一种复合板材表面光滑度检测装置及检测系统的制作方法
本发明属于板材检测,特别是涉及一种复合板材表面光滑度检测装置、以及一种复合板材表面光滑度检测系统。
背景技术:
1、实木板、塑料板、复合板、钢板等板材是工业生产中不可或缺的原材料。近年来,随着对板材的需求量不断增加,对其表面质量要求也越来越高。在生产高附加值的产品中,如汽车板、家电板、气瓶钢等,对板材的表面质量要求更是严格,而且主要是针对板材的使用性能提出的,比如耐磨性、疲劳强度、硬度、耐腐蚀性、表面粗糙度等等。
2、如cn112461186a公开了一种基于自动化生产的板材表面粗糙度检测机构,上料系统和卸料系统、以及粗糙度检测系统;粗糙度检测系统包括一机架,机架上设置有若干传送辊,位于机架一侧设置有一l型臂,l型臂的顶部设置有粗糙度检测仪,l型臂内侧设置有一标识喷涂装置;还包括一电控系统,电控系统包括控制器、电源;控制器连接电源、标识喷涂装置、上料系统和卸料系统;该发明中由机架和传送辊组成滚筒式输送线,在通过粗糙度检测系统对板材表面粗糙度进行检测时,但需要控制板材静置不动时,需要控制滚筒式输送线停止运行,这种方式的检测在实际中需要不停的控制滚筒式输送线进行启动-停止-启动-停止;长时间这种操作会影响滚筒式输送线的使用寿命,且由于滚筒式输送线启停耗时较长,同时也会影响检测效率。
技术实现思路
1、本发明的目的在于提供一种复合板材表面光滑度检测装置及检测系统,在位于第一滚筒式输送线下方设置有与光滑度检测检测机构位置相对应的检测托举机构,解决了现有背景技术提出的相关问题。
2、为解决上述技术问题,本发明是通过以下技术方案实现的:
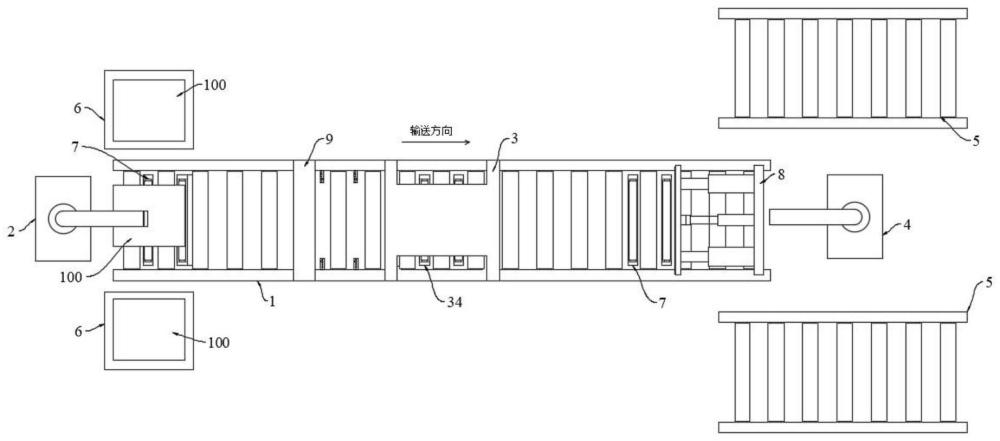
3、本发明为一种复合板材表面光滑度检测装置,包括用于输送复合板材的第一滚筒式输送线;所述第一滚筒式输送线包括机架和滚筒;沿第一滚筒式输送线输送方向依次设置上料机械手、光滑度检测检测机构和下料机械手;所述光滑度检测检测机构包括安装在机架上的顶部框架,所述顶部框架上设置有粗糙度检测仪;还包括控制单元,所述控制单元连接上料机械手、下料机械手、光滑度检测检测机构;
4、位于所述顶部框架正下方还设置有对复合板材进行托举的检测托举机构;所述检测托举机构包括至少两托举单元和一止挡单元;所述托举单元包括一升降机构a,所述升降机构a的顶部设置有托辊组件a;所述止挡单元包括一安装在位于末端的一升降机构a输出端一侧的l型板;所述托辊组件a和l型板的端部均可从第一滚筒式输送线的滚筒间隙探出;且所述l型板的内侧壁设置有缓冲带。
5、作为本发明的一种优选技术方案,所述上料机械手和下料机械手均设置在第一滚筒式输送线端部位置;所述第一滚筒式输送线的末端两侧分别设置有一第二滚筒式输送线,所述下料机械手选择性的将复合板材从第一滚筒式输送线上抓取后放置到第二滚筒式输送线上;所述第一滚筒式输送线的首端两侧分别设置有一承载有复合板材的移动设备。
6、作为本发明的一种优选技术方案,位于所述光滑度检测检测机构下方的机架两内侧壁上均设置有用于检测复合板材位置的位置检测单元;所述位置检测单元包括一上表面设置有t型滑槽的基板,所述t型滑槽的长度方向垂直第一滚筒式输送线输送方向;所述t型滑槽内设置有滑块,所述t型滑槽的端部设置有驱动滑块沿t型滑槽长度方向自由滑块的伸缩模块a,所述伸缩模块a的端部设置有安装有压力传感器的推板;所述滑块的顶部连接有探出第一滚筒式输送线工作面的挡块,所述挡块靠近复合板材的一端设置有导向部;所述滑块靠近伸缩模块的一端设置缓冲层a。
7、作为本发明的一种优选技术方案,还包括设置在机架上方用于检测位于位于光滑度检测检测机构两侧复合板材位置检测的摄像头;且位于位于光滑度检测检测机构两侧的机架上还设置有对复合板材位置进行调整的调整机构;所述调整机构包括设置在第一滚筒式输送线两侧的两调整单元,所述调整单元包括沿第一滚筒式输送线长度方向等间隙设置多个调整模块;所述调整模块包括水平安装在机架上的伸缩模块b,所述伸缩模块b安装有导向轮结构;所述导向轮结构的轴向方向垂直复合板材表面。
