一种用于纤维缠绕的高性能张力控制方法及系统
本发明属于碳纤维缠绕设备控制领域,具体涉及一种用于纤维缠绕的高性能张力控制方法及系统。
背景技术:
1、现有碳纤维缠绕设备控制领域中的张力控制由于受到纱团半径、纱团角加速度、纱线浸胶不均匀、工作环境和工艺变化等因素的影响,导致张力波动较大,进而在缠绕过程中出现滑纱、架空等现象,严重影响缠绕制品的质量。
2、若缠绕张力恒定不变,随着缠绕层数的增加,外层纤维会对内层纤维产生径向压应力,迫使内层纤维缠绕层发生径向压缩变形,呈现内松外紧的状态,复合材料受力时各纤维缠绕层不能均匀承载,极大地影响缠绕制品的强度和疲劳性能。为保证缠绕制品的质量,应采用同层缠绕恒张力、换层缠绕变张力的控制方案。
3、目前,纤维张力控制包括pid控制和模糊控制等方法,虽然常规pid控制和模糊控制能够有效地控制张力波动,但是常规pid控制参数固定,容易出现震荡,无法满足缠绕过程中纤维张力控制系统的实时调控要求;常规模糊控制器的参数选择极大地影响模糊控制器的控制性能,甚至会从根本上改变其输出特性,实际应用中模糊pid控制器的参数是根据经验总结得来的,然而面对不同的控制系统时,其参数往往难以得到最佳组合。
4、上述两种控制方法在用于换层缠绕时,张力目标值发生变化而控制器的增益参数固定,会导致控制性能下降。
技术实现思路
1、本发明为了解决现有技术中存在的上述至少一个技术问题,提供了一种于纤维缠绕的高性能张力控制方法及系统。
2、本发明采用如下的技术方案实现:一种于纤维缠绕的高性能张力控制方法,包括以下步骤:
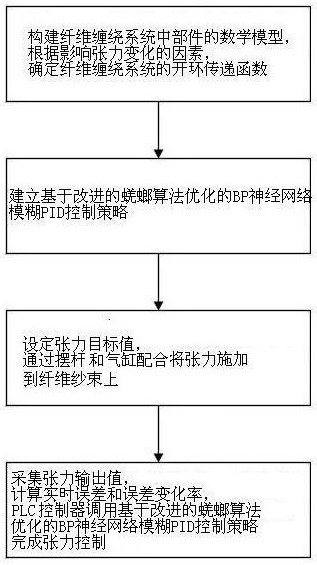
3、s1:构建纤维缠绕系统中部件的数学模型,根据影响张力变化的因素,确定纤维缠绕系统的开环传递函数;
4、s2:建立基于改进的蜣螂算法优化的bp神经网络模糊pid控制策略;
5、s3:设定张力目标值,通过摆杆和气缸配合将张力施加到纤维纱束上;
6、s4:采集张力输出值,计算实时误差和误差变化率,plc控制器调用基于改进的蜣螂算法优化的bp神经网络模糊pid控制策略完成张力控制。
7、优选地,纤维缠绕系统的开环传递函数的表达式为:
8、
9、式中,为伺服电机的传递函数;为张力传感器的传递函数;为摆杆的传递函数;为纤维纱团半径;为纤维截面积;为纤维弹性模量;为伺服电机的增益系数;为放卷辊与芯模间的纤维长度;为伺服电机的时间常数;为拉氏变换中的复频率。
10、优选地,基于改进的蜣螂算法优化的bp神经网络模糊pid控制策略包括以下步骤:
11、s201:通过改进的蜣螂算法获取不同张力目标值下对应的模糊pid控制器中可变因子的最优值集合;
12、s202:将可变因子的最优值集合和不同张力目标值集合作为bp神经网络模型的训练样本对bp神经网络模型进行训练;
13、s203:利用训练好的bp神经网络模型对模糊pid控制器的参数进行动态调整,将调整后的模糊pid控制器参数作为张力输出控制参数。
14、优选地,模糊pid控制中的可变因子包括pid控制器中以及模糊pid控制器中的量化因子和比例因子;蜣螂算法的改进策略为自适应黄金正弦策略。
15、优选地,步骤s3中,通过电气比例阀控制气缸输出,使得摆杆偏离平衡位置;当启动纤维缠绕系统后,摆杆在纤维张力的作用下回到平衡位置,从而达到设定初始纤维张力目标值的目的;此时改进的蜣螂算法已优化确定出可变因子的最优值,模糊pid控制器响应;换层缠绕时,张力目标值递减变化,bp神经网络模型预测确定并调整可变因子的最优值。
16、优选地,气缸的输出拉力的计算公式为:
17、
18、式中,为气缸的输出拉力;为纤维张力的力臂;为气缸的输出拉力与摆杆的夹角;为摆杆与水平方向的夹角;为纤维纱线张力;为纤维伸长方向与摆杆的夹角。
19、优选地,步骤s4中,张力传感器实时采集张力信号,计算实时误差及误差变化率并传输至模糊pid控制器;张力误差及误差变化率经过输入量化、模糊化、模糊推理、解模糊化、输出量化后得到输出信号并作用于放卷辊伺服电机,实时调整伺服电机的输出转速,进而改变放卷辊的放卷速度,完成张力控制;
