一种铁路货运的货物智能装卸方法与流程
本发明涉及智能物流成套装卸领域,具体涉及一种铁路货运的货物智能装卸方法。相较于铁路货运传统的机械化装卸方法,该方法更加智能和高效,可以实现从仓库到火车车厢或者从火车车厢到仓库装卸过程的的无人化和高效化。
背景技术:
1、我国物流行业中,公路货运占大部分的比重。但是近年来,中国铁路货运取得了显著进步,2023年中国铁路货运量达到了50.1亿吨,稳居世界首位。因此,未来铁路货运在整个物流行业中占比有望增大。为了让铁路货运在物流行业中有足够的竞争力,提升其装卸效率非常关键。目前,铁路货运装卸环节大多采用机械化装卸方式进行,机械化方法主要使用叉车、吊车、传送带等设备,但这些设备不便在火车车厢内进行装卸作业,车厢内还需要人工装卸才能完成整个装卸过程。
2、因此,铁路货运需要一种能够实现从仓库到火车车厢装卸过程的无人化方法,不仅可以降低人工成本,还可以显著提高铁路货运装卸效率。
技术实现思路
1、为解决现有技术的不足,本发明涉及一种铁路货运的货物智能装卸方法,该方法可以与铁路运输管理信息系统对接,实时获取铁路货运计划,根据铁路货运计划制定好装卸货物计划;具有路径规划能力,并且采用机器人系统集成技术,实现货物装卸过程的全自动化。上述方案大大提高了铁路货运的装卸效率。
2、所述装卸方法基于全方位轮式智能装卸机器人,主要包括全方位轮式智能行走平台、拖送机构、夹紧机构、升降装置、前视觉前雷达后视觉后雷达系统、作业平台、组合式输送线和中控系统。
3、进一步的方案是,所述拖送机构由旋转门架、装卸底板、伸缩杆、连接杆、滑槽杆、拖送板和液压缸组成。所述拖送机构通过旋转门架与全方位轮式智能行走平台连接,所述装卸底板固定在旋转门架下端,伸缩杆a端与滑槽杆e连接,伸缩杆b端通过连接杆固定在旋转门架下方,伸缩杆c端与滑槽杆f连接,伸缩杆d端通过连接杆固定在拖送板上,所述各伸缩杆之间通过剪叉式构成连接,由于a端和d端可以在滑槽内活动,所以伸缩杆可以进行往复伸缩运动。连接杆上安装有液压缸,中控系统控制液压缸往前运动时,伸缩杆往前伸,进而带动拖送板把货物推出去;中控系统控制液压缸往后运动时,伸缩杆往后缩,进而带动拖送板把货物拖回来。
4、进一步的方案是,拖送板内侧置有夹紧机构,所述夹紧机构由气缸、滑动横梁、滑动导轨和三个可调节式夹爪组成。滑动横梁与气缸连接,可在滑动导轨内进行一定范围的滑动,三个可调节式夹爪平均地固定在滑动横梁上,当中控系统控制气缸往下运动或者往上运动时,三个可调节式夹爪也随之往下运动或者往上运动。
5、进一步的方案是,所述升降装置由制动机构、升降台、液压缸、升降板、装卸底板、若干低重心脚轮和若干滚轮组成;所述装卸底板固定在智能行走平台门架下端,装卸底板下方设有若干滚轮,在装卸货物的过程中,可减少装卸地板与地面之间的摩擦,方便对货物进行装卸。装卸底板内侧滑动槽设有若干低重心脚轮,低重心脚轮可在滑动槽内进行滑动。所述升降板置于若干低重心脚轮上,当低重心脚轮在滑动槽内滑动时,升降板可以进行升降运动。所述制动机构置于智能行走平台门架底部,在装卸货物的过程中能够使升降台停止运动,所述升降台通过双头螺柱与升降板连接。
