一种锡烟尘密闭式自动输送系统及方法与流程
本发明涉及锡冶炼烟尘物料还原熔炼,更具体的说是涉及一种锡烟尘密闭式自动输送系统及方法。
背景技术:
1、锡冶炼烟尘主要为焙烧炉烟尘、顶吹炉烟尘、烟化炉烟尘。这些烟尘分别汇集后各自通过仓式泵输送至原料仓进行制粒,制粒后的烟尘跟其他物料配料后经皮带转运至顶吹炉工序,混料后进入顶吹炉还原熔炼。目前这些烟尘输送距离长,倒运次数多,耗费气体和电能,且制粒过程中需加水,而增加的水分,对熔炼过程是无用的、耗能的,但为了能有好的现场环境、减少机械尘,工艺补水无法避免。
2、因此,锡烟尘物料还原熔炼过程中,一方面,为了有好的作业环境、减少机械尘而增加额外的水,造成熔炼过程中消耗更多的燃料;一方面为了节能降耗,希望物料含水较低,两者间形成了矛盾。
3、基于以上分析,如何合理利用原料自身特点,减少能源消耗,最大化经济效益,成为了本领域亟需解决的问题,因此本发明提出一种锡烟尘密闭式自动输送系统及方法,一方面减少烟尘颗粒倒运次数,烟尘颗粒可直接入炉,另一方面减少水的加入,从而降低烟尘颗粒冶炼的生产成本,节约能耗,减少物料的循环消耗。
技术实现思路
1、有鉴于此,本发明提供了一种锡烟尘密闭式自动输送系统及方法,解决传统式锡烟尘倒运过程产生的粉体污染及流失的问题。
2、为了实现上述目的,本发明采用如下技术方案:
3、一种锡烟尘密闭式自动输送系统,采用plc控制系统进行自动控制,包括:
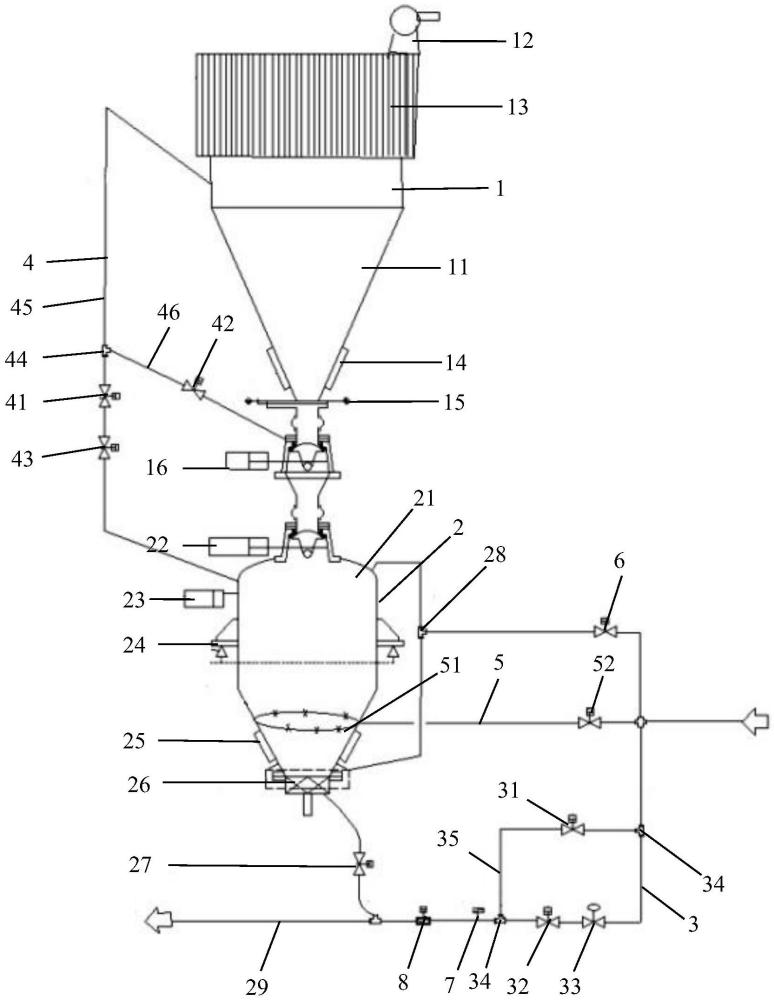
4、烟尘承接部,所述烟尘承接部包括烟尘仓,所述烟尘仓顶端和底端贯通分别形成烟尘入口和烟尘出口,所述烟尘入口承接生产设备产生的烟尘颗粒;
5、烟尘输送部,所述烟尘输送部包括送料罐,所述送料罐设在所述烟尘仓的下方且其顶端通过橡胶软管连通所述烟尘出口;所述送料罐底端通过空气输送管连通顶吹炉;
6、吹扫部,所述吹扫部包括吹扫管,其两端分别与所述空气输送管连通以向其输送方向的末端管道内腔吹入压缩空气;
7、泄压部,所述泄压部通过管路连通所述烟尘仓和所述送料罐的内腔以对其泄压;
8、硫化部,所述硫化部包括硫化管,其两端分别连通所述送料罐的内腔和外部设备以对所述送料罐内的烟尘颗粒进行硫化。
9、上述技术方案的有益效果是,自动输送系统利用plc控制系统进行初始数值的设定并执行自动控制作业,在烟尘输送前利用吹扫部对空气输送管进行吹扫,空气输送管内壁无烟尘颗粒附着后将烟尘仓内的烟尘颗粒输送至送料罐内,送料罐内的烟尘数量达到设计值后打开泄压部对烟尘仓和送料罐进行泄压,保持,之后通过硫化部对送料罐内的烟尘进行硫化防止烟尘颗粒在送料罐内凝结成块而无法进行输送,最后送料罐通过空气输送管将烟尘颗粒输送至顶吹炉内进行烟尘颗粒的还原熔炼。
10、优选的,所述泄压部位于所述烟尘仓和所述送料罐的外侧,包括气管、支气管、排气隔离阀、送料罐排气球阀和烟尘仓排气球阀;
