卫星复杂桁架零件装配关系引导标记自动粘贴系统及方法与流程
本发明属于卫星桁架装配,具体地,涉及一种卫星复杂桁架零件装配关系引导标记自动粘贴系统及方法。
背景技术:
1、桁架结构是卫星中常用的结构形式,主要由碳纤维杆件和多通接头装配而成,具有轻质高刚、形式多样、设计灵活等优点,在国内外卫星结构中得到了广泛应用,如keyhole卫星、lacrosse卫星都使用了碳纤维桁架结构。随着高分辨、高灵敏空间相机、卫星天线等有效载荷不断发展,卫星桁架结构呈现大型化、复杂化的趋势,包络尺寸超过3000mm,拓扑构型呈现空间非对称、杆系全闭合,杆件、接头等零件数量多达上百个,保证一次性装配成功的难度越来越大。
2、目前,主要通过人工对比三维模型进行桁架零件区分辨认,然后完成装配关系引导标记的粘贴。由于桁架零件数量多、部分零件相似程度高,引导标记的粘贴工作量大且存在误判风险,可能导致复杂桁架结构装配错误。专利文献《一种基于增强现实的装配引导方法、系统及应用》(cn112734945a)公开的一种基于零件的三维边缘轮廓特征信息进行装配引导的方法和系统,但其通过相机识别直接以轮廓信息作为引导信息,并没有对引导信息的标记方法进行改进。
3、因此,需要一种能够自动粘贴卫星复杂桁架零件装配关系引导标记的方法,实现引导标记粘贴过程的自动化操作,提升卫星桁架研制效率和数字化水平,为保证卫星复杂桁架的一次性装配成功提供支撑。
技术实现思路
1、针对现有技术中的缺陷,本发明的目的是提供一种卫星复杂桁架零件装配关系引导标记自动粘贴系统及方法。
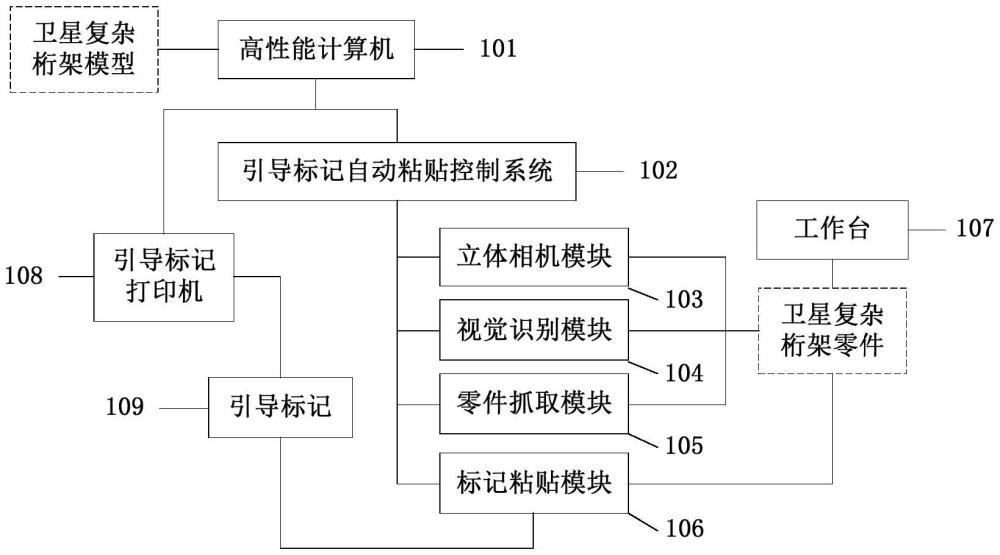
2、根据本发明提供的卫星复杂桁架零件装配关系引导标记自动粘贴系统,包括:高性能计算机101、引导标记自动粘贴控制系统102、立体相机模块103、视觉识别模块104、零件抓取模块105、标记粘贴模块106、工作台107、引导标记打印机108和引导标记109。
3、高性能计算机根据卫星复杂桁架三维模型信息和装配工艺信息对装配关系进行分析,生成所有m个零件的装配关系引导标记信息,建立零件装配关系引导标记数据库;
4、遍历所有m个零件,立体相机模块拍摄零件i(i=1、2、…、m)获得点云数据,高性能计算机分析计算点云数据定位零件i获得定位信息;
5、零件抓取模块根据定位信息抓取零件i到视觉识别模块的视场范围内;
6、视觉识别模块对零件i进行多视角成像,获得零件i的多幅图像;
7、高性能计算机根据多幅图像检测零件标签,计算标签位姿并判断遮挡;
8、零件抓取模块根据标签位姿调整零件i的位姿到位;
9、视觉识别模块对零件i的标签进行成像,获得标签图像;
10、高性能计算机对标签图像进行处理,识别标签图像内容,在零件装配关系引导标记数据库中检索对应的装配关系引导标记信息;
11、遍历零件i的所有引导标记,根据装配关系引导标记信息,引导标记打印机打印引导标记j;
12、其中,j=1、2、…、n,n表示零件i的引导标记数量;
13、标记粘贴模块拾取引导标记j;
14、高性能计算机根据零件i和引导标记j的位姿规划粘贴路径并判断路径解;
15、标记粘贴模块在零件i的指定位置粘贴引导标记j,判断任务进程,结束粘贴。
16、优选地,所述高性能计算机通过sgbm立体匹配算法分析计算点云数据和标签位姿,采用yolo目标检测算法检测零件标签,利用光学字符识别算法识别标签图像内容,采用快速探索随机树算法规划粘贴路径。