6、该方法具体实施步骤如下。
7、s1:中控系统与铁路运输管理信息系统对接,获取铁路货运所需求的装卸时间和货物量,然后通过内置的算法算出装卸货物的装卸速度。
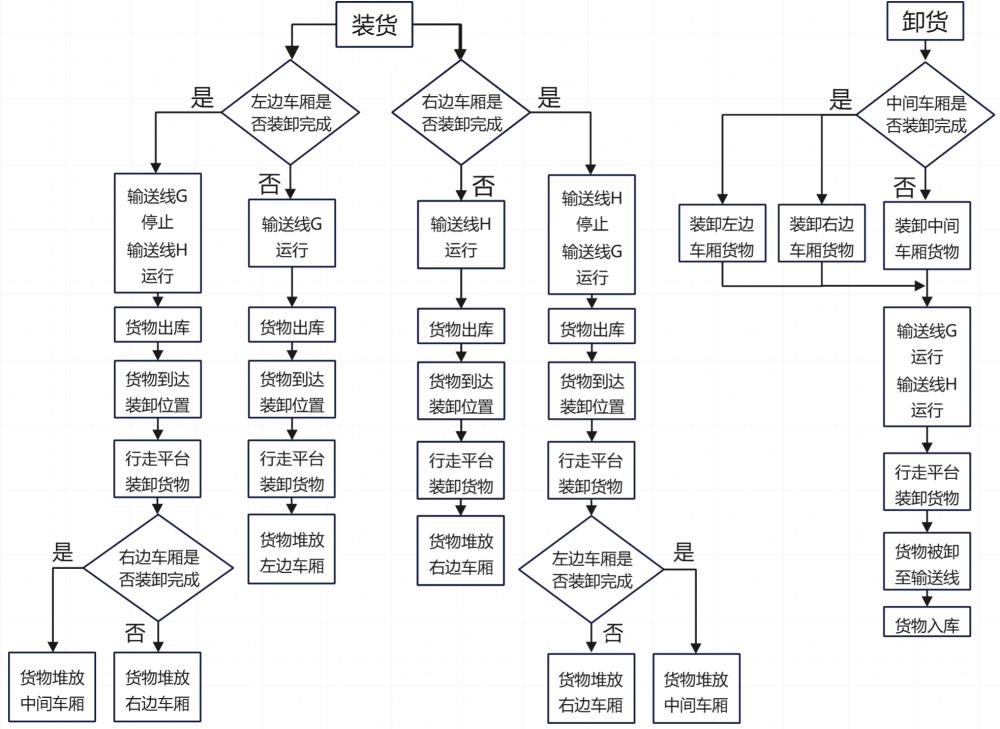
8、s2:中控系统控制左边输送线g先开始运行,输送线g以相应的速度将仓库内的货物间隔性地运输进来,在仓库与输送线对接的地方,设有扫描二维码传感器,识别到货物上的二维码后,将信息发送给中控系统,表明货物已经出库,智能行走平台快速驶向输送线g旁,准备进行作业。
9、s3:当一托货物快要接近拖送机构拖送板时,智能行走平台通过前视觉前雷达精准识别货物软托盘位置,然后中控系统根据编写的装货程序1,控制拖送机构往前伸至最前方,此时夹紧机构气缸推动三个可调节式夹爪向下运动至软托盘可夹取部位,随后夹爪夹紧软托盘。
10、s4:中控系统控制拖送机构往回运动,进而将整托货物拖到装卸底板上。
11、s5:随后中控系统控制底部舵轮往车厢方向同步旋转90°,前视觉前雷达也往车厢方向旋转90°,观测车厢内部环境并确定行驶路线,然后智能行走平台蟹式行驶至中间车厢ⅲ。
12、s6:中控系统控制底部舵轮往回旋转90°,前视觉前雷达也往回旋转90°,观测左边车厢ⅰ环境,通过前视觉前雷达识别货物堆放位置,随后智能行走平台行驶至货物堆放位置附近,中控系统根据编写的卸货程序1,控制拖送机构缓缓伸出,将货物卸至堆放位置后,夹爪松开,气缸控制夹爪上移至初始位置,此时软托盘与可调节式夹爪分离,完成货物的装卸。
13、s7:智能行走平台往回行驶至中间车厢ⅲ,中控系统控制底部舵轮往仓库方向旋转90°,前视觉前雷达往仓库方向旋转90°,观测驶出方向并确定驶出路线,蟹式驶出,接着进行下一托货物的装卸。
14、s8:重复上述装卸步骤,智能行走平台继续将货物装卸至左边车厢ⅰ,当火车左边车厢ⅰ货物堆满后,中控系统发出信号,使左边输送线g停止运行,同时使右边输送线h开始运行。
15、s9:输送线h以相应的速度运输货物,当右边输送线h货物快要接近车厢时,智能行走平台开始装卸货物,装卸步骤同上述s1至s7,直至右边车厢ⅱ货物堆满。
16、s10:当火车右边车厢ⅱ货物堆满后,智能行走平台将货物堆放至中间车厢ⅲ。
17、s11:当中间车厢ⅲ货物堆满后,中控系统使输送线h停止运行,向铁路运输管理信息系统发送信号,待下一节车厢驶至装卸位置时,智能行走平台进行下一节车厢的货物装卸。
18、进一步的方案是,智能行走平台除了可以装卸软托盘承载式货物,亦可以装卸硬托盘承载式货物。具体实施步骤如下:智能行走平台快速驶向输送线旁,当货物快要接近升降装置时,前视觉前雷达精准识别硬托盘下方插槽位置,中控系统根据编写的装货程序2,将升降装置伸进硬托盘下方插槽中,此时升降板位置高度低于硬托盘下方插槽高度,中控系统根据预设的装货程序,驱动液压缸往后运动,当装卸底板滑动槽中的若干低重心脚轮滑到滑动槽的最上方时,液压缸停止运动,升降板处于最高位置,将硬托盘与整托货物脱离地面,智能行走平台完成货物托起,此时为了防止因货物的自重使货物回遛,中控系统控制制动机构夹紧升降台和升降板,进而可以有效防止货物回遛,保障货物装卸过程的安全;
