物品汇集装置的制作方法
本发明涉及将逐件搬入的物品按规定数量汇集而搬运的物品汇集装置。此外,物品例如是纸尿裤、餐巾纸、袋体等。
背景技术:
1、作为上述物品汇集装置中的现有技术,专利文献1及2中公开了产品汇集装置。专利文献1所涉及的产品汇集装置是一般的产品汇集装置,具备隔开规定间隔滑动自如地配置的第一及第二旋转部件、和包括卷绕于第一旋转部件与第二旋转部件之间的链条及以规定间隔安装于该链条上的许多叶片部件的旋转传送带。并且,例如纸尿裤的产品被依次搬入产品汇集装置的相邻叶片部件间,伴随于旋转传送带的链条的移动,各叶片部件间的规定数量的产品被搬运至搬出位置。接下来,当规定数量的产品到达搬出位置后,通过推杆部件等产品搬出机构将各叶片部件间的规定数量的产品从各叶片部件间搬出。接下来,规定数量的产品通过压缩机构进行排列压缩,在该状态下经由中间传送带被搬运至包装机。
2、然而,在专利文献1记载的一般的产品汇集装置中,旋转传送带通过链条驱动而工作,所以若长期使用,则会发生随着时间经过而链条变形、即链条伸长的现象。因此,搬出位置从当初的位置偏离,产生与产品组的搬出相关的问题。另外,在该产品汇集装置中,若旋转传送带为链条驱动,则产品的搬入侧和搬出侧以链条连接,所以在存在多个搬入口、搬出口的情况下,尤其是在多个搬入口处,需要分别将产品同时搬入,另外,还需要与从各搬入口的搬入同时地,将产品组向搬出口搬出。其结果,新产生还要对各搬入口处的各产品的搬入时机等进行控制的需要,通用性低。
3、而且,在该产品汇集装置中,需要将产品的搬入方向和产品组的搬出方向设定为彼此相反方向,无法有效地活用设置空间。而且,在五边形计数器的情况下,产品组的搬出位置存在3处,但在各搬出位置处分别将产品组搬出时,无法停止旋转传送带的链条驱动,为了提高生产性,使作为产品组搬出机构的推杆部件横移来进行应对,但该构造复杂,需要改善。
4、另外,专利文献2所涉及的产品汇集装置具备:接受来自加工机的产品并依次搬运的第一及第二产品供给机构、使从该第一及第二产品供给机构供给的产品依次排列并进行汇集的第一及第二汇集机构、将由该第一及第二汇集机构汇集的产品按规定个数保持的第一及第二保持机构、以及将通过第一及第二保持机构的其中一方按规定个数保持的产品向包装机搬出的产品搬出机构。并且,从产品加工机供给到第一或者第二产品供给机构的规定数量的产品,通过第一或者第二汇集机构及第一或者第二保持机构,在汇集了规定数量的产品的状态下被搬运至放置台的长度方向大致中央部位,通过产品搬出机构向包装机搬出。其后,第一或者第二保持机构返回初始位置,该动作反复进行。
5、然而,在专利文献2所涉及的产品汇集装置中,例如,第一保持机构在保持着规定数量的产品的状态下移动至放置台的长度方向大致中央部位的搬出位置,在通过产品搬出机构将产品组搬出到包装机后,后退至初始位置,在此期间,第二汇集机构及第二保持机构工作。总之,在本产品汇集装置中,想要通过具有第一汇集机构及第一保持机构的第一系统与具有第二汇集机构及第二保持机构的第二系统交替工作来抑制生产效率的下降,但若为了进一步提高生产效率而加快第一及第二产品供给机构对产品的供给速度,则有可能难以使第一系统与第二系统正常地交替工作,与产品的汇集相关的生产效率下降,需要改善。
