一种环模生产的自排产自识别柔性自动搬运方法与流程
本发明属于环模生产搬运,尤其涉及一种环模生产的自排产自识别柔性自动搬运方法。
背景技术:
1、环模是一种规则圆环形的工件,是加工饲料生产设备所需的核心技术部件,环模的生产流程包括粗车,钻铣,枪钻,倒角,清洗,热处理,回火,精车,打磨,检测,喂料打包等多个步骤,而在生产的过程中,因为场地的限制,导致环模在进行加工时,需要在不同的场地之间进行搬运,同时在生产的过程中,需要人工对生产进行排产,经常会出现漏排、错排的问题,因此如何解决环模加工过程中的搬运混乱、存放不规范以及排产繁杂的问题是重中之重。
技术实现思路
1、针对背景技术提出的问题,本发明提出一种环模生产的自排产自识别柔性自动搬运方法。
2、为达此目的,本发明采用以下技术方案:
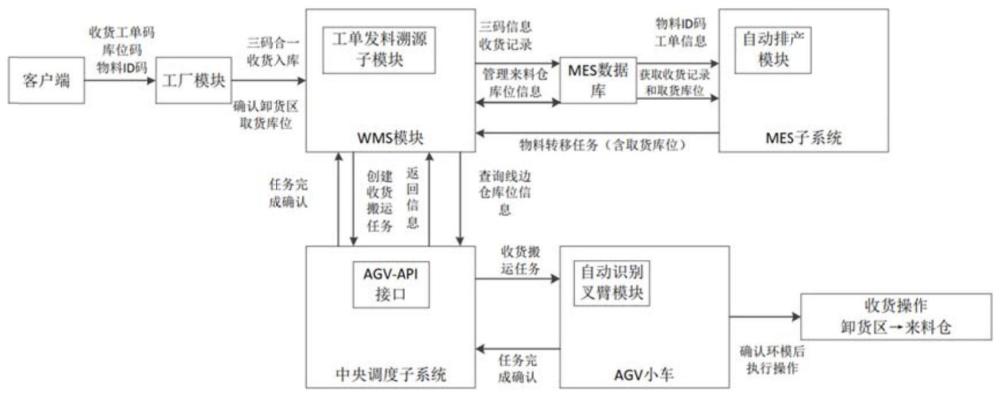
3、一种环模生产的自排产自识别柔性自动搬运方法,应用于搬运系统,所述搬运系统包括客户端、工厂模块、wms模块、mes数据库、自动排产模块、中央调度子系统、agv小车、agv数据库和工单发料溯源子模块;
4、所述环模生产的自动排产柔性自动搬运方法包括收货搬运子方法,所述收货操作子方法包括:
5、步骤a:客户端扫描环模锻件上的三码信息并录入到工厂模块以完成在wms模块上的收货操作,三码信息包括收货工单码、库位码和物料id码;
6、步骤b:wms模块根据录入的三码信息生成收货记录,将收货记录和三码信息保存至mes数据库,并将收货记录和三码信息上传至自动排产模块;
7、步骤c:内置于wms模块的工单发料溯源子模块整合三码信息以形成环模锻件收货工单源头追溯报表;
8、步骤d:自动排产模块根据收货记录和三码信息生成入库的物料转移任务表,并将物料转移任务表中的物料清单逐项发送至wms模块;
9、步骤e:wms模块根据物料转移任务表自动匹配对应的来料仓库存区库位作为卸货库位,wms模块通过agv-api接口创建收货搬运任务,并将收货搬运任务发送至中央调度子系统,收货搬运任务包括取货库位、卸货库位和物料id码;
10、步骤f:中央调度子系统根据收货搬运任务规划agv小车搬运路线,驱动agv小车执行收货搬运任务;
11、步骤g:agv小车内置有自动识别叉臂模块,自动识别叉臂模块检测待搬运的环模锻件的物料id码是否与收货搬运任务中的物料id码一致,若一致,则将环模锻件搬运至对应的卸货库位,若不一致,则停止收货搬运任务;在完成收货搬运任务后,发送完成信息给中央调度子系统;
12、当agv小车在规划的搬运路线上遇障时,将提醒人工处理,若人工处理无响应,则中央调度子系统重新规划路线,驱动agv小车将环模锻件搬运至异常区存放;
13、步骤h:中央调度子系统在接收到完成信息后,将收货搬运任务保存至agv数据库,同步通过agv-api接口返回完成信息给wms模块;
14、步骤i:wms模块通过agv-api接口向中央调度子系统下发线边仓库位信息查询指令,中央调度子系统将线边仓库位信息返回至wms模块,wms模块将线边仓库位信息保存至mes数据库。
15、优选的,所述搬运系统还包括sap子系统、sap数据库和mes子系统;
16、所述环模生产的自动排产柔性自动搬运方法包括发料操作子方法,发料操作子方法包括:
