一种自动贴标系统及自动贴标方法与流程
本技术属于包装设备,具体涉及一种自动贴标系统及自动贴标方法。
背景技术:
1、许多产品为了确保真实性,例如家电产品,会在包装箱和包装箱内的产品上均粘贴能用于验证产品真伪的标贴,标贴上一般对应印刷有二维码或条码等防伪码,而当产品和包装箱上均设有标贴时,一般有如下两处理方式:
2、第一种,包装箱和产品上的防伪码不同。这种方式在进行包装时,需要对产品和包装箱上的防伪码建立对应关系,并将这种对应关系通过专门的存储设备或服务器进行存储,当用户需要进行原装或真伪校验时,企业需要开放该数据库权限。这种方法虽然生产过程简单,但需要设置专门的存储设备或服务器,使得企业后期的运营成本增加。
3、第二种,包装箱和产品上的防伪码相同,即多码合一。这样的方法不需要多余的互联网校验技术,有助于降低运营成本。
4、以家电产品为例来说,每一台家电产品(电热水器、家用空调等)在出厂时都会有一个独一无二的产品编码。具体来说,在家电产品生产过程中,会在家电的机身上粘贴能效标识和产品铭牌等标贴,在包装箱上粘贴产品参数标贴,而机身和包装箱的标贴对应的产品编码是相同的,即多码合一。如果在生产过程包装箱或机身上的标贴上的产品编码不一致,就会造成产品管理混乱,后期难以追溯。
5、目前多码合一的生产方式主要为人工粘贴,即先在办公室、条码室等场所提前打印同一批次产品的所有标贴,然后将标贴运送至流水线上需要粘贴标贴的工位,并在粘贴时逐一人工核对编码,确保机身和包装箱上粘贴的产品编码一致。
6、这样的生产方式较为依赖人工,不仅费时费力、效率低下,还容易出现错贴、漏贴、贴歪等质量风险。
技术实现思路
1、本技术提供了一种自动贴标系统及自动贴标方法,以解决现有多码合一的生产方式效率低下,且容易出现错贴、漏贴、贴歪等质量风险的问题。
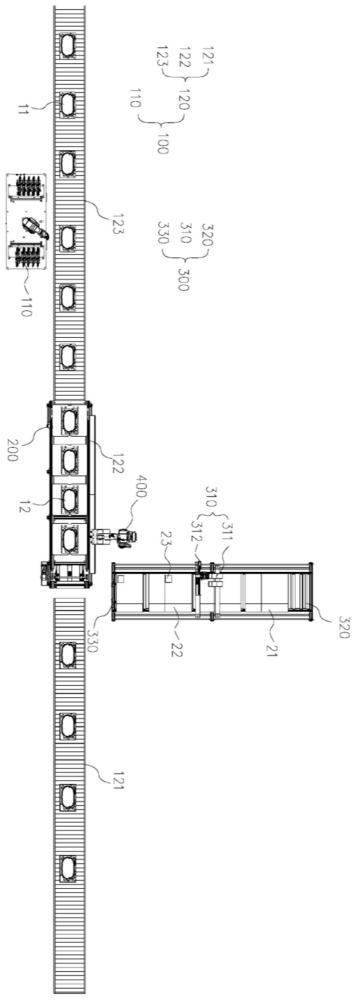
2、本技术第一方面提供一种自动贴标系统,包括产品贴标装置、扫描装置、包装箱贴标装置及套箱装置;
3、所述产品贴标装置用于将第一标贴添加至待贴标产品上,以形成贴标产品,并将所述贴标产品按照添加所述第一标贴的顺序输送至所述套箱装置处;
4、所述扫描装置用于在所述产品贴标装置将所述贴标产品运输至所述套箱装置处的过程中,获取所述贴标产品上的第一标贴信息,并将所述第一标贴信息传输至所述包装箱贴标装置;
5、所述包装箱贴标装置用于根据所述第一标贴信息生成对应的第二标贴,并将所述第二标贴添加至待贴标包装箱上,以形成贴标包装箱,所述包装箱贴标装置还用于将所述贴标包装箱按照添加所述第二标贴的顺序输送至所述套箱装置处,以使到达所述套箱装置处的所述贴标包装箱和所述贴标产品一一对应;
6、所述套箱装置用于在所述贴标产品和所述贴标包装箱到达套箱位置时,使所述贴标包装箱包裹在所述贴标产品外。
7、在一些可能的设计中,所述产品贴标装置包括第一贴标组件和第一输送线,所述第一贴标组件用于将所述第一标贴添加至所述待贴标产品上,所述第一输送线包括第一输送段和第二输送段,所述第一输送段用于将所述待贴标产品运输至所述第一贴标组件处,以添加所述第一标贴,所述第一输送段还用于将贴标产品依次输送至所述第二输送段,所述第二输送段包括倍速链和多个工装板,每个所述工装板用于承载一个所述贴标产品,并将所述贴标产品依次输送至所述套箱位置。
8、在一些可能的设计中,所述工装板上设置有电子标签,所述扫描装置位于所述第二输送段一侧,所述扫描装置用于在所述工装板通过时,获取所述工装板的所述电子标签的信息和位于所述工装板上的所述贴标产品的所述第一标贴信息;
