翻盖纸箱用的胶带封装打包机的制作方法
本发明涉及一种纸箱胶带封装打包设备,具体是涉及翻盖纸箱用的胶带封装打包机,属于打包。
背景技术:
1、产品包装通常需要使用纸箱打包,而纸箱打包后需要在开口处进行胶带封贴,从而放置纸箱散开、产品漏出。
2、而目前大多数的纸箱的形式为四周一体全包围、上下面均为四个合扇两两相对的向中心线开合,闭合处形成一条中缝,具体如图1所示;最后需要沿着中缝进行胶带的封贴;这种纸箱在进行胶带封贴时由于中缝所在位置为整个纸箱的上平面,所以相当于只需要借助普通的打包机在平面上进行封胶带即可,操作相对较容易;
3、而对于另一种特殊结构的翻盖纸箱而言,如图2所示;包括上盒体和下盒体,且为一条边连体、其余三边开放式的上下扣合式翻盖结构。这种结构的纸箱在完成扣合后形成底和盖的四方形立方体,即在立方体上部的四个棱边中,除连体的所在棱边不需要封胶带外,其余的三个棱边(连体边相对的棱边和另外的两个相互平行的棱边)均需要封胶带;因此,该种翻盖纸箱的胶带的封贴是发生在箱子的棱角,即,需要90°角的两个面封贴,并非单纯的平面式的一个面贴胶带;这种胶带贴装操作起来非常困难并且需要对三个棱边的棱角进行封胶,通过普通的包装机无法实现封装或只能采用人工方式对纸箱的三个棱边进行封胶,费时费力,降低打包效率;
4、所以,需要研制一种适用于这种翻盖纸箱胶带封装的打包机,以适应这种工况条件要求标准,提高纸箱打包工作效率。
技术实现思路
1、鉴于上述存在的技术问题,本发明的目的是提供了翻盖纸箱用的胶带封装打包机,该打包机结构简单,以解决现有技术中无法实现纸箱棱边的封胶的问题,且能够实现多条棱边的封胶,节省封胶打包时间,符合更高的纸箱胶带封装要求,解决纸箱封胶操作效率低的问题。
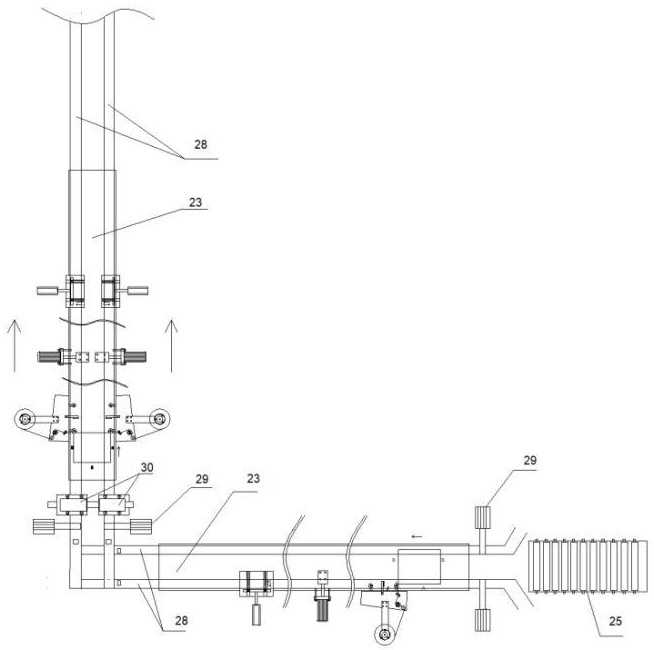
2、为了实现上述目的,本发明所采用的技术方案是:翻盖纸箱用的胶带封装打包机,包括:横向封胶单元和纵向封胶单元、横向走行皮带机构、纵向走行皮带机构;横向走行皮带机构末端与纵向走行皮带机构起始端通过皮带换向机构连接;所述横向封胶单元对应的设置在横向走行皮带机构上方,所述纵向封胶单元对应设置在纵向走行皮带机构上方;翻盖纸箱从横向走行皮带机构起始端向末端运输并通过横向封胶单元进行封胶,再通过皮带换向机构转换至纵向走行皮带机构上继续运输,并通过纵向封胶单元进行封胶;
3、进一步的,所述的横向走行皮带机构起始端为纸箱的入口端,该入口端设置成喇叭口形状;位于喇叭口前端还设置纸箱上料辊,所述纸箱上料辊高度与横向走行皮带机构的皮带高度相适配,以便于纸箱能够过度到皮带上;
4、进一步的,所述的纸箱以扣合后底朝上、盖朝下的摆放状态放置于皮带上进行封胶;该摆放状态下的纸箱的封胶位置包括:连体边相对的棱边和另外的两个相互平行的棱边;
5、所述横向封胶单元用于对纸箱连体边相对的棱边的胶带贴封;为描述方便,对此称之为纸箱a边胶带贴封;同样,所述纵向封胶单元用于对另外的两个相互平行的棱边的胶带贴封,同理,称之为纸箱b边胶带贴封;
6、进一步的,纸箱两个b边的胶带贴封是通过纵向封胶单元进行同步贴封的。