20、当换层缠绕时,已训练好的bp神经网络模型根据新缠绕层的张力目标值输出与该张力目标值对应的可变因子的最优值,并将该输出传输至模糊pid控制器,如此实现整个缠绕过程中的最优张力控制。
21、优选地,步骤s4中,纤维缠绕时,将待缠绕层的张力目标值输入已训练好的bp神经网络模型中,bp神经网络模型建立在python中,bp神经网络模型的输出传输至tia portal软件中的相应db数据块中,将与该张力目标值对应的可变因子的最优值赋给模糊pid控制器;tia portal软件与python之间进行数据交互,随着缠绕层的更换实时调整可变因子的参数值。
22、本发明还提供了一种用于纤维缠绕的高性能张力控制系统,包括放卷辊、伺服电机、摆杆、气缸、上位机、电气比例阀、导向轮、芯模、张力传感器、a/d转换模块、plc控制器、d/a转换模块、伺服驱动器;
23、放卷辊用于进行纤维丝束的放卷,并通过伺服电机控制放卷速度;摆杆在气缸的作用下摆动,用于设定纤维张力目标值,气缸的输出通过上位机控制电气比例阀实现;导向轮设置在放卷辊与摆杆间用于进行纤维丝束的传输导向;经摆杆输出的纤维丝束输出至芯模进行缠绕,摆杆和芯模间的纤维丝束处设置有张力传感器;张力传感器用于检测纤维张力,经a/d转换模块与plc控制器连接;plc控制器内置有基于改进的蜣螂算法优化的bp神经网络模糊pid控制策略并经d/a转换模块与伺服驱动器连接,控制伺服驱动器改变伺服电机的输出转速,进而改变放卷辊的放卷速度。
24、与现有技术相比,本发明的有益效果是:
25、本发明通过python建立bp神经网络模型并完成训练,实现了对模糊pid控制器中可变因子动态拟合,确定出不同张力目标值对应的可变因子的最优值,使得换层缠绕时控制系统能够根据张力目标值的变化实时调整可变因子,提高缠绕系统在换层缠绕时的快速响应性及抗干扰性,避免各缠绕层出现内松外紧的现象,保证内外各层纤维的初始应力状态相同,从而使容器充压后,内外各层纤维能够同时承载,极大地提高制品强度及其疲劳性能。
26、本发明采用自适应黄金正弦算法对蜣螂算法进行改进,能够提高局部开发和全局搜索能力,降低陷入局部最优解的可能性,缩短寻优时间。最终将改进的蜣螂算法用于优化模糊pid控制器中的可变因子,改变技术人员利用经验调参不准确的现状,实现同层缠绕时恒张力控制,降低张力波动,提高控制器的控制性能。
27、本发明将常规pid控制与模糊控制结合,提出采用模糊pid控制策略,集二者优势于一身,能够弥补常规模糊控制器存在量化误差和调节死区以及稳态性能差的缺点,同时依据模糊控制策略实现对pid控制器原设定输出参数的实时整定。模糊pid控制算法能够适应各种复杂的非线性系统,同时能够处理系统的不确定性和干扰,使得控制系统具备鲁棒性好、精度高的优势。
28、本发明采用simatic s7-1200 plc作为控制器搭建张力控制系统,该控制器具有高效稳定的运行性能和多种智能化的功能模块,可实现精确的控制任务。实验时,通过python与s7-1200 plc建立通讯,并实现数据交互功能,进而反复调用训练好的bp神经网络模型,最终实现整个缠绕过程的最优张力控制。可变因子的优化工作可以离线进行,将待缠绕层的张力目标值集合与其对应的可变因子的最优值集合输入至python的模型中进行训练,实际缠绕时,只需调用模型即可,更加省时,最终实现整个缠绕过程的最优张力控制。由于只有在换层缠绕时需要调整可变因子,同层缠绕时可变因子保持最优值恒定即可,且完成一层缠绕工作所需时间远远大于硬件间的通讯时间,故而python与plc之间传输数据存在的时间延迟问题不会影响本发明的顺利实施,能够满足所提工艺方案的实施要求。
29、通过配合使用基于蜣螂优化算法的bp神经网络模糊pid控制策略和高性能张力控制系统,能够打破目前技术人员利用经验调参不准确的局面,实现换层缠绕变张力控制及同层缠绕恒张力控制,提高整个缠绕过程的稳定性,改善缠绕制品的性能。
- 还没有人留言评论。精彩留言会获得点赞!