一种电池循环式物流输送系统及电池注液线的制作方法
本发明涉及锂电池生产领域,特别是一种电池循环式物流输送系统及电池注液线。
背景技术:
1、在锂电池生产领域,电池注液是其中一个核心的工艺流程。具体地,电池在注液后需要放入静置箱中进行静置。现有技术中,电池进入静置箱前,电池在物流线中完成各种检测及注液工作,导致整个生产线的长度非常长,占用大量的厂房空间,且注液工序与其他工序混合在一条线中完成,注液工序与其他各工序的工作节拍差异巨大,影响生产效率;而且,现有电池物流线由于注液工序的影响,难以实现循环输送,进一步影响效率及增加人工成本。
2、为此,本发明的目的在于提供一种新的技术方案以解决现存的技术缺陷。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种电池循环式物流输送系统及电池注液线,解决了现有技术存在的体积大、占用空间大、人工成本高、影响生产效率等技术缺陷。
2、本发明解决其技术问题所采用的技术方案是:
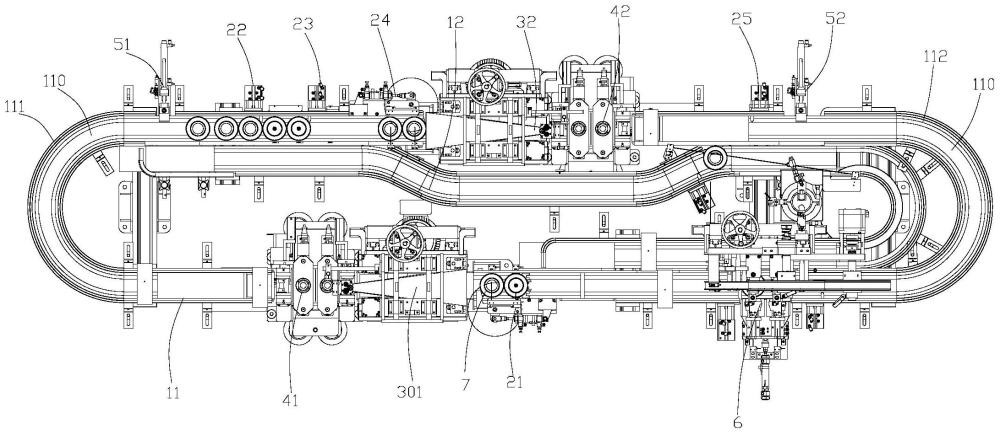
3、一种电池循环式物流输送系统,包括环形输送线及ng剔除线,沿着所述环形输送线的输送方向依次设置有第一阻挡机构、第一扫码机构、第一称重机构、第一ng剔除机构、第二阻挡机构、第三阻挡机构、第四阻挡机构、第二扫码机构、第二称重机构、第五阻挡机构、第二ng剔除机构及电池擦拭机构,还包括可在所述环形输送线及所述ng剔除线中运行且用于运输电池的套杯,沿着套杯的输送方向,所述第一阻挡机构前方的空间为电池上料空间,所述第三阻挡机构前方的空间为机械手抓取待注液电池的空间,所述第四阻挡机构前方的空间为机械手放入已注液电池的空间,所述电池擦拭机构后方的空间为电池下料空间,所述第一扫码机构及第一称重机构用于对待注液的电池进行扫码及称重,所述第二扫码机构及第二称重机构用于对已注液的电池进行扫码及称重,所述第一ng剔除机构用于剔除经过第一扫码机构和/或第一称重机构后产生扫码异常和/称重异常的待注液电池,所述第二ng剔除机构用于剔除经过第二扫码机构和/或第二称重机构后产生扫码异常和/或称重异常的已注液电池,所述ng剔除线用于输送被第一ng剔除机构和/或第二ng剔除机构剔除的电池,所述电池擦拭机构用于擦拭已注液电池。
4、作为上述技术方案的改进,所述第一扫码机构与所述第二扫码机构的结构相同,第一扫码机构及第二扫码机构均包括扫码模组机架及设置在扫码模组机架上的扫码输送装置、扫码枪装置、旋转驱动装置,所述扫码输送装置用于将进入所述第一扫码机构或第二扫码机构内的电池向前输送,所述扫码枪装置用于对电池上的标签进行扫码,所述旋转驱动装置为不等速皮带驱动机构并用于驱动进入所述第一扫码机构或第二扫码机构中的电池旋转以使得电池旋转到标签能够被所述扫码枪装置扫描的角度。
5、作为上述技术方案的进一步改进,述旋转驱动装置包括安装在所述扫码模组机架上的旋转装置安装座及设置在所述旋转装置安装座上的第一旋转驱动装置、第二旋转驱动装置,所述第一旋转驱动装置、第二旋转驱动装置分别作用于套杯的两侧并使得套杯实现旋转功能。
6、作为上述技术方案的进一步改进,所述第一旋转驱动装置包括第一安装座及设置在所述第一安装座上的第一驱动电机、第一皮带轮组件,所述第一驱动电机用于带动所述第一皮带轮组件中的第一皮带运转;所述第二旋转驱动装置包括第二安装座及设置在所述第二安装座上的第二驱动电机、第二皮带轮组件,所述第二驱动电机用于带动所述第二皮带轮组件中的第二皮带运转,所述第一皮带、第二皮带分别用于与工具的两侧接触并进一步驱动套杯转动到合适的角度,所述第一安装座、第二安装座安装在所述旋转装置安装座上。
7、作为上述技术方案的进一步改进,所述扫码枪装置通过扫码枪连杆装置安装在所述旋转装置安装座侧部,所述扫码枪连杆装置包括多根可调的连杆,通过多根所述连杆调节所述扫码枪装置的位置及扫码角度。
