树脂板自动压磁贴标装置及工艺方法与流程
本发明涉及汽车零部件制造,特别是一种树脂板自动压磁贴标装置及工艺方法。
背景技术:
1、在现有技术中,随着新能源电动化、智能化、网联化及不断发展的顾客需求,适用性更好等优点越来越受消费者欢迎。传统遮阳板在功能和实际应用上存在一定的不足,遮阳板的化妆镜尺寸不够大,照明点亮方式和场景比较单一,不能很好的满足驾乘人员的需求。
2、为了满足上述技术需求,一种创新的软盖化妆镜遮阳板被设计和开发出来,在该遮阳板的化妆镜盖的制造过程中,内衬板需要具备磁控能力,因此生产过程通常涉及多个工序,包括切割、粘合等。然而,当前的生产工序可能导致产品存在不均匀、不牢固等问题,进而导致产品存在缺陷和不一致性的情况。
技术实现思路
1、为了解决上述问题,本发明提供了一种满足大规模生产需求,可靠地保证产品质量的稳定一致性的树脂板自动压磁贴标装置及工艺方法。
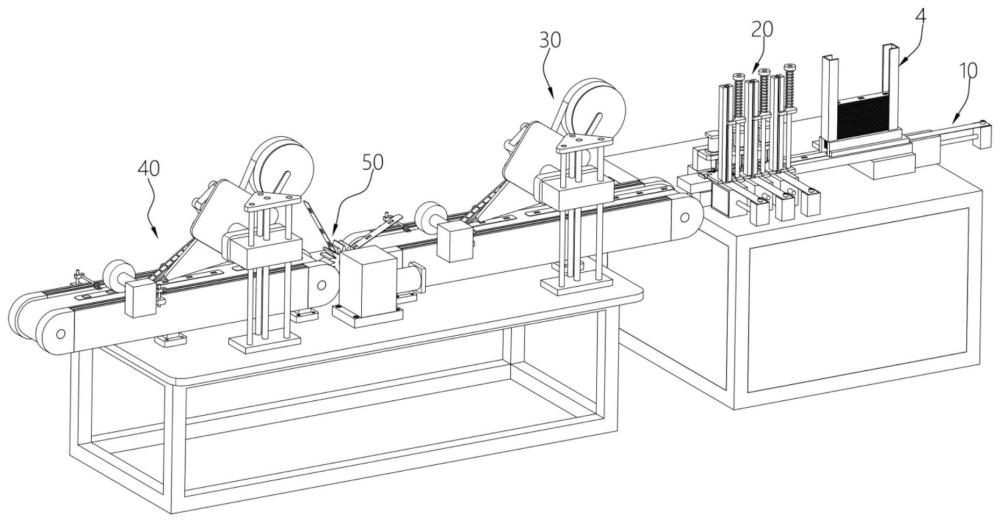
2、为了达到上述目的,本发明一方面提供一种树脂板自动压磁贴标装置,所述树脂板的板面上设有多个预制孔,所述压磁贴标装置包括:
3、树脂板推进机构,用于将树脂板从树脂板料仓逐个顺序向远端输送;
4、多个磁铁压装组件,每个磁铁压装组件对应树脂板上的一个预制孔,磁铁压装组件包括磁铁仓、磁铁推进机构和压磁头,所述磁铁仓用于存放磁铁,所述磁铁推进机构用于将磁铁从磁铁仓推送到预制孔对应的压磁位置上,所述压磁头用于将推送至预定压磁位置上的磁铁压入树脂板的预制孔内;
5、双面贴标装置,所述双面贴标装置包括正面贴标机构、反面贴标机构和翻转机构,所述正面贴标机构设置在树脂板推进机构末端,用于对树脂板正面进行贴标;所述翻转机构设于正面贴标机构与反面贴标机构之间,用于将完成正面贴标的树脂板翻转后传送到反面贴标机构;所述反面贴标机构设置在翻转机构的另一侧,用于对树脂板反面进行贴标;
6、其中,所述贴标覆盖的范围至少为压装在预制孔内磁铁的表面及预制孔开口周边区域。
7、为了逐个顺序推送树脂板,所述树脂板推进机构包括导料台、第一推进板、第一推进气缸和止挡板,所述第一推进气缸设置在导料台的起始端;所述第一推进板设置在第一推进气缸的动力输出端,并配置为在第一推进气缸的带动下将树脂板从树脂板料仓逐个顺序推送到导料台末端;所述止挡板设置在导料台的末端,用于将树脂板定位止挡于预定的压磁位置上,以使树脂板上的每个预制孔对应一个磁铁压装组件。
8、为了磁铁压装的准确性,每个磁铁推进机构都包括导磁板、第二推进板、第二推进气缸和第三推进气缸,所述导磁板设置在导料台的末端并位于树脂板止停预定位置上方,且导磁板底面设有一与磁铁宽度相适配的送磁通道,所述送磁通道用于连通磁铁仓和预制孔;所述第二推进板设置在第二推进气缸的动力输出端,并配置为在第二推进气缸的带动下将磁铁从磁铁仓逐个顺序通过送磁通道推送至预定的压磁位置上;所述导磁板上表面设置有与预制孔连通的压磁口,所述压磁头设于压磁口正上方,并配置为在第三推进气缸的带动下将推送至预定压磁位置的磁铁压装于对应的预制孔内。
9、为了避免错误的推送和压装,所述磁铁仓出料口的下方设置有磁极传感器,所述磁极传感器用于检测所述磁铁仓当前下料磁铁的磁极是否与当前预制孔所需的磁极一致,并在不一致时输出报警信号。
10、为了防止磁铁在推送过程中发生错位,所述送磁通道的宽度与第二推进板的宽度相适配,所述第二推进板的自由端设置有与磁铁外形相适配的卡口位。
11、为了减少磁铁压入后压磁头复位对磁铁的吸附拉伸,所述压磁口的开口面积小于预制孔的开口面积,且压磁口内设置有挡磁筋,所述压磁头上开设有与挡磁筋相适配的缺口。
