一种纸棒自动检测装箱一体机的制作方法
本发明涉及纸棒检测,特别涉及一种纸棒自动检测装箱一体机。
背景技术:
1、目前,棒棒糖或固体香的棒体大部分采用塑料棒或木制棒,但为了防止对环境产生大量的污染,有些生产厂家采用可降解可回收利用的纸棒来代替塑料棒或木制棒。
2、由于在纸棒生产输送存储过程中,纸棒容易发生变形、表面污染、长度不合格等多种缺陷检测,通常需要对各纸棒进行检测,通过检测将不合格纸棒筛捡出来,而合格纸棒可直接进行装盒以便后续的包装。目前,纸棒的输送、检测、筛捡、剔废、装箱等的流程工作正在逐渐被具有自动化、智能化、视觉处理等的操作处理设备替代,但是现有的一些检测设备,还是一些较为普通、功能单一的检测设备, 无法全面对整条纸棒的周身侧面进行检测,容易造成纸棒下部存在缺陷而无法被检测到,导致纸棒在剔废、装箱过程中,合格纸棒中依旧存在着含有其它缺陷的次品纸棒,难以满足检测需求。
技术实现思路
1、本发明所要解决的问题是提供一种纸棒自动检测装箱一体机,这种纸棒自动检测装箱一体机能够自动完成纸棒的输送、检测、筛捡、剔废和定量装箱的工序,较为全面地对整条纸棒的侧面进行检测筛捡,精确剔除次品纸棒。
2、为了解决上述技术问题,本发明采用的技术方案如下:
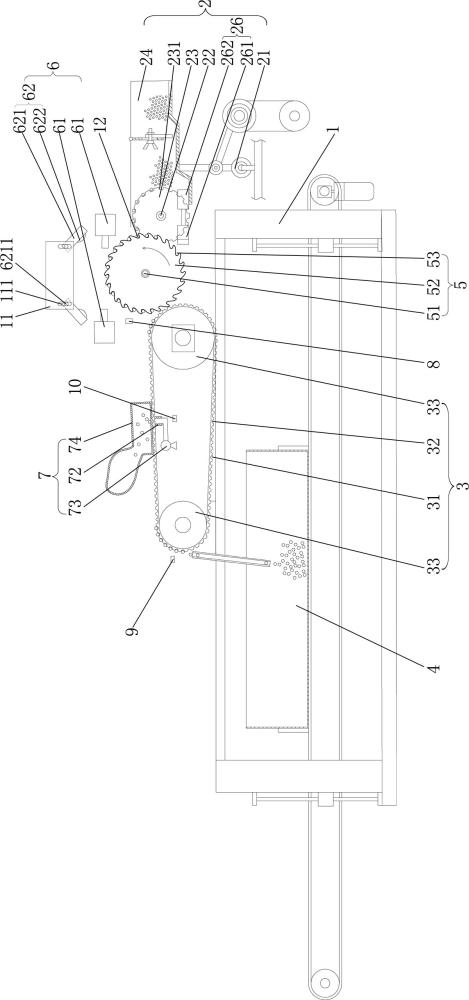
3、一种纸棒自动检测装箱一体机,包括机架、振动储料机构、定向环形输送机构和振动收集装箱机构,其特征在于:还包括转动驱动机构、辊筒状检测台、视觉检测机构、上吹气剔废机构和检测处理终端,所述振动储料机构、辊筒状检测台、所述定向环形输送机构、所述振动收集装箱机构自后至前依次设置在所述机架上,转动驱动机构安装在机架上,辊筒状检测台与转动驱动机构传动连接;视觉检测机构安装在机架上并处于辊筒状检测台的上方;辊筒状检测台的左端部、右端部上分别等间距设有多个能够钩住纸棒两端的钩部,辊筒状检测台的上部突出在振动储料机构与定向环形输送机构后端之间的上方而构成拱形部,视觉检测机构的拍摄端与拱形部的顶端对应;上吹气剔废机构安装在机架上并设置在定向环形输送机构的中部下方;定向环形输送机构上均布有多条平行设置的纸棒置放槽;拱形部上设有次品捕获记录器,定向环形输送机构的前端设有前端计数器;检测处理终端安装在机架上,视觉检测机构的信号输出端、次品捕获记录器的信号输出端、前端计数器的信号输出端均与检测处理终端的相应控制输入端连接,上吹气剔废机构的信号输入端与检测处理终端的控制输出端连接;振动储料机构通过振动将各条纸棒自后至前输送到辊筒状检测台的相对两个钩部上;辊筒状检测台按逆时针方向转动将纸棒逐条分出;通过视觉检测机构对拱形部顶端上的纸棒的前后方向进行拍摄;当视觉检测机构拍摄到拱形部顶端上的纸棒为次品时,将次品信号反馈给检测处理终端,并通过次品捕获记录器记录检测出次品纸棒的时间点,再通过检测处理终端控制上吹气剔废机构经过一段时间t后,将次品纸棒从纸棒置放槽中向上吹出并剔除;剔除次品纸棒后,通过定向环形输送机构将合格纸棒定向排列输送到振动收集装箱机构上的纸箱中;当定向环形输送机构前端上的合格纸棒经过前端计数器时,前端计数器记录合格纸棒的个数并反馈给检测处理终端,使合格纸棒进行定量装箱。
4、上述前、后的定义:以纸棒的输送方向为准,纸棒先到达的一侧为后,纸棒慢到达的一侧为前。