6、另外,在专利文献2所涉及的产品汇集装置中,采用了如下结构,即,利用上下一对旋转部件的旋转,将通过第一或者第二产品供给机构供给的产品通过与设置于各旋转部件上的呈螺旋状延伸的棒状部件的接触而向前送出,但若加快第一及第二产品供给机构对产品的供给速度,则产品会由于螺旋状的各棒状部件与产品之间的摩擦而被加热,根据情况,产品有可能烧焦,无法提高生产效率。
7、现有技术文献
8、专利文献
9、专利文献1:日本特开2006-225121号公报
10、专利文献2:日本特开2009-220980号公报
技术实现思路
1、发明要解决的课题
2、并且,本发明是鉴于这一点而完成的,目的在于提供一种物品汇集装置,通过消除伴随于现有的链条驱动的问题,能够在提高可靠性的同时,通用性高,提高与物品的汇集相关的生产效率。
3、用于解决课题的技术手段
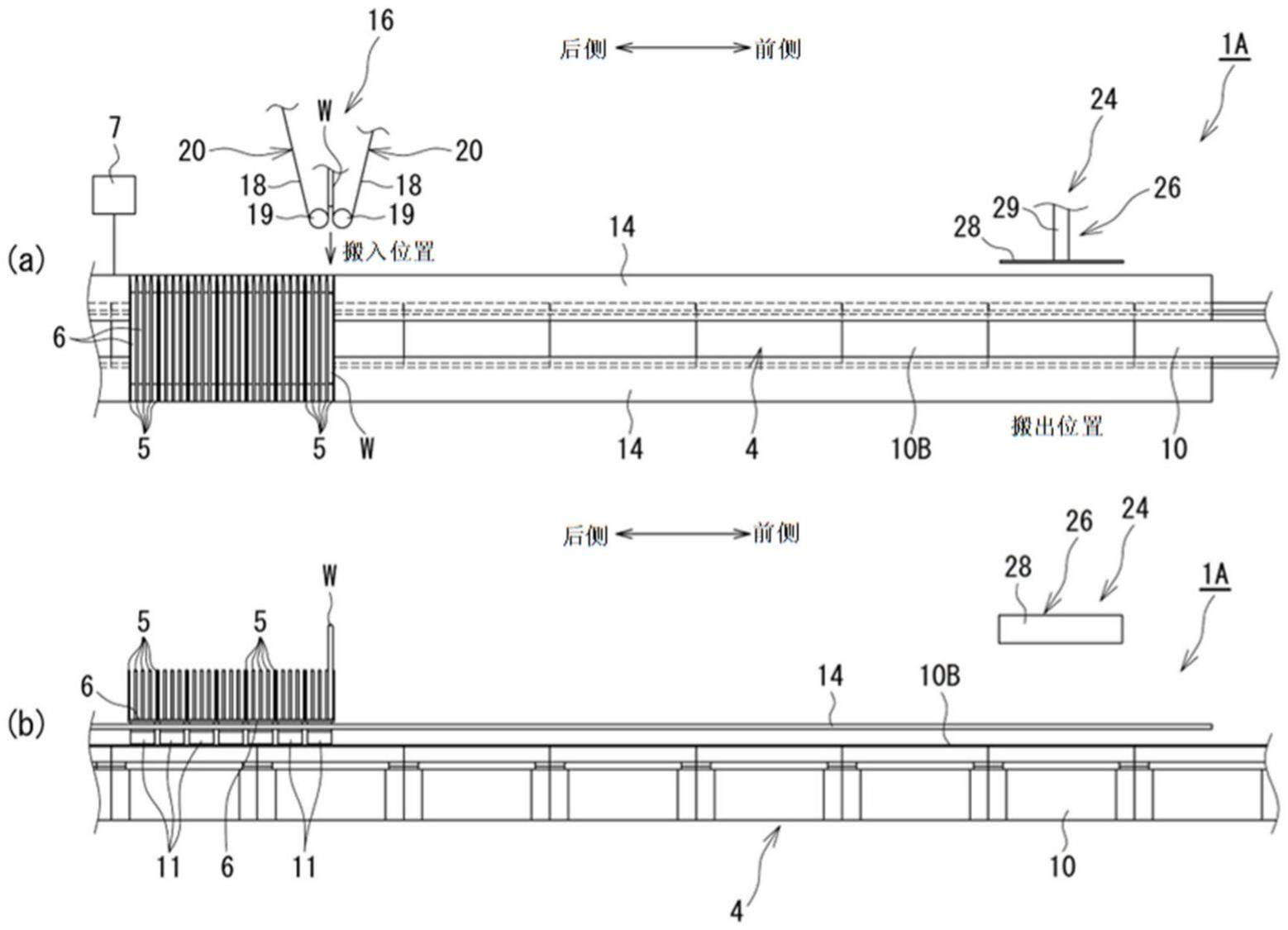
4、作为用于解决上述课题的技术手段,方案1记载的发明是一种物品汇集装置,将逐件搬入的物品按规定数量汇集而搬出,其特征在于,具备:线性传送带,构成为能够彼此独立地进行位置控制的多个滑块沿着基座移动自如;多个分隔板,支撑于所述滑块,彼此空开间隔地配置;以及控制装置,包含在一件物品被搬入到所述各分隔板间之后使所述滑块前进规定距离的控制逻辑、和在物品全部被搬入到所述各分隔板间之后使所述滑块朝向将汇集了规定数量而成的物品组从所述各分隔板间搬出的搬出位置移动的控制逻辑。
5、在方案1的发明中,一件物品例如被从物品搬入机构搬入单个滑块上的各分隔板间。其后,该滑块移动规定距离,例如以使得下个各分隔板间到达与物品搬入机构相对的位置的方式移动规定距离,下个物品被搬入滑块上的下个各分隔板间。当反复进行该动作而物品全部被搬入到滑块上的各分隔板间后,滑块移动至搬出位置。当反复进行该动作而多个滑块依次到达搬出位置后,例如通过物品组搬出机构,将多个滑块上的规定数量的物品(物品组)向下个工序搬出。此外,控制装置基于来自各种检测传感器的检测信号,如上对所述滑块进行位置控制。并且,在方案1的发明中,通过采用线性传送带来使上述动作成立,未采用现有的链条驱动,所以通过消除伴随于链条驱动的问题,能够在提高可靠性的同时,应对多种多样的汇集装置,提高其通用性。
6、方案2记载的发明,在方案1记载的发明的基础上,其特征在于,所述控制装置包含如下控制逻辑:在所述搬出位置存在所述规定数量以上的物品的状况下,在该搬出位置处所述规定数量的物品被从所述各滑块搬出之后,使残留于所述滑块上的剩余的物品前进至能够搬出的位置。