17、所述多视角成像的视角不少于4个,所获得零件i的多幅图像不少于4幅。
18、所述判断遮挡为判断零件i的标签是否被遮挡,若是,则零件抓取模块放下零件i并重新定位零件i改变抓取位置,若否,则零件抓取模块调整零件i的位姿到位。
19、所述调整零件i的位姿到位为使零件标签中心处的法向量与视觉识别模块的相机镜头的光轴重合,且在视觉识别模块的景深范围内。
20、所述标记粘贴模块通过真空吸附拾取引导标记,通过柔性加压方式粘贴引导标记。
21、所述判断路径解为判断粘贴路径是否有解,若是,则标记粘贴模块调整引导标记j的位姿,若否,则零件抓取模块调整零件i的位姿重新规划粘贴路径。
22、所述判断任务进程为判断零件i的所有引导标记是否遍历完毕,若否,则令a=j,j=a+1,引导标记打印机继续打印下一个引导标记j,若是,则判断桁架所有零件是否遍历完毕,若是,则结束粘贴,若否,则令a=i,i=a+1,高性能计算机继续定位下一个零件i。
23、优选地,所述高性能计算机包括主机、显示器、键盘和鼠标,主机分别与显示器、键盘、鼠标电连接。
24、所述引导标记自动粘贴控制系统与高性能计算机电连接,包括立体相机模块控制回路、视觉识别模块控制回路、零件抓取模块控制回路、标记粘贴模块控制回路,分别与立体相机模块、视觉识别模块、零件抓取模块、标记粘贴模块电连接。
25、所述立体相机模块包括图像传感器、镜头、激光器和激光振镜。
26、所述视觉识别模块包括工业相机、相机镜头、照明光源和安装支架。
27、所述零件抓取模块包括抓取工业机械臂和抓取末端执行器。
28、所述标记粘贴模块包括粘贴工业机械臂和粘贴末端执行器。
29、所述工作台为零件抓取模块和标记粘贴模块提供操作空间。
30、优选地,所述主机的处理器主频不低于3.0ghz,内存不小于32gb,独立显卡显存不小于16gb,硬盘不小于1t。
31、所述显示器尺寸不小于27英寸。
32、所述图像传感器用于产生数字图像,分辨率不低于1000万像素,数量不少于2个。
33、所述镜头用于变换光线,视场角不小于50°,数量与图像传感器数量保持一致。
34、所述激光器用于产生线激光,线激光数量不少于7条。
35、所述激光振镜用于使线激光在被测物表面进行扫描,扫描频率不低于1hz。
36、所述工业相机用于产生数字图像,分辨率不低于1000万像素,数量不少于4个。
37、所述相机镜头用于变换光线,视场角不小于40°,数量与工业相机数量保持一致。
38、所述照明光源为白色led光源,用于照亮目标。
39、所述安装支架用于固定工业相机。
40、所述抓取工业机械臂为六自由度串联式工业机械臂,负载不小于10kg,用于调整被抓取零件的位置和姿态。
41、所述抓取末端执行器最大抓取直径不小于φ100mm,最大抓取质量不小于6kg,用于抓取桁架零件。
42、所述粘贴工业机械臂为六自由度串联式工业机械臂,负载不小于5kg,用于调整引导标记的位置和姿态。
43、所述粘贴末端执行器用于拾取和粘贴引导标记。
44、优选地,所述高性能计算机用于进行卫星复杂桁架零件装配关系引导标记自动粘贴过程的设置、管理和分析。
45、所述引导标记自动粘贴控制系统用于控制立体相机模块、视觉识别模块、零件抓取模块、标记粘贴模块,实现成像控制、抓取控制和粘贴控制。
46、所述立体相机模块用于对零件进行激光扫描和多视角成像。