8、作为本发明的一种优选技术方案,还包括分别设置在第一滚筒式输送线上的三组托举下降机构,三组所述托举下降机构分别配合安装在上料机械手、光滑度检测检测机构和下料机械手位置处;所述托举下降机构包括包括至少两托举下降单元;所述托举下降单元包括一可从第一滚筒式输送线的滚筒间隙探出的托辊组件b,所述托辊组件b底部连接有至少两导向柱,所述导向柱的底端配合套设有导向管a,所述导向管a的底端连接有导向管b,所述导向柱的底端插入导向管b内部且套设有沿导向管b阻尼滑动的阻尼块a;所述导向管b内设置有端部伸出后抵在导向柱端面上、并驱动导向柱向上活动的升降机构b。
9、作为本发明的一种优选技术方案,所述第一滚筒式输送线的末端还设置有止挡机构,所述止挡机构包括一水平设置的止挡板,所述止挡板靠近复合板材的一侧设置有缓冲层b,所述第一滚筒式输送线的末端设置有竖直朝上的侧板,所述侧板的一侧设置有与止挡板连接的伸缩机构。
10、作为本发明的一种优选技术方案,所述伸缩机构包括至少两安装在侧板上的套筒,所述套筒内设置有周侧设置阻尼层的活动杆,所述活动杆的端部连接在所述止挡板上;所述侧板上还设置有伸出后端部抵在止挡板上,并驱动止挡板沿水平方向活动的伸缩机构;所述伸缩机构的端部设置磁吸块a,所述止挡板与伸缩机构相抵接触设置有与磁吸块a配合的磁吸块b;当所述伸缩机构完全回缩后,所述止挡板的侧面抵在套筒的端面上。
11、作为本发明的一种优选技术方案,位于所述上料机械手和光滑度检测检测机构之间的机架上还设置有倒置的u型架,所述u型架的底侧面设置有若干清灰喷头。
12、一种复合板材表面光滑度检测系统,包括控制单元,所述控制单元的信号输出端连接有用于输送复合板材的第一滚筒式输送线,搬运转移复合板材的上料机械手、下料机械手,对复合板材进行托举的检测托举机构,检测复合板材位置的位置检测单元,调整复合板材在第一滚筒式输送线上位置的调整机构,以及托举下降机构和止挡机构;所述控制单元的信号输入端连接有检测复合板材表面光滑度的光滑度检测检测机构,检测复合板材位置的位置检测单元,对位于光滑度检测检测机构两侧复合板材位置检测的摄像头。
13、基于上述检测系统的检测方法包括如下步骤:
14、将三个托举下降机构沿第一滚筒式输送线输送方向依次标记为托举下降机构a、托举下降机构b和托举下降机构c;
15、步骤1、基于摄像头识别,并通过上料机械手将位于移动设备上的复合板材抓取并放置到第一滚筒式输送线上,同时调整上料机械手控制复合板材长度方向与第一滚筒式输送线输送方向垂直或平行;在控制上料机械手将复合板材放置到第一滚筒式输送线上前,控制托举下降机构a的顶端面探出第一滚筒式输送线工作面;
16、步骤2、复合板材沿第一滚筒式输送线输送,在移动到光滑度检测检测机构位置前通过摄像头识别检测复合板材是否发生偏转;若是则通过控制调整机构对复合板材进行位置调整;
17、步骤3、当复合板材进入到光滑度检测检测机构下方时,通过位置检测单元检测复合板材是否到达检测位置,当确定到达检测位置后,控制检测托举机构举升完成对复合板材进行托举;然后通过光滑度检测检测机构进行检测;
18、步骤4、检测完成后,控制检测托举机构收缩,同时控制托举下降机构b的顶端面探出第一滚筒式输送线工作面;
19、步骤5、基于摄像头识别到复合板材移动到第一滚筒式输送线末端位置,控制托举下降机构c的顶端面探出第一滚筒式输送线工作面,待识别到复合板材不发生移动后,控制止挡机构将复合板材逆第一滚筒式输送线推送一段距离,然后通过下料机械手根据光滑度检测结果将复合板材从第一滚筒式输送线上抓取后放置到相应的第二滚筒式输送线上。
20、本发明具有以下有益效果:
21、本发明在位于第一滚筒式输送线下方设置有与光滑度检测检测机构位置相对应的检测托举机构,该检测托举机构在使用时完成对位于第一滚筒式输送线上的复合板材进行举升,使得复合板材的底侧面脱离第一滚筒式输送线的工作面并保持静止状态。
22、当然,实施本发明的任一产品并不一定需要同时达到以上所述的所有优点。
- 还没有人留言评论。精彩留言会获得点赞!