11、所述气管的两端分别连通所述烟尘仓顶端内腔和所述送料罐顶端内腔;所述支气管的一端连通所述烟尘仓底端内腔,另一端通过第一三通管连通所述气管的内腔;
12、所述排气隔离阀和所述送料罐排气球阀自上而下依次固定在所述送料罐与所述第一三通管之间的所述气管上;所述烟尘仓排气球阀固定在所述支气管上。
13、上述技术方案的有益效果是,通过排气隔离阀、送料罐排气球阀和烟尘仓排气球阀的相互配合,在烟尘仓内的烟尘颗粒进入送料罐后可以保持烟尘仓与送料罐内腔之间的压力平衡,避免产生压力差而影响烟尘的输送效果。
14、优选的,所述送料罐底端内壁转动连接有螺旋下料机;所述螺旋下料机的出料口通过位于所述送料罐外侧的输送支管连通所述送料罐的内腔,所述输送支管通过第二三通管与所述空气输送管的一端连通,所述空气输送管的另一端连通顶吹炉;所述空气输送管靠近所述第二三通管的管道上固定有空气输送控制阀。
15、上述技术方案的有益效果是,利用螺旋下料机实现送料罐内烟尘颗粒的输送,通过空气输送控制阀控制空气输送管与送料罐之间烟尘颗粒物料流通通路的开闭。
16、优选的,所述吹扫部还包括第一吹扫阀、空气流量调节阀和第二吹扫阀;
17、所述吹扫管的两端均通过第三三通管连通所述空气输送管的管道;
18、所述第一吹扫阀固定在所述吹扫管上,所述空气流量调节阀和所述第二吹扫阀沿烟尘输送方向依次固定在两个所述第三三通管之间的所述空气输送管上。
19、上述技术方案的有益效果是,吹扫管可以引入压缩空气对烟气输送管的内壁进行吹扫,通过第一吹扫阀和第二吹扫阀可以调节压缩空气的输入量,通过空气流量调节阀进行压缩空气流量的监控。
20、优选的,所述吹扫管与所述顶吹炉之间的所述空气输送管沿其输送方向依次固定有压力检测仪和流量检测仪;
21、所述流量检测仪与所述顶吹炉之间的所述空气输送管的管道通过第四三通管和橡胶连接管连通所述送料罐的底端,所述橡胶连接管上固定有送料出口控制阀。
22、上述技术方案的有益效果是,压力检测仪能够检测空气输送管内的管道压力,流量检测仪能够检测空气输送管内烟尘颗粒的输送流量,送料出口控制阀能够控制送料罐出口的开闭。
23、优选的,所述硫化部包括硫化环和硫化控制阀;所述硫化环的外壁固定在所述送料罐的内壁,所述硫化环通过硫化管和四通管与所述空气输送控制阀和所述吹扫管之间的所述空气输送管连通,所述四通管连通外部压缩空气输入设备或硫化设备。
24、上述技术方案的有益效果是,四通管的三个管口分别连通空气输送管和硫化管,一个管口连接外部设备用于吹入压缩空气;当烟尘颗粒进入到送料罐内后,打开硫阀和空气输送控制阀,压缩空气通过四通管沿空气输送管进入送料罐内,同时硫化介质可以通过硫化管进入硫化环从而对送料罐内的烟尘颗粒进行硫化防止其结块;打开送料出口控制阀,压缩空气可以将送料罐内的烟尘颗粒吹入顶吹炉内。
25、优选的,所述烟尘仓底端设有烟尘出口圆顶阀,所述送料罐顶端设有送料入口圆顶阀,所述烟尘出口圆顶阀与所述送料入口圆顶阀的阀口之间通过橡胶软管连通。