47、所述视觉识别模块用于对零件及其标签进行成像。
48、所述零件抓取模块用于对零件进行抓取和位姿调整。
49、所述标记粘贴模块用于对引导标记进行拾取、位姿调整和粘贴。
50、所述工作台用于摆放桁架零件、高性能计算机和引导标记打印机,安装立体相机模块、视觉识别模块、零件抓取模块和标记粘贴模块。
51、所述引导标记打印机用于打印可以粘贴的装配关系引导标记。
52、所述引导标记用于展示装配关系引导信息。
53、根据本发明提供的一种卫星复杂桁架零件装配关系引导标记自动粘贴方法,包括:
54、步骤s1:在高性能计算机中根据卫星复杂桁架三维模型信息和装配工艺信息对装配关系进行分析;
55、步骤s2:令高性能计算机生成所有m个零件的装配关系引导标记信息,建立零件装配关系引导标记数据库,遍历所有m个零件;
56、步骤s3:令立体相机模块拍摄零件i(i=1、2、…、m)获得点云数据,高性能计算机分析计算点云数据定位零件i获得定位信息;
57、步骤s4:令零件抓取模块根据定位信息抓取零件i到视觉识别模块的视场范围内;
58、步骤s5:令视觉识别模块对零件i进行多视角成像,获得零件i的多幅图像;
59、步骤s6:令高性能计算机根据多幅图像检测零件标签,计算标签位姿;
60、步骤s7:令高性能计算机判断遮挡;
61、步骤s8:令零件抓取模块根据标签位姿调整零件i的位姿到位;
62、步骤s9:令视觉识别模块对零件i的标签进行成像,获得标签图像;
63、步骤s10:在高性能计算机中对标签图像进行处理,识别标签图像内容;
64、步骤s11:令高性能计算机在零件装配关系引导标记数据库中检索对应的装配关系引导标记信息;
65、步骤s12:令遍历零件i的所有引导标记,引导标记打印机根据装配关系引导标记信息打印引导标记j;
66、其中,j=1、2、…、n,n表示零件i的引导标记数量;
67、步骤s13:令标记粘贴模块拾取引导标记j;
68、步骤s14:令高性能计算机根据零件i和引导标记j的位姿规划粘贴路径并判断路径解;
69、步骤s15:令标记粘贴模块在零件i的指定位置粘贴引导标记j;
70、步骤s16:判断任务进程,结束粘贴。
71、优选地,所述高性能计算机通过sgbm立体匹配算法分析计算点云数据和标签位姿,采用yolo目标检测算法检测零件标签,利用光学字符识别算法识别标签图像内容,采用快速探索随机树算法规划粘贴路径。
72、所述标记粘贴模块通过真空吸附拾取引导标记,通过柔性加压方式粘贴引导标记。
73、所述步骤s5中多视角成像的视角不少于4个,所获得零件i的多幅图像不少于4幅。
74、所述步骤s7中判断零件i的标签是否被遮挡,若是,则零件抓取模块放下零件i并执行步骤s3,若否,则执行步骤s8。
75、所述步骤s8中零件抓取模块使零件标签中心处的法向量与视觉识别模块的相机镜头的光轴重合,且在视觉识别模块的景深范围内。
76、所述步骤s14中判断粘贴路径是否有解,若是,则执行步骤s15,若否,则零件抓取模块调整零件i的位姿,执行步骤s14重新规划粘贴路径。
77、所述步骤s16中判断零件i的所有引导标记是否遍历完毕,若否,则令a=j,j=a+1,执行步骤s12,若是,则判断桁架所有零件是否遍历完毕;
78、判断桁架所有零件是否遍历完毕,若是,则结束粘贴,若否,则令a=i,i=a+1,执行步骤s3。