7、进一步的,所述横向走行皮带机构包括:上下夹层式双皮带组和电机;所述上下夹层式双皮带组均通过各自的电机输送动力进行移动;使用时,纸箱夹持于上下夹层式双皮带组之间,从而随着皮带的运行进行移动;所述纵向走行皮带机构结构与横向走行皮带机构结构完全相同。
8、进一步的,所述的横向封胶单元包括:一套独立的胶带封装打包机构,所述胶带封装打包机构位于纸箱a边所在方向的一侧并通过机架连接;所述纵向封胶单元包括:两套独立的胶带封装打包机构,两套独立的胶带封装打包机构分别位于纸箱的两个b边所在位置并且两套独立的胶带封装打包机构共用于一个机架;
9、进一步的,所述两套独立的胶带封装打包机构置于纵向走行皮带机构的两侧且镜像设置;
10、同时,两套独立的胶带封装打包机构的结构完全相同;
11、进一步的,横向封胶单元的胶带封装打包机构和纵向封胶单元中的每套胶带封装打包机构均为相同的结构设置。
12、上述结构中任意一套所述的胶带封装打包机构包括:胶带辗辊机构,所述胶带辗辊机构设置于辗辊机构框架中,辗辊机构框架下方固定设置有固定架,所述固定架上设置有用于套装胶带卷的胶带轮;胶带卷的起头端绕设于胶带辗辊机构并引出使胶带的粘胶面朝向纸箱;所述胶带辗辊机构框架中设置一级抹角机构,沿纸箱运输方向的前端设置二级抹角机构;所述胶带辗辊机构为纸箱棱角竖直面进行胶带封贴,沿纸箱运输方向在二级抹角机构的前端还设置纸箱棱角水平面的胶带抹平机构;
13、进一步的,胶带辗辊机构包括:用于张紧胶带的张紧轮、用于固定胶带的固定轮、第一粘胶轮、第二粘胶轮、第一连杆、第二连杆及弹簧;胶带辗辊机构顺着纸箱运输方向依次为入口端和出口端,靠近入口端位置设置第一粘胶轮,第一粘胶轮通过第一连杆与弹簧连接,靠近出口端位置设置第二粘胶轮,第二粘胶轮通过第二连杆与弹簧连接;所述第一连杆上还设置切断刀;所述第一连杆、第二连杆同步摆动,从而带动第一连杆上的第一粘胶轮和第二粘胶轮及切断刀同时摆动;
14、进一步的,所述切断刀位于所述第一连杆和第二连杆之间的区域;使用时,所述第一连杆的摆动方向与纸箱运输方向相同,所述第二连杆的摆动方向与纸箱运输方向相反;
15、本方案中胶带辗辊机构中,胶带卷的胶带头按照各个轮的旋转方向,依次穿过张紧轮、固定轮及第一粘胶轮,胶带的端头穿过第一粘胶轮后,需使胶带的非粘胶面与第一粘胶轮的表面接触,胶带粘胶面朝向纸箱棱角竖直面;使用时,纸箱的前端最先与第一粘胶轮接触,随着纸箱的前行,胶带被越拉越长,从而使胶带的粘胶面与纸箱棱角的竖直面逐渐贴合;
16、上述的贴合在纸箱棱角竖直面的胶带上部分延伸出竖直面上边缘一部分高度,此部分胶带为悬空竖立状态,称之为胶带悬空竖直区域,胶带下部分完全贴合在竖直面上;
17、上述纸箱运动过程中,纸箱前端先接触第一粘胶轮,此时纸箱辊压第一粘胶轮向辗辊机构框架内缩进,由于连杆方式的设置,同步带动第二粘胶轮及切断刀一同缩进,此时弹簧为压缩状态;随着纸箱沿运输方向运动至纸箱脱离第二粘胶轮位置时,弹簧拉伸,则第二粘胶轮向外反弹,同步的,第一粘胶轮及切断刀也向外反弹,此时切断刀将胶带切断;
18、进一步的,所述纸箱沿运输方向运动时,纸箱前端的胶带头需经过第一抹角机构;所述第一抹角机构包括:连接杆,连接杆的一端通过螺栓紧固在辗辊机构框架的上平面板上,另一端伸向纸箱所在方向并通过螺栓固定设置向下延伸的胶皮软板;使用时,粘有胶带头的纸箱向前移动,纸箱触碰到第一抹角机构的胶皮软板并穿过,通过胶皮软板将胶带头在纸箱的前端抹角,使胶带头贴在纸箱前端拐角处;