5、工作时,振动储料机构通过振动将各条纸棒自后至前输送到辊筒状检测台后侧的相对两个钩部上;再通过转动驱动机构驱动辊筒状检测台按逆时针方向转动,使辊筒状检测台上的各对钩部将纸棒的两端钩住定位;再通过辊筒状检测台的转动带动钩住的纸棒到达辊筒状检测台上部的拱形部处,使得该纸棒向上托到辊筒状检测台的最高点,使该纸棒不受相邻纸棒的遮挡,通过视觉检测机构对拱形部顶端上的纸棒的前后方向进行拍摄,而且随着辊筒状检测台的向前转动,拱形部上的纸棒也会由于重力与惯性在两个钩部中向前翻转一个小角度,使得纸棒向上露出更多的侧面积能够被拍摄到,因此,几乎能够全部拍摄到整条纸棒的侧面积,实现检测处理终端对纸棒能够进行较为全面地检测;当检测的纸棒为次品时,通过次品捕获记录器的记录来计算出次品纸棒的剔除时间t,能够精准地判断出次品纸棒的位置,并通过上吹气剔废机构精准地剔除次品纸棒,确保只有合格纸棒进入装箱过程;再通过前端计数器的记录,实现合格纸棒的定量装箱。
6、通常,在检测处理终端中预先录入合格纸棒的图像,通过视觉检测机构的拍摄端对拱形部顶端上的纸棒逐条进行拍摄,将每条纸棒拍摄的图像上传到检测处理终端,通过检测处理终端将拍摄的纸棒图像与合格纸棒的图像进行对比,进而筛捡出合格纸棒和次品纸棒。
7、优选方案中,所述上吹气剔废机构经过一段时间t后将次品纸棒剔除,这段时间t的计算方法为:将所述次品捕获记录器与所述上吹气剔废机构之间的定向环形输送机构上具有的纸棒置放槽数量设为n(单位:个),定向环形输送机构的输送速度设为:每秒输送k个纸棒置放槽,这段时间t=n/k(单位:秒)。根据纸棒置放槽的数量和定向环形输送机构的输送速度,能够通过计算来确定剔除次品纸棒所需的时间,从而实现较准确的控制,不会对合格纸棒的流程和计数装箱造成延误或错误,提高生产效率和质量控制的准确性。
8、优选方案中,所述定向环形输送机构包括第一驱动电机、第一同步带和两个第一同步轮,第一驱动电机固定安装在所述机架上,两个第一同步轮前后设置并均可转动安装在机架上,第一同步带张紧在两个第一同步轮的外面,第一同步带的上行段按自后至前的方向运行;各个所述纸棒置放槽均布在第一同步带的带面上,纸棒置放槽的宽度与所述纸棒的直径相匹配。通过第一驱动电机驱动第一同步轮转动,进而带动第一同步带的上行段按自后至前的方向运行,使得第一同步带带面上的各个纸棒置放槽能够在转动过程中,将分段集棒槽前部的每一条短棒体准确地送入到相应的纸棒置放槽中。通常,一个环形输送单元可以配置有一个第一驱动电机,也可以多个环形输送单元共用一个第一驱动电机。
9、进一步优选方案中,所述上吹气剔废机构包括剔废座、气座、吹气泵和集废箱,剔废座安装在所述机架上,剔废座上设有两个左右相对设置的气孔,所述第一同步带的上行段前后横穿过两个气孔之间的上方,两个气孔分别处于任意一个纸棒置放槽的左侧、右侧;气座安装在剔废座的底部上,气座内部设有一个进气口和两个朝上设置的出气口,吹气泵安装在机架上,吹气泵的吹气口与气座的进气口连接,气座的两个出气口分别与相应气孔对应连通;集废箱安装在剔废座上,集废箱处于第一同步带的上行段上方,集废箱的底部设有与两个气孔对应的进棒口。将第一同步带上行段上的纸棒置放槽中的纸棒进行带动前进,当次品纸棒所在的纸棒置放槽到达剔废座上两个气孔的上方时,次品纸棒的左端、右端分别处于两个气孔的上方,此时打开吹气泵,吹气泵的吹气口通过气座的进气口、两个出气口向两个气孔吹气,次品纸棒的左端、右端在气体的吹动下向上运动,使次品纸棒从纸棒置放槽中经进棒口进入到集废箱中,通过集废箱对剔除掉的次品纸棒进行收集起来。