79、优选地,所述高性能计算机包括主机、显示器、键盘和鼠标,主机分别与显示器、键盘、鼠标电连接。
80、所述引导标记自动粘贴控制系统与高性能计算机电连接,包括立体相机模块控制回路、视觉识别模块控制回路、零件抓取模块控制回路、标记粘贴模块控制回路,分别与立体相机模块、视觉识别模块、零件抓取模块、标记粘贴模块电连接。
81、所述立体相机模块包括图像传感器、镜头、激光器和激光振镜。
82、所述视觉识别模块包括工业相机、相机镜头、照明光源和安装支架。
83、所述零件抓取模块包括抓取工业机械臂和抓取末端执行器。
84、所述标记粘贴模块包括粘贴工业机械臂和粘贴末端执行器。
85、所述工作台为零件抓取模块和标记粘贴模块提供操作空间。
86、优选地,所述主机的处理器主频不低于3.0ghz,内存不小于32gb,独立显卡显存不小于16gb,硬盘不小于1t。
87、所述显示器尺寸不小于27英寸。
88、所述图像传感器用于产生数字图像,分辨率不低于1000万像素,数量不少于2个。
89、所述镜头用于变换光线,视场角不小于50°,数量与图像传感器数量保持一致。
90、所述激光器用于产生线激光,线激光数量不少于7条。
91、所述激光振镜用于使线激光在被测物表面进行扫描,扫描频率不低于1hz。
92、所述工业相机用于产生数字图像,分辨率不低于1000万像素,数量不少于4个。
93、所述相机镜头用于变换光线,视场角不小于40°,数量与工业相机数量保持一致。
94、所述照明光源为白色led光源,用于照亮目标。
95、所述安装支架用于固定工业相机。
96、所述抓取工业机械臂为六自由度串联式工业机械臂,负载不小于10kg,用于调整被抓取零件的位置和姿态。
97、所述抓取末端执行器最大抓取直径不小于φ100mm,最大抓取质量不小于6kg,用于抓取桁架零件。
98、所述粘贴工业机械臂为六自由度串联式工业机械臂,负载不小于5kg,用于调整引导标记的位置和姿态。
99、所述粘贴末端执行器用于拾取和粘贴引导标记。
100、优选地,所述高性能计算机用于进行卫星复杂桁架零件装配关系引导标记自动粘贴过程的设置、管理和分析。
101、所述引导标记自动粘贴控制系统用于控制立体相机模块、视觉识别模块、零件抓取模块、标记粘贴模块,实现成像控制、抓取控制和粘贴控制。
102、所述立体相机模块用于对零件进行激光扫描和多视角成像。
103、所述视觉识别模块用于对零件及其标签进行成像。
104、所述零件抓取模块用于对零件进行抓取和位姿调整。
105、所述标记粘贴模块用于对引导标记进行拾取、位姿调整和粘贴。
106、所述工作台用于摆放桁架零件、高性能计算机和引导标记打印机,安装立体相机模块、视觉识别模块、零件抓取模块和标记粘贴模块。
107、所述引导标记打印机用于打印可以粘贴的装配关系引导标记。
108、所述引导标记用于展示装配关系引导信息。
109、与现有技术相比,本发明具有如下的有益效果:
110、1、本发明能够自动分析复杂桁架装配关系并生成引导标记信息数据库,提升卫星桁架研制效率和数字化水平。
111、2、本发明能够自动抓取桁架零件调整位姿并进行识别、自动打印装配关系引导标记并在零件指定位置处粘贴,实现引导标记粘贴过程的自动化操作。
112、3、本发明相对于传统方法简化了工作量,同时降低引导标记粘贴的误判风险,为保证卫星复杂桁架的一次性装配成功提供支撑。
- 还没有人留言评论。精彩留言会获得点赞!