贴膜单元及电子设备配件组装生产线的制作方法
本技术涉及电子产品生产设备,更具体地,涉及一种贴膜单元及电子设备配件组装生产线。
背景技术:
1、洗衣机旋钮是洗衣机操作控制系统的重要组成部分,其生产过程的工艺直接关系到整机产品的良率与稳定性。目前洗衣机旋钮的生产存在组装精度低、组装不到位、组装效率低等问题。
2、有鉴于此,需要提出一种新的技术方案,以解决上述技术问题。
技术实现思路
1、本技术的一个目的是提供一种贴膜单元及电子设备配件组装生产线的新技术方案。
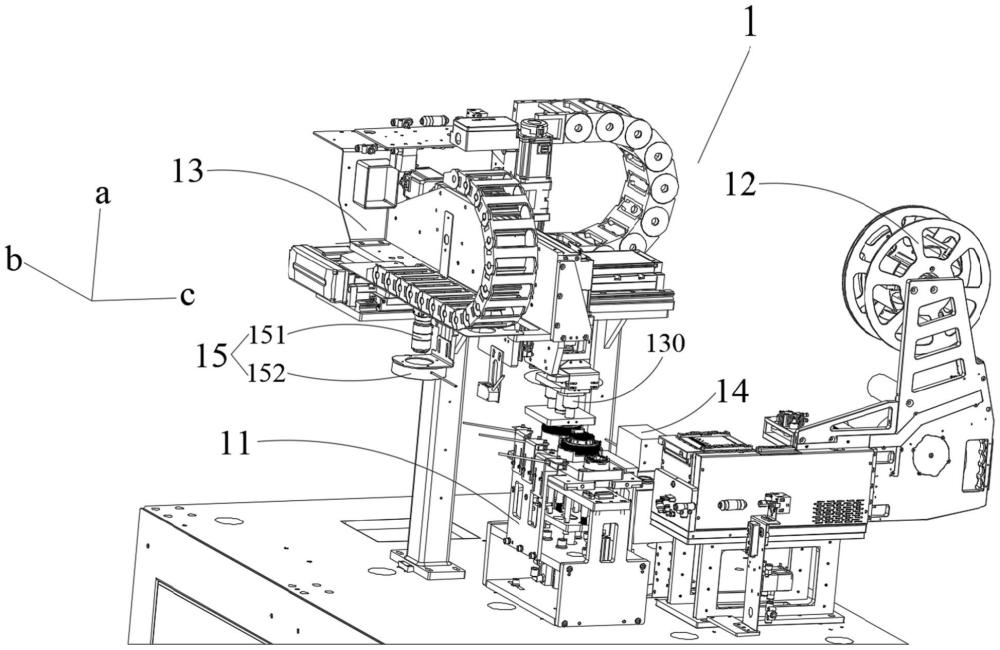
2、根据本技术的第一方面,提供了一种贴膜单元,所述贴膜单元用于将保护膜贴附于电子设备配件,所述贴膜单元包括:
3、定位机构,所述定位机构用于放置待贴附保护膜的电子设备配件并对所述电子设备配件进行定位;
4、上料机构,所述上料机构设置于所述定位机构的一侧,所述上料机构用于提供保护膜;
5、搬运机构,所述搬运机构设置于所述定位机构的另一侧,且所述搬运机构的工作端可在所述定位机构与所述上料机构之间移动,以用于将所述上料机构处提供的保护膜搬运并贴附至所述定位机构处放置的电子设备配件。
6、可选地,所述定位机构包括承载板、定位挡板及顶升固定组件,所述定位挡板的至少部分结构设置在所述承载板的上方,所述顶升固定组件设置在所述承载板的下方;
7、所述承载板具有相背设置的第一表面和第二表面,所述第一表面用于承载电子设备配件,所述顶升固定组件抵接并定位连接于所述第二表面,在所述顶升固定组件将所述承载板沿第一方向顶升至所述第一表面与所述定位挡板接触的情况下,所述承载板沿第一方向的位置固定。
8、可选地,所述定位机构还包括第一阻挡组件和第二阻挡组件,所述第一阻挡组件和所述第二阻挡组件沿第二方向分布在所述承载板的两侧;
9、所述第一阻挡组件和所述第二阻挡组件能够沿第一方向升降运动,在所述第一阻挡组件和所述第二阻挡组件沿第一方向升起、并且所述第一阻挡组件及所述第二阻挡组件均与所述承载板连接的情况下,所述承载板沿第二方向的位置固定。
10、可选地,所述定位挡板设置的数量为两个,两个所述定位挡板沿第三方向分布在所述承载板的两侧;
11、所述定位挡板包括第一板和第二板,所述第一板和所述第二板相互连接且所述定位挡板呈l型,所述第一板位于所述承载板的沿第三方向的侧部,并且所述第一板抵接所述承载板,所述第二板位于所述承载板的上方。
12、可选地,所述顶升固定组件包括顶升气缸、顶升件及定位件,所述顶升气缸的气缸头与所述顶升件固定连接,所述定位件安装于所述顶升件,所述顶升气缸带动所述顶升件顶升所述承载板,所述定位件用于与所述承载板匹配连接。
13、可选地,所述顶升件包括顶升板和顶升杆,所述顶升板开设有卡槽,所述顶升气缸的气缸头卡接在所述卡槽中;
14、所述顶升杆的一端与所述顶升板固定连接,所述顶升杆的另一端用于顶升所述承载板。
15、可选地,所述定位件包括定位销和弹簧,所述承载板的底部开设有定位孔;
16、所述定位销的一端通过所述弹簧安装于所述顶升件,所述定位销的另一端用于与所述定位孔匹配连接。
17、可选地,所述贴膜单元还包括第一视觉机构和第二视觉机构,所述第一视觉机构固定设置在所述上料机构旁,所述第一视觉机构用于获取保护膜的图像;
18、所述第二视觉机构安装于所述搬运机构,所述第二视觉机构用于获取所述电子设备配件的图像。