10、优选方案中,所述视觉检测机构包括两个前后并排设置的摄像机,两个摄像机均安装在所述机架上,一个摄像机的摄像头朝后设置,另一个摄像机的摄像头朝前设置。通过这种设置,摄像头朝后设置的摄像机对拱形部顶端上的纸棒的前部进行拍摄,摄像头朝前设置的摄像机对拱形部顶端上的纸棒的后部进行拍摄。
11、进一步优选方案中,所述视觉检测机构还包括两个前后并排设置的打光单元,两个打光单元均安装在所述机架上并处于两个所述摄像机的上方,两个打光单元的发光端均朝向所述拱形部。当纸棒到达辊筒状检测台上部的拱形部处时,由两个打光单元的发光端为纸棒的前后侧面进行打光照亮,几乎能够全部照亮纸棒的侧面。
12、更进一步优选方案中,所述打光单元包括条形座和灯管,条形座水平安装在所述机架上,灯管安装在条形座上,灯管与所述拱形部上的纸棒平行。将灯管设置为与拱形部上的纸棒平行,能够使灯光均匀地照射到纸棒的侧面,确保整个纸棒的侧面得到充分的照亮,提高检测结果的准确性。
13、再更进一步优选方案中,所述机架上设有两个左右相对设置的安装板,安装板上设有上下走向的条形通孔,所述条形座的两个端部上分别设有定位螺孔,定位螺孔中安装有定位螺栓,定位螺栓的杆部穿过相应的条形通孔,定位螺栓的头部与条形座的端部共同将相应的安装板夹紧。通过这种设置,上述定位螺孔的杆部能够在条形通孔中进行转动,进而能够根据需要手动转动条形座在两个安装板上的安装角度,或者沿条形通孔的走向对条形座的安装高度进行上下微调,使灯管对拱形部上的纸棒能够以更好的角度进行打光照亮。
14、优选方案中,所述辊筒状检测台包括第一转轴和两个第一齿轮,第一转轴可转动安装在所述机架上,第一转轴与所述转动驱动机构的动力输出端传动连接;两个第一齿轮均安装在第一转轴上,两个第一齿轮之间具有能够供纸棒拍摄的拍摄缝隙;第一齿轮的轮面上均布有多个按逆时针方向弯钩的所述钩部。通过转动驱动机构驱动第一转轴转动,进而带动两个第一齿轮转动,使得两个第一齿轮上的钩部能够钩住纸棒的两端,使得纸棒悬空设置在两个第一齿轮之间,确保纸棒被输送到拱形部上时,纸棒的侧面能够充分露出在拍摄缝隙中。上述转动驱动机构为驱动电机,驱动电机的动力输出轴与所述第一转轴的一端部传动连接,通过驱动电机来驱动第一转轴转动。
15、进一步优选方案中,所述辊筒状检测台还包括两个与相应所述第一齿轮对应的防护片,两个防护片的上侧边均安装在所述机架上,两个防护片的下侧边上设有开口朝下的半圆缺口,两个第一齿轮的上半部分别处于相应半圆缺口中。通过两个防护片与相应第一齿轮上下对应配合,两个第一齿轮的上半部分别处于相应半圆缺口中,使得半圆缺口的边沿罩在第一齿轮上部的各个钩部上方,能够固定钩部中的纸棒端部不要晃动。