9、所述套箱装置还用于在所述工装板和所述贴标包装箱到达所述套箱位置时,获取所述贴标包装箱上的第二标贴信息和所述工装板上的所述电子标签的信息,以判断所述贴标包装箱和所述工装板上的所述贴标产品是否对应,若是,则使所述贴标包装箱包裹在所述工装板对应的所述贴标产品外,若否,则停止套箱并进行报警。
10、在一些可能的设计中,所述第二输送段的运输方向的两侧均设置有护栏。
11、在一些可能的设计中,所述第一输送线还包括第三输送段,所述第三输送段一端与所述第二输送段衔接,以输送包裹有所述贴标包装箱的所述贴标产品。
12、在一些可能的设计中,所述第一贴标组件包括第一打标机构和第一贴标机构,所述第一打标机构用于接收上位机预排的生产计划,并按照所述生产计划依次打印所述第一标贴,且所述第一打标机构的输出端至少留存有一个所述第一标贴,所述第一贴标机构用于将所述第一标贴粘贴在所述待贴标产品上。
13、在一些可能的设计中,所述第一贴标机构位于所述第一输送段一侧,所述第一输送段上设置有阻挡气缸和夹紧工装,所述阻挡气缸用于在所述待贴标产品到达指定位置时,使所述待贴标产品停止移动,所述夹紧工装用于夹紧所述待贴标产品,以供所述第一贴标机构粘贴所述第一标贴。
14、在一些可能的设计中,所述扫描装置位于所述第二输送段一侧,所述扫描装置包括机器本体、升降机构和支撑架,所述机器本体用于获取所述贴标产品上的所述第一标贴信息,所述支撑架安装在所述第二输送段一侧,所述升降机构安装在所述支撑架上,所述升降机构用于调整所述机器本体的高度。
15、在一些可能的设计中,所述包装箱贴标装置包括第二贴标组件和第二输送线和开箱机构,所述第二贴标组件包括第二打标机构、第二贴标机构,所述第二打标机构用于接收所述第一标贴信息并生成所述第二标贴,所述第二贴标机构用于将所述第二标贴粘贴在所述待贴标包装箱上,所述第二输送线用于将所述贴标包装箱运输至所述套箱位置,所述开箱机构用于在所述贴标包装箱到达所述套箱位置后,将所述贴标包装箱展开。
16、本技术第二方面提供一种自动贴标方法,应用于第一方面任一项所述的自动贴标系统,所述自动贴标方法包括:
17、通过产品贴标装置将第一标贴添加至待贴标产品上,以形成贴标产品;
18、通过所述产品贴标装置将所述贴标产品按照添加所述第一标贴的顺序输送至套箱位置,其中,在所述产品贴标装置输送所述贴标产品的过程中,通过扫描装置获取第一标贴信息,并将所述第一标贴信息传输至包装箱贴标装置;
19、所述包装箱贴标装置根据所述第一标贴信息生成第二标贴,并将所述第二标贴添加至待贴标包装箱上,以形成贴标包装箱;
20、通过所述包装箱贴标装置将所述贴标包装箱输送至所述套箱位置,并使到达所述套箱位置的所述贴标产品与所述贴标包装箱一一对应;
21、通过所述套箱装置使所述套箱位置处的所述贴标包装箱包裹在所述贴标产品外。
22、本领域技术人员能够理解的是,本技术提供的自动贴标系统及自动贴标方法中,自动贴标系统通过设置产品贴标装置、扫描装置、包装箱贴标装置和套箱装置,使贴标产品的运输与待贴标包装箱添加第二标贴同步进行,将加工时间的串行关系变为并行关系,从而有效实现生产节拍的缩短,大幅度提升贴标效率,并且在贴标过程中,扫描装置按照贴标顺序依次扫描贴标产品上的第一标贴信息,然后传输给第二贴标组件,由第二贴标组件将对应的第二标贴添加至待贴标包装箱上,并使贴标产品和贴标包装箱均按照贴标的顺序依次排队进行运输,使得到达套箱位置处的贴标产品和贴标包装箱均一一对应,即贴标包装箱上的第二标贴与贴标产品上的第一标贴相对应,从而避免贴标产品和贴标包装箱上的防伪码出现错乱,以在提升贴标速度的同时,有效保障贴标的准确率,防止错乱。
- 还没有人留言评论。精彩留言会获得点赞!