19、上述纸箱的前端完成抹角继续向前运行,纸箱棱角竖直面上方的悬空竖立状态的胶带继续保持竖立状态并穿过第一抹角机构,由于切断刀的切断,纸箱的尾端带有一段胶带尾头,纸箱尾端的胶带尾头需经过第二抹角机构进行抹角;
20、进一步的,所述的第二抹角机构包括:旋转板、电机及螺栓;所述第二抹角机设置在纸箱运行高度的上方,电机的输出轴轴端固定设置有旋转板;使用时,通过电机轴的旋转带动轴端部的旋转板进行顺时针转动,当纸箱运行经过旋转板位置,通过启动电机使旋转板进行摆动,从而将纸箱尾端的胶带尾头进行抹角,使胶带尾头贴在纸箱尾端拐角处;
21、进一步的,旋转板的旋转方向与纸箱运输方向同向;
22、上述纸箱的前端和尾端均完成抹角后继续向前运行,此时,纸箱棱角竖直面上方的悬空竖立状态的胶带继续保持竖立状态,到达纸箱棱角水平面的胶带抹平机构位置,需要对纸箱棱角竖直面上方的悬空竖立状态的胶带抹在纸箱棱角水平面上;
23、所述的胶带抹平机构包括:气缸、毛刷及毛刷移动板;所述胶带抹平机构设置在纸箱运行高度的上方,以毛刷刷头能够触碰至纸箱上平面为准;毛刷包括刷柄和刷毛,气缸的伸缩端端部与刷柄固定连接,刷柄上表面与毛刷移动板之间通过滑道方式进行滑动连接,刷毛竖直向下垂直设置朝向纸箱上平面;
24、进一步的,毛刷在毛刷移动板上的滑动方向与纸箱运输方向相互垂直。
25、上述胶带抹平机构使用时,纸箱移动至第二抹角机构的前端位置进行停留,通过启动气缸,使气缸的伸缩杆推动毛刷由外向内移动,进而让毛刷的刷毛在纸箱上平面上抹刷,从而将纸箱棱角竖直面上方的悬空竖直状态的胶带抹平在纸箱上平面;从而完成整个纸箱棱边的胶带封装。
26、进一步的,本方案的打包机构中,第二抹角机构及胶带抹平机构是设置在上方机架上的;第二抹角机构中的电机法兰通过螺栓固定连接在机架上,胶带抹平机构中的毛刷移动板通过螺栓固定在机架上。
27、进一步的,所述纵向走行皮带机构的双皮带组中,第一列皮带与第二列皮带之间设置调节装置,通过调节装置能够实现两列皮带之间的距离大小可调,以适应于纸箱两个b边之间的距离,保证能够夹持住纸箱。
28、上述结构的打包机的整个工作流程为:
29、翻盖纸箱由纸箱上料辊输送,到达横向走行皮带机构起始端沿着皮带输送方向移动,移动过程中通过横向封胶单元对纸箱a边进行封胶,a边封胶完成后到达横向走行皮带机构末端,再通过皮带换向机构转换至纵向走行皮带机构上继续运输,运输过程中通过纵向封胶单元对纸箱的两个b边进行同步封胶;从而完成整个纸箱的封胶打包。
30、该翻盖纸箱胶带封装打包机的技术效果体现在:
31、纸箱相对于整个打包机进行流水线式移动,通过横、纵向封胶单元先后对三个棱边进行分工贴胶带,大大节省封胶时间;横向或纵向封胶单元中,通过设置胶带辗辊机构,利用胶带自身的粘合性,将纸箱起始端与胶带进行粘合,作为整个封胶的起点,操作纸箱运动,带动胶带卷自行完成贴胶,能够实现对纸箱棱边的胶带封装;同时,通过设置两级抹角机构,能够实现纸箱起始端和末尾端的胶带头的抹角,从而完成整个棱边的封胶工作;该机构采用自动化操作,无需使用人工工作,提高包装效率。
- 还没有人留言评论。精彩留言会获得点赞!