16、优选方案中,所述振动储料机构包括振动分料单元、第二转轴、第二齿轮、限位左侧板和限位右侧板,振动分料单元、第二转轴自后至前依次设置在所述辊筒状检测台的后侧,限位左侧板、限位右侧板分别设置在振动分料单元的上方左右两侧,限位左侧板、限位右侧板均向前延伸到辊筒状检测台处;第二转轴的两端分别穿过限位左侧板、限位右侧板并可转动安装在所述机架上,第二转轴与所述转动驱动机构的动力输出端传动连接;第二齿轮安装在第二转轴上,并且第二齿轮的前部部分处于辊筒状检测台后部的相对两个钩部之间;第二齿轮的轮面上均布有多条相互平行的条形齿槽,条形齿槽的宽度与所述纸棒的直径相匹配;振动分料单元的前端伸入到第二齿轮的后侧下方;第二齿轮能够将振动分料单元前侧的纸棒按逆时针方向转接到辊筒状检测台处,辊筒状检测台能够将第二齿轮上的纸棒按逆时针方向转接到所述定向环形输送机构上。通过转动驱动机构驱动第二转轴转动,进而带动第二齿轮转动,使得第二齿轮上的各条条形齿槽能够在转动过程中,将振动分料单元上的每一条纸棒准确地送入到相应的条形齿槽中。通常,纸棒的长度大于条形齿槽的长度,当纸棒处于条形齿槽中时,纸棒的两端从条形齿槽的两端伸出;由于第二齿轮的前部部分处于辊筒状检测台后部的相对两个钩部之间,使得辊筒状检测台后部的相对两个钩部能够顺畅地将第二齿轮上的纸棒两端钩住,确保纸棒的稳定传送。
17、进一步优选方案中,所述振动储料机构还包括两个能够阻挡纸棒上料的挡棒单元,两个挡棒单元均安装在所述机架上并分别处于所述第二齿轮的左侧、右侧,两个挡棒单元的挡棒端朝后设置并能够在第二齿轮的后侧进行前后伸缩。当振动收集装箱机构上的纸箱中的纸棒达到所需数量时,需要使振动储料机构中的纸棒暂停上料,可通过两个挡棒单元的挡棒端向第二齿轮的后侧伸出,使挡棒单元的挡棒端处于第二齿轮后部的条形齿槽后侧,使纸棒难以进入条形齿槽中,阻止纸棒向第二齿轮的后部上料。
18、更进一步优选方案中,所述挡棒单元包括挡棒气缸和挡棒薄片,挡棒气缸的缸体安装在所述机架上,挡棒气缸的活塞杆朝后伸出,挡棒薄片安装在挡棒气缸的活塞杆末端上,并且挡棒薄片与第二齿轮的端面平行设置。通过挡棒气缸来控制挡棒薄片的前后运动,从而阻止纸棒向第二齿轮的后部上料。采用挡棒薄片与第二齿轮的端面平行设置,能够减少挡棒薄片的占用空间,使振动储料机构的结构更加紧凑。
19、优选方案中,所述定向环形输送机构上设有次品剔除计数器,次品剔除计数器与所述上吹气剔废机构对应;次品剔除计数器的信号输出端与所述检测处理终端的相应控制输入端连接。通过次品剔除计数器记录剔除的次品纸棒的个数,便于后续计算纸棒的次品率,以及统计整批纸棒的生产质量。
20、上述振动分料单元的具体结构可采用本技术人已申请过的授权公告号cn219949603u、授权公告日2023年11月03日的实用新型专利公开的一种纸棒分段裁切机的转接机构。
21、上述振动收集装箱机构的具体结构可采用本技术人已申请过的授权公告号cn219970129u、授权公告日2023年11月07日的实用新型专利公开的一种纸棒分段裁切机的收集装箱机构。
22、本发明与现有技术相比,具有如下优点:
23、(1)本发明能够自动完成纸棒的输送、检测、筛捡、剔废和定量装箱的工序,减少人工操作,提高生产效率;
24、(2)本发明能够大大增加整条纸棒侧面的拍摄面积,较为全面地对整条纸棒的侧面进行拍摄检测,快速准确地捕捉到纸棒的大部分缺陷或异常情况,提高检测的准确性和全面性;
25、(3)本发明通过上吹气剔废机构能够精确地将次品纸棒剔除,确保只有合格纸棒进入装箱过程,提高产品质量;再通过前端计数器的记录,实现合格纸棒的定量装箱,便于后续的包装和出货。
- 还没有人留言评论。精彩留言会获得点赞!