19、当智能行走平台准备卸载货物时,中控系统控制制动机构松开,然后根据编写的卸货程序2,驱动液压缸往前运动,当若干低重心脚轮滑动至滑动槽最低处时,液压缸停止运动,升降板下降至最低位置,此时升降板与硬托盘、整托货物分离,硬托盘底面与地面接触,智能行走平台完成货物的装卸,缓缓驶出车厢。其中智能行走平台驶进车厢方法和驶出车厢方法同上述软托盘承载式货物装卸过程。
20、进一步的方案是,智能行走平台亦可以先装卸右边车厢ⅱ货物、再装卸左边车厢ⅰ货物,最后装卸中间车厢ⅲ货物,具体实施步骤同上述软(硬)托盘式货物装卸方法。
21、进一步的方案是,全方位轮式智能装卸机器人亦可以使输送线g和输送线h往仓库方向运行,将火车车厢货物装卸至内部仓库,具体实施步骤如下。
22、s1:中控系统与铁路运输管理信息系统对接,获取铁路货运所需求的装卸时间和货物量,然后通过内置的算法算出装卸货物的装卸速度。
23、s2:中控系统控制输送线g和输送线h同时运行,输送线以相应的速度向仓库方向输送。
24、s3:智能行走平台先将车厢中间货物拖出,放置在左边输送线g上,输送线g将其运输至仓库。
25、s4:第一托货物被装卸完毕后,智能行走平台将第二托货物拖出放置在右边输送线h上进行输送,接着将第三托货物放置在左边输送线g上,后面装卸步骤同上述左右交替方案进行,使装卸效率提升一倍。货物经过仓库入口时,二维码传感器扫描到货物上的二维码后,将信息发送给中控系统,表明货物已经入库;
26、s5:当中间车厢ⅲ货物被装卸完毕时,智能行走平台再装卸左边车厢ⅰ货物或者右边车厢ⅱ货物,当这一节车厢货物被装卸完毕时,中控系统使输送线停止运行,并向铁路运输管理信息系统发送信号,待下一节车厢驶至装卸位置时,智能行走平台进行下一节车厢的货物装卸。
27、进一步的方案是,装卸方法中,中控系统包括中央处理单元、控制器、存储器、集成电路和人机交互界面等,其中中央处理单元负责接收和处理来自前视觉前雷达后视觉后雷达系统和各个传感器的数据,可以向各执行机构发送控制指令,用于协调各个机构之间正常工作;控制器用于连接各个执行机构,可对其进行编写程序和算法,实现自动化控制,且控制器可以实时监测各执行机构运行状态,一旦发现异常,立即向中央处理单元发送故障信号,使智能行走平台停车,等待维修人员维修;存储器存放中控系统所需的设置、配置、运行程序和算法;集成电路可以处理和转化各种信号,确保信号在中控系统中能够正确传输。智能行走平台主体侧边设有人机交互界面,可以实时显示智能行走平台的工作状态,并且可以进行简单地人工操作。
28、进一步的方案是,软托盘承载式货物装卸方法中步骤1和步骤8的输送线位于车厢装货口的两边,输送线由多段可拆卸式的皮带输送或辊式输送单元快速插接而成,其总长度可以根据实际情况进行调整,放置位置也可以根据仓库与火车车厢之间的布局灵活调整,且每段输送单元都配有独立的电机,可以独立运行,此方法增强了机器人系统对不同装卸需求的适应性。