17、步骤a:wms模块将来料仓库存区库位信息保存至mes数据库,来料仓库存区库位信息包括对应库位所存放的环模锻件类型和各类环模锻件的数量;
18、步骤b:sap子系统在接收到新工单后,将新工单保存至sap数据库,sap数据库同步新工单至mes数据库;
19、步骤c:mes子系统从mes数据库中获取新工单和来料仓库存区库位信息并转发至自动排产模块,自动排产模块根据机床加工能力配置模块和机床加工时间配置模块所设置的加工条件,运算出新工单发料开始时间;
20、步骤d:自动排产模块根据来料仓库存区库位信息确认来料仓是否存在用于生产新工单的环模锻件,若存在,则为该新工单安排发料,同时将当天需要发料的环模锻件整合成当天发料任务清单,将当天发料任务清单下发给wms模块;
21、步骤e:wms模块根据当天发料任务清单中的环模锻件物料信息自动匹配存放有对应物料的来料仓库存区库位作为取货库位;
22、步骤f:wms模块通过agv-api接口创建发料搬运任务给中央调度子系统,发料搬运任务包括取货库位、卸货机台和物料id码,中央调度子系统根据发料搬运任务自动分配卸货机台的线边仓库位中的待加工区库位作为卸货库位,并驱动agv小车执行发料搬运任务;
23、步骤g:agv小车的自动识别叉臂模块检测待搬运的环模锻件的物料id码是否与发料搬运任务中的物料id码一致,若一致,则将环模锻件搬运至对应的卸货库位,若不一致,则停止发料搬运任务;在完成发料搬运任务后,发送完成信息给中央调度子系统;
24、步骤h:中央调度子系统在接收到完成信息后,将发料搬运任务以及卸货库位保存至agv数据库,同步通过agv-api接口返回完成信息给wms模块;
25、步骤i:wms模块通过agv-api接口向中央调度子系统下发线边仓库位信息查询指令,中央调度子系统将线边仓库位信息返回至wms模块,wms模块将线边仓库位信息保存至mes数据库。
26、优选的,所述搬运系统还包括pda操作模块数据输入端、数据采集端、pda操作模块、rtb模块、oee模块和环模质量控制模块;
27、所述环模生产的自动排产柔性自动搬运方法包括工序间操作子方法,所述工序间操作子方法包括:
28、步骤一:pda操作模块数据输入端扫描线边仓中的已存放环模工件的待加工区库位的库位码并将该库位码录入到pda操作模块以执行对该待加工区库位和所存放的环模工件的解绑操作,pda操作模块通过agv-api接口发送更新库位信息的指令到中央调度子系统以更新该待加工区库位的库位信息,以完成对该环模工件的解绑操作;
29、步骤二:将步骤一中待加工区库位中的环模工件放至机台进行加工,数据采集端扫描加工工单并记录加工工时,加工完成后,将环模工件存放到线边仓的成品区库位,环模工件为工序间操作过程中经过一道或多道工序加工后的环模锻件;
30、步骤三:pad操作模块数据输入端扫描步骤二中线边仓的成品区库位的库位码、所存放的环模工件的工单码和物料id码以录入到pda操作模块以执行该成品区库位和所存放的环模工件的绑定操作,pda操作模块通过agv-api接口发送更新库位信息的指令到中央调度子系统以更新该成品区库位的库位信息;
31、步骤四:中央调度子系统将步骤三上传的工单码和物料id码同收货操作中保存的工单码和物料id码进行验证,验证成功则将完成对成品区库位和其所存放的环模工件的绑定操作;
