一种数据自校正的铝箔加工张力控制系统及设备的制作方法
本发明涉及金属压制,具体为一种数据自校正的铝箔加工张力控制系统及设备。
背景技术:
1、在铝箔加工行业中,张力控制是确保产品质量和生产效率的关键因素之一,随着铝箔应用领域的不断拓展,对铝箔加工精度和表面质量的要求也越来越高。
2、根据中国专利号为cn 103204400 a的能控制铝箔张力的机构,包括导向槽(1)、载料柱(2)以及助力装置(3),所述导向槽(1)内安装有横向滚筒(7),导向槽(1)的一端固定在墙壁上,载料柱(2)的中央设置有固定柱(4),固定柱(4)的一端固定在墙壁上,固定柱(4)的另一端穿过载料柱(2),助力装置(3)安装在导向槽(1)和载料柱(2)之间,助力装置(3)的-端固定在载料柱(2)上。该铝箔张力控制机构在导向槽内安装横向滚筒,通过横向滚筒对铝箔纸的张力进行控制,能够更好的实现对铝箔纸的导向输送,提高了铝箔纸的输送效率。
3、根据中国专利号为cn 111889516 a的一种卷取机张力控制系统,包括卷取机配电柜、现场操作柜以及卷取机驱动机构,卷取机驱动机构与卷取机配电柜相连接,卷取机配电柜与现场操作柜相连接,还包括主控制柜、触摸屏以及卷径增量检测机构,卷径增量检测机构为接近开关,接近开关固定于卷取机的传动轴一侧用于检测卷轴转动圈数,接近开关与现场操作柜相连接,现场操作柜与主控制柜相连接。本发明采用上述结构的一种卷取机张力控制
4、系统,通过将张力控制改为主控制柜控制给定,使得随着卷径的增加,张力给定值逐步递减,避免了因恒张力过大造成的板面粘伤及卷边错层,在铝板带箔轧制过程中,消除了粘伤性孔洞缺陷,减少了轧制断带,提高了铝箔成品率及产品质量。
5、现有技术在实际使用的过程中会存在以下问题:
6、现有设备在调节张力时,在铝箔加工过程中,由于材料本身的物理特性、加工环境的变化以及设备磨损等因素的影响,传统的张力控制系统往往难以保持长期稳定的控制效果,导致铝箔表面出现褶、不平整等问题,进而影响产品的最终质量,而现有设备并不能进行有效处理;
7、由于传感器精度和数据处理能力的限制,传统系统难以实现对铝箔表面微小张力变化以及铝箔表面的微小褶皱精准检测;
8、传统系统均采用固定的控制参数和策略,无法根据加工过程中的实际情况进行自适应调整。
9、所以需要一种数据自校正的铝箔加工张力控制系统及设备来解决上述问题。
技术实现思路
1、解决的技术问题:
2、针对现有技术的不足,本发明提供了一种数据自校正的铝箔加工张力控制系统及设备,解决了现有设备在调节张力时,在铝箔加工过程中,由于材料本身的物理特性、加工环境的变化以及设备磨损等因素的影响,传统的张力控制系统往往难以保持长期稳定的控制效果,导致铝箔表面出现褶、不平整等问题,进而影响产品的最终质量的问题。
3、技术方案
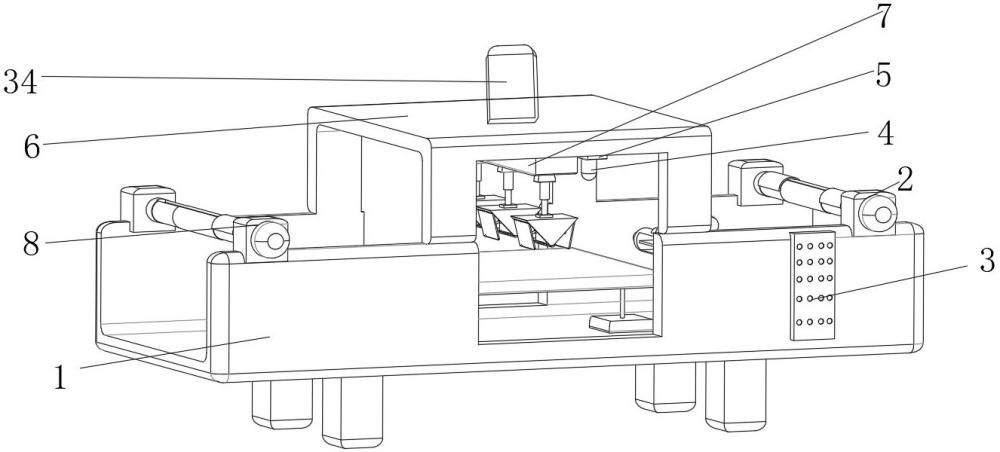
4、为实现以上目的,本发明通过以下技术方案予以实现:一种数据自校正的铝箔加工张力控制设备,包括加工台和三角压头,所述加工台顶端的中部卡接有顶置架,所述加工台顶部的一侧安装有第一驱动电机,所述第一驱动电机的输出端传动连接有导向辊,所述导向辊外部的两侧均开设有转槽,所述转槽的外部卡接有弧板,所述弧板的形状为圆弧形,所述弧板和转槽相互适配,所述加工台顶部的另一侧卡接有第二驱动电机,所述第二驱动电机的端部传动连接有收卷辊,所述顶置架顶端的中部安装有主控制器。
5、优选的,所述加工台外部的正面和背面均安装有抽风机,所述抽风机内侧的顶部和底部均安装有吹风管。
6、优选的,所述加工台内的一侧安装有抚平辊,所述抚平辊的两端均连接有转轴,所述抚平辊的顶端安装有调节控制器,所述调节控制器的底端电性连接有微型气缸组,所述微型气缸组的底端卡接有压板,所述抚平辊内的底部植入有张力传感器。
7、优选的,所述加工台内的中部卡接有加热板层,所述加热板层的底部连接有加热控制器所述加热板层内的一侧安装有加热器,所述加热器和加热控制器之间电性连接,所述加热器的一侧电性连接有加热管,所述加热板层的顶部卡接有导热盖板。