12、为了磁铁在仓内的不受控制的运动,所述磁铁仓旁侧设置有导向杆,所述导向杆上穿设有弹簧和压磁板,所述弹簧一端与导向杆的顶端固连,另一端与压磁板的上板面相抵,所述压磁板背离导向杆的一侧延伸至磁铁仓内,并配置为在弹簧的弹性作用下向下压紧位于磁铁仓内的磁铁。
13、为了高效的标签贴附,所述正面贴标机构包括输送皮带、第一驱动电机、胶卷带、胶卷回收带、张紧辊组和压标辊,所述输送皮带设置在树脂板推进机构末端,所述贴标为制备成标签样式并粘接于胶卷带上的透明胶带,所述张紧辊组具有一与输送皮带呈角度设置的头部钢片,所述胶卷带绕经张紧辊组及头部钢片后接于所述胶卷回收带;所述第一驱动电机用于驱动张紧辊组及胶卷带,以使贴标到达头部钢片端部从胶卷带上剥离粘贴至预制孔内磁铁表面及预制孔开口周边区域;所述压标辊设于输送皮带的末端并与输送皮带间隙配合;所述反面贴标机构的结构与正面贴标机构的结构相同。
14、为了简单、有效地实现树脂板的翻转,所述翻转机构包括第二驱动电机和翻转轮,所述翻转轮与第二驱动电机的动力输出端固定连接,且翻转轮的周向表面上间隔均布有多个轮槽。
15、另一方面,本发明还提供一种树脂板自动压磁贴标工艺方法,使用上述方案中所述的树脂板自动压磁贴标装置,按以下步骤进行制备:
16、a)通过树脂板推进机构,依次将树脂板从树脂板料仓输送至预定压磁位置,具体步骤为:
17、①第一推进气缸驱动第一推进板,将树脂板推离树脂板料仓进入导料台;
18、②第一推进板做往复推进动作,按顺序将树脂板推送到导料台末端;
19、③止挡板伸出,将导料台末端的树脂板定位固定在预定的压磁位置上;
20、b)对树脂板上的每个预制孔,采用对应的磁铁压装组件进行压装,具体步骤为:
21、①通过磁极传感器判断磁铁仓当前下料磁铁的磁极是否与当前压装预制孔需求磁极一致,并在不一致时输出报警信号;
22、②第二推进气缸带动第二推进板推进通过卡口位卡住磁铁;
23、③第二推进板继续推进将磁铁沿送磁通道推送至预定的压磁位置上;
24、④压磁头在第三推进气缸的驱动下对准压磁口下降按压,将磁铁压装入预制孔内;
25、⑤压磁头复位,止挡板回退,第一推进板动作将完成压磁的树脂板推送至正面贴标机构;
26、c)使用正面贴标机构对树脂板正面进行首次贴标,以覆盖压装的磁铁,具体步骤为:①输送皮带将压装有磁铁的树脂板输送到头部钢片下方;
27、②第一驱动电机带动胶卷带和张紧辊组工作,将胶带从胶卷带上剥离;
28、③张紧辊组通过头部钢片将胶带导向树脂板的预制孔所在位置;
29、④贴标到达头部钢片远端转折点后从胶带上逐步剥离并粘贴至磁铁表面及预制孔开口周边区域固定磁铁;
30、⑤压标辊对输送皮带上完成贴标的树脂板进行压紧;
31、d)将完成首次贴标的树脂板通过树脂板翻转机构进行翻转,具体步骤为:
32、①第二驱动电机带动翻转轮旋转;
33、②完成贴标的树脂板滑入翻转轮的轮槽内;
34、③随着翻转轮的旋转,树脂板被带动翻转一个面向;
35、④第二驱动电机持续旋转将翻转后的树脂板输送至反面贴标机构;
36、e)使用反面贴标机构对树脂板反面进行第二次贴标,完成树脂板的自动压磁贴标加工。
37、本发明所设计的树脂板自动压磁贴标装置及工艺方法,通过机械结构设计,实现了高效的树脂板输送、压磁和贴标过程,能够满足大规模生产需求,并在实现规模化批量生产的同时,通过减少人为因素的介入,可靠地保证了产品质量的稳定一致性,降低了产品质量问题的可能性,其独特的压磁结构设计确保了更牢固的磁铁固定,同时贴标效果更为出色,进一步提升了树脂板成品的质量,该装置及方法还具备适应不同规格树脂板生产的灵活性,增强了生产线的适用性,广泛适用于不同生产需求。
- 还没有人留言评论。精彩留言会获得点赞!