8、作为上述技术方案的进一步改进,所述扫码模组机架上设置有升降调节导轨、升降调节丝杆螺母副,所述升降调节导轨上设置有升降调节滑板,所述旋转装置安装座安装在所述升降调节滑板上,所述升降调节丝杆螺母副的螺母固定连接到所述升降调节滑板上,所述升降调节丝杆螺母副的丝杆上端设置有调节手轮,所述调节手轮可带动所述升降调节丝杆螺母副的丝杆转动并进一步通过升降调节丝杆螺母副的螺母带动所述升降调节滑板及安装在升降调节滑板上的旋转装置安装座沿着所述升降调节导轨的导向方向升降移动;
9、所述扫码输送装置为皮带输送装置。
10、作为上述技术方案的进一步改进,所述第一阻挡机构与所述第四阻挡机构的结构相同,第一阻挡机构及第四阻挡机构均包括设置在所述环形输送线侧部的阻挡装置基座及设置所述阻挡装置基座上的阻挡板铰接轴、阻挡驱动气缸,所述阻挡板铰接轴上铰接安装有阻挡板,所述阻挡驱动气缸的输出端与所述阻挡板的一端铰接并可驱动所述阻挡板绕着所述阻挡板铰接轴转动,当所述阻挡驱动气缸的输出轴在伸出与收缩状态切换时,所述阻挡板可在阻挡状态与非阻挡状态之间切换;
11、作为上述技术方案的进一步改进,还包括设置在所述环形输送线的若干传感器、隔板及侧部挡板;
12、作为上述技术方案的进一步改进,所述第二阻挡机构、第三阻挡机构及第五阻挡机构的结构相同,所述第二阻挡机构、第三阻挡机构及第五阻挡机构均包括安装在所述环形输送线侧部的阻挡气缸及设置在所述阻挡气缸输出端的阻挡块,所述阻挡气缸可驱动所述阻挡块伸入到所述环形输送线内部以阻挡输送中的电池。
13、作为上述技术方案的进一步改进,所述第一ng剔除机构与所述第二ng剔除机构的结构相同,第一ng剔除机构及所述第二ng剔除机构均包括设置在所述环形输送线侧部的剔除机构支架及设置在所述剔除机构支架上的剔除推板导杆及剔除驱动气缸,所述剔除推板导杆的一端设置有剔除推板,所述剔除驱动气缸的输出端连接到所述剔除推板,所述环形输送线内侧开设有用于剔除电池的缺口,所述剔除驱动气缸可驱动所述剔除推板沿着所述剔除推板导杆的导向方向运动以将需要剔除的电池从环形输送线的缺口中推出,被所述剔除推板从缺口推出的电池可调入所述ng剔除线中;
14、作为上述技术方案的进一步改进,所述电池擦拭机构包括电池擦拭机械手;
15、作为上述技术方案的进一步改进,所述第一称重机构与所述第二称重机构的机构相同,第一称重机构及第二称重机构均包括称重模块。
16、作为上述技术方案的进一步改进,所述环形输送线包括第一环形输送段及第二环形输送段,沿着电池的输送方向,所述第一环形输送段的初始端与所述第二环形输送段的末端之间设置有所述第一扫码机构及所述第一称重机构,所述第一环形输送段的末端与所述第二环形输送段的初始端之间设置有所述第二扫码机构及所述第二称重机构,所述第一ng剔除机构、第二阻挡机构、第三阻挡机构及第四阻挡机构依次设置在所述第一环形输送段的输送路径上,所述第五阻挡机构、电池擦拭机构及第一阻挡机构依次设置在所述第二环形输送段的输送路径上,所述第一环形输送段及所述第二环形输送段均包括用于输送装载有电池的套杯的输送通道。
17、本发明还提供了:
18、一种电池注液线,所述电池注液线包括所述的电池循环式物流输送系统。
19、本发明的有益效果是:本发明提供了一种电池循环式物流输送系统及电池注液线,该种电池循环式物流输送系统及电池注液线设置有环形输送线、ng剔除线、第一阻挡机构、第一扫码机构、第一称重机构、第一ng剔除机构、第二阻挡机构、第三阻挡机构、第四阻挡机构、第二扫码机构、第二称重机构、第五阻挡机构、第二ng剔除机构、电池擦拭机构及套杯,通过环形输送线、ng剔除线、第一阻挡机构、第一扫码机构、第一称重机构、第一ng剔除机构、第二阻挡机构、第三阻挡机构、第四阻挡机构、第二扫码机构、第二称重机构、第五阻挡机构、第二ng剔除机构、电池擦拭机构及套杯可实现电池注液前及注液后的循环输送,不仅有效简化了体积、节省了厂房空间,且在实际生产中可提升生产效率,提升生产效益。
20、综上,该种电池循环式物流输送系统及电池注液线解决了现有技术存在的体积大、占用空间大、人工成本高、影响生产效率等技术缺陷。
- 还没有人留言评论。精彩留言会获得点赞!