7、在方案2的发明中,在多个滑块上的各分隔板间分别收纳有物品的状态下各滑块依次到达搬出位置,在规定数量以上的物品到达了该搬出位置时,首先,在该搬出位置处,例如通过物品组搬出机构将规定数量的物品从各滑块的各分隔板间搬出。其后,滑块上的剩余的物品前进至能够通过物品组搬出机构搬出的位置,与随后到达的物品一起通过物品组搬出机构搬出,该动作反复进行。由此,在搬出位置处,能够没有时间损失,即不会使物品组搬出机构在等待的状态下停止地,将规定数量的物品(物品组)接连向下个工序搬出,所以能够提高与物品的汇集相关的生产效率。
8、方案3记载的发明,在方案1或2记载的发明的基础上,其特征在于,所述各分隔板由架设于行进方向前后一对滑块的支撑板支撑,该支撑板能够弹性变形。
9、在方案3的发明中,例如,在基座为环状且基座存在呈半圆弧状弯曲的部位的情况下,当各滑块到达基座的弯曲部分时,通过支撑板弹性变形,即支撑板朝向外方呈凸状弯曲,产生各分隔板间的距离朝向前端变大的现象。利用该现象,在该基座的弯曲部位处,通过物品搬入机构将物品搬入滑块的各分隔板间,从而该搬入变得容易。
10、方案4记载的发明,在方案1至3中任一项记载的发明的基础上,其特征在于,所述控制装置包含如下控制逻辑:在将物品搬入所述滑块的所述各分隔板间的搬入位置处正在将物品搬入所述各分隔板间的滑块的行进方向后侧使下个滑块待机,伴随于在先的滑块的前进,使下个滑块也前进。
11、在方案4的发明中,在物品全部被搬入到单个滑块上的各分隔板间而滑块在该状态下朝向搬出位置移动之后,能够没有时间损失地,将物品搬入下个滑块上的各分隔板间。
12、方案5记载的发明,在方案1至4中任一项记载的发明的基础上,其特征在于,所述基座构成为环状。
13、在方案5的发明中,通过使各滑块沿着基座向一方向移动而循环,能够依次移动到搬入位置及搬出位置。其结果,能够没有时间损失、且构造上不复杂地,反复进行在搬入位置处物品向滑块上的各分隔板间的搬入动作、和在搬出位置处物品组从各滑块上的各分隔板间的搬出动作。
14、此外,基座既可以构成为在侧视下其外形呈长圆形状的环状,也可以构成为在俯视下其外形呈长圆形状的环状。
15、方案6记载的发明,在方案1至5中任一项记载的发明的基础上,其特征在于,具备多个将一件物品搬入所述各分隔板间的物品搬入机构,所述控制装置包含如下控制逻辑:基于各物品从所述各物品搬入机构的搬入时机,控制与各物品搬入机构对应的所述各滑块的移动。
16、在方案6的发明中,具备多个物品搬入机构,所以在作为物品而将多个种类的物品交替汇集时最合适。另外,通过采用线性传送带,能够基于各物品从各物品搬入机构的搬入时机,控制与各物品搬入机构对应的各滑块的移动。由此,无需像以往那样在多个搬入位置处分别将物品同时搬入,通用性变高。
17、发明效果
18、在本发明所涉及的物品汇集装置中,通过消除伴随于现有的链条驱动的问题,能够在提高可靠性的同时,通用性高,提高与物品的汇集相关的生产效率。
- 还没有人留言评论。精彩留言会获得点赞!