32、步骤五:数据采集端收集各个工序的机台所加工的环模工件的工单工时和工序状态信息,工序状态信息包括最新工序的完工信息,通过oee模块保存至mes数据库,rtb模块将mes数据库中保存的工单工时和工序状态信息上传至sap子系统进行确认,确认后保存至sap数据库,sap数据库将确认后的工单工时和工序状态信息同步至mes数据库;
33、步骤六:mes子系统获取mes数据库中确认后的工单工时和工序状态信息,根据最新工序的完工信息生成最新工序已完工清单并发送至自动排产模块,自动排产模块通过agv-api接口发送查询成品区库位信息的指令至中央调度子系统,以查询成品区库位是否存放有最新工序已完工清单上的环模工件,中央调度子系统根据查询结果反馈信息给自动排产模块;
34、步骤七:自动排产模块分析中央调度子系统发送的反馈信息,以获取oee完工凭证和成品库位码凭证,并搜索环模质量控制模块以查询存放在成品区库位上的环模工件是否有qc检验合格凭证,若有,则触发三证合一转移策略;
35、优选的,步骤八:当触发三证合一转移策略时,自动排产模块在机床加工能力配置模块和机床加工时间配置模块的所设置的排产条件下,生成详细计划清单,详细计划清单包括多个工单的排产任务,每个工单的排产任务对应有取货库位,即存放有环模工件的线边仓的成品区库位;
36、步骤九:自动排产模块根据详细计划清单为每个排产任务分配下一道工序对应的卸货机台;
37、步骤十:自动排产模块通过agv-api接口向中央调度子系统创建工件搬运任务,工件搬运任务包括取货库位、卸货机台和物料id码,中央调度子系统为每一个卸货机台分配对应的卸货库位,即线边仓的待加工区库位;
38、步骤十一:中央调度子系统驱动agv小车执行工件搬运任务,agv小车的自动识别叉臂模块检测待搬运的环模工件的物料id码是否与工件搬运任务中的物料id码一致,若一致,则将环模工件搬运至对应的卸货库位,若不一致,则停止工件搬运任务;在完成工件搬运任务后,发送完成信息给中央调度子系统;
39、步骤十二:中央调度子系统在接收到完成信息后,将工件搬运任务和卸货库位保存至agv数据库,同步通过agv-api接口返回完成信息给自动排产模块;
40、步骤十三:自动排产模块通过agv-api接口向中央调度子系统下发线边仓库位信息查询指令,中央调度子系统将线边仓库位信息返回至自动排产模块,自动排产模块将线边仓库位信息保存至mes数据库。
41、优选的,oee完工凭证表示步骤五中通过oee模块保存至mes数据库的环模工件最新工序的完工信息;
42、成品库位码凭证表示在中央调度子系统中有实时的成品区库位码对应已完工的环模工件的存放位置;
43、qc检验合格凭证表示最新工序已完工的环模工件的qc检验合格信息。
44、优选的,agv小车在执行收货搬运任务或发料搬运任务或工件搬运任务时,当取货库位前面所在库位存在物料进行遮挡时,agv小车优先将遮挡的物料就近搬运至空闲库位。
45、优选的,用于存放环模锻件的来料仓库存区的库位和线边仓的待加工区库位均设置限位区,所述限位区通过两组定位杆间隔横向设置构成,所述限位区用于立式存放环模锻件;
46、用于存放环模工件的线边仓的成品区库位和待加工区库位均设置有倒凸型集油区;
47、所述倒凸型集油区用于立式存放环模工件和收集环模工件滴落的机油。
- 还没有人留言评论。精彩留言会获得点赞!