道。
12、作为上述技术方案的进一步改进,所述锁止结构包括有刹车块和锁止驱动源,所述刹车块与所述锁止通道滑移连接,所述刹车块靠近所述送料通道的一端为所述抵接端,所述锁止驱动源的输出端与所述刹车块连接,以驱使所述刹车块沿所述锁止通道移动。
13、通过上述设置,锁止驱动源能使刹车块自动沿锁止通道往复滑移,从而令抵接端自动在靠近夹持工位而抵接垫片和远离夹持工位而使垫片移出夹持工位中切换,便于实现卡帽的垫片上料设备自动化。
14、作为上述技术方案的进一步改进,所述刹车块设有限位端,在所述抵接端移动至所述夹持工位时,所述限位端与所述送料块抵接接触。
15、通过上述设置,限位端用于控制锁止驱动源驱动抵接端靠近夹持工位的长度,避免抵接端过于伸入夹持工位,导致垫片与夹持工位发生位置偏移,严重的还会导致抵接端与与送料通道发生磕碰,限位端能确保抵接端每次滑移靠近夹持工位的长度和位置均相同,确保每个抵接的垫片均处于夹持工位,从而令夹持机构的夹持端能够精准夹持垫片。
16、作为上述技术方案的进一步改进,所述送料块包括有送料座和送料盖板,所述送料座的上表面设有物料凹槽,所述送料盖板连接于所述送料座的上表面,所述送料盖板的部分下表面与所述物料凹槽共同限定出仅能供一个所述垫片通过的所述送料通道。
17、通过上述设置,送料通道仅能供一个垫片通过,防止相邻的两个垫片在送料通道内发生上下方向上的堆积,确保每个垫片依次输送并单独被抵接端抵接,防止夹持端漏夹或多夹。
18、作为上述技术方案的进一步改进,以垂直于所述第一方向的水平方向为第二方向,所述送料盖板设有两个且沿所述第二方向间距铺设,以形成位于所述送料通道上方的所述夹持口。
19、通过上述设置,使位于送料通道上方的夹持口结构简单、易制,夹持端可于两个送料盖板间距设置的夹持口内移动,从而输送垫片。
20、作为上述技术方案的进一步改进,所述物料凹槽的横截面形状呈t形,所述物料凹槽具有沿第二方向对称设置且用于支撑垫片的支撑面。
21、通过上述设置,物料凹槽的横截面呈t形结构,支撑面相当于送料通道的下底面,既用于支撑垫片,还为垫片提供沿第一方向的滑移路线;物料凹槽的下端用于令夹持端稳固夹持垫片,避免夹持端与送料座发生碰撞。
22、作为上述技术方案的进一步改进,所述输送机构包括有振动盘、平振器和直线料轨,所述平振器的输出端连接所述直线料轨,所述直线料轨的内部设有输送通道,所述振动盘设有第三出料口,所述输送通道的两端分别设有第一进料口和所述第一出料口,所述第三出料口与所述第一进料口连通。
23、通过输送机构,垫片能从振动盘内的杂乱堆积的状态转变为直线料轨的直线排布状态,从而有序、依次地向送料通道输送垫片。
24、作为上述技术方案的进一步改进,所述夹持机构包括有平移驱动组件、抓料组件和脱料组件;
25、所述抓料组件包括有夹料驱动源和夹料刀,所述平移驱动组件的输出端与所述夹料驱动源,以驱使所述夹料驱动源沿第一方向移动;所述夹料驱动源的输出端连接所述夹料刀和所述脱料组件,以驱使所述夹料刀和所述脱料组件上下移动,所述夹料刀的下端设有用于插入所述垫片的通孔的两个弹性卡爪,两所述弹性卡爪水平对称设置;
26、所述脱料组件包括有脱料驱动源和脱料块,所述脱料驱动源的输出端连接所述脱料块,以驱使所述脱料块上下移动,所述脱料块设有上下导通的贯穿孔,所述夹料刀穿设于所述贯穿孔,所述脱料块能相对所述夹料刀下移,以使两所述弹性卡爪相互靠近并抵接于所述贯穿孔的内侧壁。
27、通过上述设置,平移驱动组件的输出端可带动夹料驱动源沿第一方向移动,以使夹料驱动源可移动至夹持工位的上方或卡帽壳体的上方。
28、当夹料驱动源移动至夹持工位的上方时,夹料驱动源可带动夹料刀和脱料组件上下移动,从而令夹料刀下端的两个弹性卡爪插入垫片的通孔内,夹料刀上的两个弹性卡爪可自然张开而内撑垫片,从而实现夹持垫片,两个弹性卡爪水平对称设置,从同一方向的两端内撑固定垫片。
29、当两个弹性卡爪及其上的垫片在平移驱动组件的驱动作用下移动至卡帽壳体的上方时,脱料驱动源的输出端带动脱料块相对夹料刀下移,以使贯穿孔的内侧壁抵接两个弹性卡爪,从而令两个弹性卡爪互相靠近,使两个弹性卡爪脱离内撑垫片的状态,垫片受重力作用掉落于卡帽壳体内,完成垫片的组装。
30、作为上述技术方案的进一步改进,所述脱料块设有两个限位部,所述限位部位于所述贯穿孔的下方,两所述弹性卡爪沿第一方向对称设置,两所述限位部沿第二方向对称设置,两所述限位部之间的间距与所述弹性卡爪在第二方向的厚度相同。
31、通过上述设置,两个限位部能够确保两个弹性卡爪仅能在第一方向上弹性张合,防止出现两个弹性卡爪在第二方向上发生偏移而无法准确插设于垫片的通孔内,或偏移的弹性卡爪与送料块发生碰撞的问题。
- 还没有人留言评论。精彩留言会获得点赞!