26、上述技术方案的有益效果是,打开烟尘出口圆顶阀能够使烟尘仓内的烟尘颗粒自由落体进入橡胶软管内,打开送料入口圆顶阀,橡胶管内的烟尘颗粒自由落体进入到送料罐中。
27、优选的,所述烟尘仓与所述送料罐整体均呈锥形;
28、所述烟尘仓顶端外周套设有布袋收尘器,所述布袋收尘器的顶端固定有引风机;所述烟尘仓底端外壁固定有烟尘振动器且其底端端面固定有过滤网;
29、所述送料罐顶端外壁固定有高料位开关,且其底端外壁固定有送料振动器。
30、上述技术方案的有益效果是,布袋收尘器可以收集生产设备直接产生的烟尘或生产设备通过烟道输送的烟尘,引风机能够提高烟尘进入烟尘仓内的效率;烟尘振动器产生振动效果防止烟尘颗粒附着在烟尘仓的内壁;过滤网能够对烟尘内的杂质进行过滤,保证烟尘颗粒物料的纯度;
31、高料位开关能够控制进去送料罐内烟尘颗粒的数量,防止烟尘仓爆仓;送料振动器产生振动防止烟尘颗粒附着在烟尘仓内壁。
32、优选的,或所述送料罐顶端外壁固定有称重仪。
33、上述技术方案的有益效果是,可以利用称重仪代替高料位开关,通常称重的方式确定送料罐内烟尘颗粒的数量。
34、本发明还提供了一种锡烟尘密闭式自动输送方法,采用上述技术方案中的锡烟尘密闭式自动输送系统进行烟尘还原熔炼,包括以下步骤:
35、s1、所述plc控制系统进行数值设定并执行自动控制;
36、根据实际情况,结合现场数据,首先进行管道吹扫时间、输送量、送料罐满罐重量、送料罐空罐重量、空气输送管高限压力等数值设定,并将装置的控制模式投入自动,系统根据冶炼情况进入一键启动状态;
37、s2、所述吹扫部开启并对所述空气输送管的内腔进行吹扫;
38、打开第一吹扫阀和第二吹扫阀对空气输送管末端的管道内壁进行吹扫;
39、s3、所述烟尘仓承接的烟尘进入所述送料罐;
40、打开烟尘出口圆顶阀和送料入口圆顶阀,烟尘仓内的烟尘颗粒进入送料罐内;
41、s4、所述泄压部启动进行泄压;
42、根据压力值选择打开或关闭排气隔离阀、烟尘仓排气球阀和送料罐排气球阀;
43、s5、所述硫化部启动并对所述送料罐内的烟尘颗粒进行硫化;所述烟尘输送部将硫化后的烟尘颗粒输送至顶吹炉内进行还原熔炼。
44、打开空气输送控制阀和硫化阀,同时螺旋下料机启动,开启送料出口控制阀,压缩空气通过空气输送管进入送料罐内将烟尘颗粒通过橡胶连接管和空气输送管的输送末端吹入顶吹炉进行还原熔炼。
45、经由上述的技术方案可知,与现有技术相比,本发明公开提供了一种锡烟尘密闭式自动输送系统及方法,打开空气输送控制阀和硫化阀,同时螺旋下料机启动,开启送料出口控制阀,压缩空气通过空气输送管进入送料罐内将烟尘颗粒通过橡胶连接管和空气输送管的输送末端吹入顶吹炉进行还原熔炼,系统根据顶吹炉粗锡冶炼情况进行自动输送系统启动;启动过程各个执行系统根据设定条件进行执行,整个过程实现了一键化自动控制,大大减少了人工干预,提高了生产效率,在全球粗锡冶炼行业彰显工艺控制亮点。
- 还没有人留言评论。精彩留言会获得点赞!