8、优选的,所述顶置架内的顶部安装有升降控制器,所述升降控制器的底部电性连接有升降气缸。
9、优选的,所述升降气缸的底端连接有升降杆,所述升降杆的底端卡接有安装头,所述安装头的底端螺纹连接有弹簧缓冲柱,所述弹簧缓冲柱的底端连接有三角压头。
10、优选的,所述三角压头的底端套接有保护套,所述三角压头的外部的两侧均合页连接有抚平翻板,所述三角压头内的两侧均安装有收缩气缸组,所述收缩气缸组的端部卡接有连接块,所述连接块和抚平翻板之间相互卡接,所述抚平翻板的底部均安装有熨平滚轮。
11、优选的,所述顶置架内的顶部靠近升降控制器的一侧安装有传输器,所述传输器的底端电性连接有检测探头。
12、优选的,所述数据自校正的铝箔加工张力控制设备的工作流程如下:
13、sp1、第二驱动电机8通过带动收卷辊10进行转动来对铝箔进行卷收和拉伸,铝箔经过加工台卷收至收卷辊10外部;
14、sp2、铝箔经过抚平辊13,抚平辊13内的张力传感器对其进行检测,张力传感器将检测数据传输给主控制器34,张力传感器通过算法对经过的铝箔进行检测;
15、sp3、检测探头4对铝箔表面图像进行采集,采集图像反馈给主控制器34,主控制器34根据检测结果下达指令,升降控制器7通过升降气缸18控制底端的三角压头22对铝箔进行下压,下压的同时两侧的抚平翻板23通过熨平滚轮25对铝箔进行抚平;
16、sp4、加热板层9中的加热器17根据主控制器34下达的指令对加热管16进行加热,褶皱多加热温度高。
17、优选的,所述铝箔加工张力控制设备的系统由张力采集系统、图像采集系统、电机控制系统、金属压制控制系统、以及无线控制系统组成,所述张力采集系统重包含有张力传感器 、信号调理电路、数据采集卡以及微处理器,所述张力采集系统以 simatic cpu226plc 作为系统核心部件,所述张力传感器信号接入 plc 模块,其接口模块的通道设置为二线制,plc 通过 rs - 485 协议接口与 siemens m440 系列变频器进行通信,所述图像采集系统内包含预处理模组、特征提取模组、分析计算模组,所述金属压制控制系统由加载系统、升降控制系统以及摊平控制系统组成,所述无线控制系统由加热控制系统和无线传输模块组成。
18、有益效果:
19、本发明提供了一种数据自校正的铝箔加工张力控制系统及设备。具备以下有益效果:
20、1、本发明通过导向辊、收卷辊及张力传感器的组合,实现了对铝箔加工过程中张力的精确控制。这种高精度的张力控制有助于确保铝箔的平整度和加工质量。
21、2、本发明的系统能够根据不同的铝箔厚度和加工需求,通过更换不同厚度的弧板来调整导向辊的外部体积,从而实现对铝箔的有效导向。同时,自校正机制能够自动调整控制参数,以适应加工过程中的各种变化。
22、3、本发明的通过抽风机和吹风管的组合,以及灰尘含量检测器的实时监测,系统能够在检测到铝箔表面灰尘超标时自动启动除尘功能,确保铝箔表面的清洁度,防止灰尘对后续加工和检测造成影响。
23、4、本发明的抚平辊及其配套的微型气缸组、压板等组件,能够对铝箔进行初步抚平处理,减少表面褶皱和皱纹。同时,三角压头及其抚平翻板进一步对铝箔进行压制和摊平,确保铝箔的表面平顺。
24、5、本发明的加热板层及其配套的加热器、加热管等组件,能够对铝箔进行加热处理,帮助消除表面褶皱和皱纹,通过调节加热温度,可以适应不同褶皱程度的铝箔加工需求。
25、6、本发明的检测探头和传输器的组合,能够实时采集铝箔表面的图像信息,并通过控制系统进行图像处理和分析。结合张力采集系统的数据,系统能够更加精准地识别出铝箔表面的褶皱皱纹范围,并据此调整加工参数和控制策略。
26、7、本发明的整个系统实现了从铝箔进料、张力控制、抚平处理、加热处理到收卷成卷的全程自动化操作,降低了人工干预的需求,提高了生产效率和加工质量。
- 还没有人留言评论。精彩留言会获得点赞!