29、进一步的方案是,软托盘承载式货物装卸方法中步骤2、步骤4、步骤5和步骤6中的前视觉前雷达置于智能行走平台旋转门架上,且旋转门架上置有照明灯,在阴暗的环境下为前视觉照亮环境,前视觉为高清摄像头,内置图像处理算法,可以识别货物软托盘、硬托盘、车厢内部环境状况以及各种障碍物,前雷达作用是实时检测货物软托盘、硬托盘、货物堆放位置与智能行走平台之间的距离,前视觉前雷达与照明灯互相协调,将收集到的信息实时发送给中控系统,以实现精确作业。
30、进一步的方案是,软托盘承载式货物装卸方法中步骤4、步骤5和步骤6中的舵轮由转向机构和行走机构组成,且每个舵轮都被独立控制。行走机构驱动通过行走电机驱动包胶轮旋转,使智能行走平台前进或后退,转向机构通过转向齿轮使舵轮进行360°旋转,可以实现智能行走平台的横移、斜移、原地转向等功能,从而可以使智能行走平台在火车车厢内进行灵活作业,大大提高装卸效率。
31、进一步的方案是,作业平台由若干相同大小的四方台架拼接而成,其总长度可以根据实际情况进行调整且拆装方便,放置位置也可以根据仓库与火车车厢之间的布局灵活调整。此方法增强了机器人系统对不同装卸需求的适应性。作业平台平面与输送线输送面、火车车厢内部底面平齐,作业平台供智能行走平台作业。
32、进一步的方案是,智能行走平台还包括后视觉后雷达,后视觉采用全景扫描技术,可以实时监测智能行走平台作业周边环境,保障智能行走平台作业过程中的安全。
33、进一步的方案是,中控系统通过物联网技术与铁路运输管理信息系统对接,从而中控系统能够获取铁路运输计划,例如什么时间开始装卸、什么时间装卸完成、装卸多少货物量等。然后通过内置的算法算出装卸货物的时间,控制并协调好输送线输送速度和智能行走平台的行驶速度,从而使智能行走平台在相应的时间内装卸完铁路货运所需求的货物量。
34、通过这些技术方案,该方法实现了从仓库到火车车厢或者从火车车厢到仓库装卸环节的无人化,提升了铁路货运装卸环节的装卸效率,随着未来铁路货运在整个物流行业中占比越来越大,该方法具有广阔的应用前景。
35、本发明的有益效果:本发明根据不同的装卸工况制定相应的路径规划。例如在从仓库到火车车厢的货物装卸时,输送货物采用“单条输送线输送”的输送方案,装卸货物时采用“先装卸车厢两边后装卸车厢中间”的装卸方案;在从火车车厢到仓库的货物装卸时,输送货物采用“两条输送线输送”的输送方案,装卸货物时采用“先装卸车厢中间后装卸车厢两边”的装卸方案,该方法根据不同的装卸工况制定相应的路径规划,使铁路货运的装卸效率得到提高。
36、本发明采用机器人系统集成技术,搭载控制器、存储器、集成电路、传感器以及视觉雷达系统,对组合式输送线以及各个执行机构进行自动控制,使智能行走平台可以在狭小空间内灵活地作业,实现了从仓库到火车车厢或者从火车车厢到仓库装卸环节的无人化,大大提高了铁路货运的装卸效率。
37、本发明通过物联网技术将机器人系统与铁路运输管理信息系统相对接,使机器人系统能够实时获取铁路货运计划,从而机器人系统根据铁路货运计划制定相应的装卸计划,提高铁路货运的装卸效率和准确性。
- 还没有人留言评论。精彩留言会获得点赞!