19、根据本技术的第二方面,提供了一种电子设备配件组装生产线,所述电子设备配件组装生产线包括如第一方面所述的贴膜单元,还包括前序组装单元和后序组装单元,按照所述组装生产线的工序顺序,所述前序组装单元、所述贴膜单元及所述后序组装单元依次排布。
20、可选地,按照所述组装生产线的工序顺序,所述前序组装单元依次包括旋转部件组装单元、通信组装单元、涂油单元、芯体组装单元、旋钮组装单元、第一pcb组装单元及框架组装单元;
21、按照所述组装生产线的工序顺序,所述后序组装单元依次包括按钮组装单元、第二pcb组装单元、螺丝组装单元及测试单元。
22、可选地,至少所述旋转部件组装单元、所述芯体组装单元、所述旋钮组装单元、所述第一pcb组装单元及所述第二pcb组装单元设置有自动供料仓。
23、可选地,所述自动供料仓包括第一升降机构、第二升降机构及分盘机构,所述第一升降机构和所述第二升降机构沿第二方向排布,且所述第一升降机构和所述第二升降机构均可沿第一方向升降运动;
24、所述分盘机构设置在所述第一升降机构和所述第二升降机构的上方,且所述分盘机构可沿第二方向平移运动;
25、所述第一升降机构承载多个第一状态的料盘上升至沿第一方向与所述分盘机构对应的位置处,所述分盘机构沿第二方向靠近所述第一升降机构平移运动,所述分盘机构承接最上层的第一状态的料盘,所述第一升降机构带动其余第一状态的料盘下降;
26、所述分盘机构带动最上层的第一状态的料盘沿第二方向靠近所述第二升降机构移动,且最上层的第一状态的料盘在外部设备的作用下向第二状态的料盘切换,在最上层的第一状态的料盘切换为第二状态的料盘的情况下,所述第二升降机构上升并且承接所述第二状态的料盘。
27、可选地,所述分盘机构包括平移驱动件、平移板及定位件,所述平移驱动件与所述平移板连接并可驱动所述平移板沿第二方向平移运动;
28、所述平移板的中部设置有镂空区,所述定位件安装于所述平移板,所述定位件设置的数量为两个,两个所述定位件沿第二方向相对排布在所述镂空区的两侧;所述定位件用于与料盘定位连接。
29、可选地,所述定位件包括定位气缸和定位齿,所述定位气缸和所述定位齿连接,所述定位气缸能够驱动所述定位齿沿第二方向伸缩运动,在所述定位齿沿第二方向伸出的情况下,所述定位齿与料盘定位连接。
30、可选地,所述分盘机构还包括定位块,所述定位块安装于所述平移板并位于所述镂空区,所述定位块用于抵接料盘。
31、可选地,所述自动供料仓还包括底托机构,所述底托机构靠近所述分盘机构设置,所述底托机构能够沿第一方向升降运动以及沿第二方向平移运动;在所述分盘机构承接最上层的第一状态的料盘、且所述第一升降机构带动其余第一状态的料盘下降的情况下,所述底托机构抵接最上层的第一状态的料盘的底部。
32、根据本技术的第二方面,提供了一种电子设备配件组装生产线,所述电子设备配件组装生产线包括如第一方面所述的贴膜单元。
33、在本技术实施例提供的贴膜单元中,利用定位机构放置待贴附保护膜的电子设备配件并对该电子设备配件进行定位;亦即,电子设备配件在定位机构中的位置被精准确定,从而有利于搬运机构准确地将保护膜贴附至电子设备配件上,提高组装精度和组装效率。
34、通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!