一种岩棉摆锤布棉设备的制作方法
本发明一般涉及岩棉生产,具体涉及一种岩棉摆锤布棉设备。
背景技术:
1、岩棉是以玄武岩、白玉石、矿渣、焦炭、下脚料、边角料、废棉残次品等为原材料,经过配比、融化、纤维化、成型等工艺制成。目前的岩棉生产线中,采用顺次加工方式制岩棉,并且,某个工艺中设备检修时需要全部停机处理,导致生产效率较低。因此,我们提出一种岩棉摆锤布棉设备,用以解决上述问题。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种提高生产效率的岩棉摆锤布棉设备。
2、本技术提供一种岩棉摆锤布棉设备,包括:
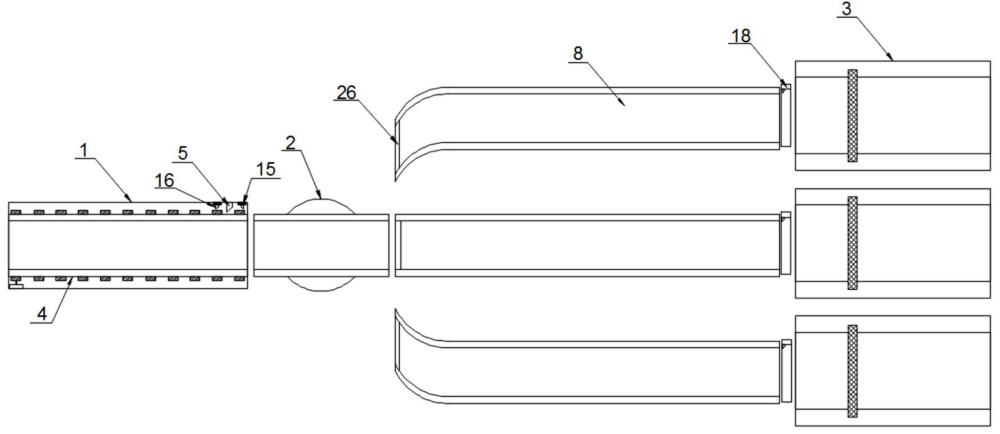
3、切割机构,所述切割机构具有配合使用的输送带和裁切组件;所述输送带用于承接并传送集棉设备输出的纤维化半成品;所述裁切组件具有主裁切件,其靠近所述输送带的输出端设置,所述主裁切件用于裁切所述纤维化半成品,得到多段子半成品;所述主裁切件的裁切方向与所述输送带的传送方向垂直设置;
4、转运机构,所述转运机构包括第一驱动结构、转运盘和多条转运通道;所述转运盘上设有接收通道,所述接收通道的输入端和所述输送带的输出端对应设置;所述第一驱动结构的驱动轴和所述转运盘底部相连接,所述第一驱动结构用于带动所述转运盘转动,使得所述接收通道的输出端和相应的所述转运通道对接,进而将所述接收通道上的子半成品输送至相应的转运通道上;
5、成型机构,所述成型机构的数量和所述转运通道的数量对应设置,所述成型机构和相应的所述转运通道的输出端相邻设置,所述成型机构用于承接所述子半成品,并对所述子半成品进行加工成型操作,从而得到半成型品。
6、根据本技术实施例提供的技术方案,还包括:第一控制单元,所述第一控制单元和所述成型机构、所述主裁切件通信连接;
7、所述第一控制单元包括:
8、厚度监测模块,所述厚度监测模块用于实时采集所述半成型品的实际厚度;
9、第一处理模块,所述第一处理模块用于接收所述厚度监测模块采集的实际厚度,并根据所述实际厚度和预设厚度,生成第一调整信息;
10、第一执行模块,所述第一执行模块用于根据所述第一调整信息,生成第一执行信号,并发送至所述主裁切件,控制所述主裁切件的落刀频率。
11、根据本技术实施例提供的技术方案,所述第一控制单元还包括:和所述第一处理模块通信连接的第一采集模块;
12、所述第一采集模块设置在所述输送带的输出端和所述接收通道的输入端之间,用于采集第一图像;
13、所述第一处理模块,还用于接收所述第一图像,并将所述第一图像输入至第一模型,得到分析结果;所述分析结果为边缘黏连或边缘未黏连;
14、所述第一执行模块和所述第一驱动结构通信连接,所述第一执行模块还用于当所述分析结果为边缘黏连时,生成第二执行信号,并同时发送至所述主裁切件、所述输送带和所述第一驱动结构,进而控制所述主裁切件、所述输送带和所述第一驱动结构处于待机状态。
15、根据本技术实施例提供的技术方案,所述裁切组件还包括和所述第一控制单元通信连接的辅助裁切结构,所述辅助裁切结构具有可移动的两个刀具,且两个所述刀具分别位于所述主裁切件的两侧;
16、所述第一处理模块,还用于当所述分析结果为边缘黏连时,识别所述第一图像中的黏连区域,并生成第三调整信息;
17、所述第一执行模块,还用于根据所述第三调整信息,生成第三执行信号,并发送至所述辅助裁切结构,进而调整两个所述刀具之间的间距,以切除所述黏连区域。
18、根据本技术实施例提供的技术方案,所述转运通道上设有调节结构,其与所述第一控制单元通信连接;
19、所述第一处理模块,还用于获取所述半成型品的均匀度,并且,当所述均匀度不符合预设条件时,生成第三调整信息;
20、所述第一执行模块,还用于根据所述第三调整信息,生成第四执行信号,并发送至所述调节结构,所述调节结构推动所述子半成品移动,进而调整所述转运通道上的子半成品的平整度。
21、根据本技术实施例提供的技术方案,所述成型机构和对应的所述转运通道之间还设有修剪结构;所述修剪结构和所述第一执行模块通信连接;
22、所述第一执行模块,用于当所述第一处理模块判断所述实际厚度和所述预设厚度之差大于预设差值范围的最大值时,将所述第一调整信息同时发送至所述主裁切件和所述修剪结构,增大所述主裁切件的落刀频率,从而裁切出预设长度的子半成品,并且,控制所述修剪结构剪掉超出预设长度的子半成品;
23、所述第一执行模块,还用于当所述第一处理模块判断所述实际厚度和所述预设厚度之差小于所述预设差值范围的最小值时,将所述第一调整信息同时发送至所述主裁切件,减小所述主裁切件的落刀频率,从而裁切出预设长度的子半成品。
24、根据本技术实施例提供的技术方案,所述转运通道和所述成型机构之间还设有备料仓,所述备料仓用于承接所述修剪结构剪掉的子半成品;
25、所述切割机构上还设有第二控制单元,其和所述主裁切件、所述备料仓通信连接;
26、所述第二控制单元包括:
27、第二处理模块,所述第二处理模块用于当判断所述实际厚度和所述预设厚度之差小于所述预设差值范围的最小值时,生成第二调整信息;
28、第二执行模块,用于根据所述第二调整信息,生成第二执行信号并获取所述主裁切件的工作状态;
29、第二执行模块,所述第二执行模块还用于当所述主裁切件的工作状态为正在裁切所述纤维化半成品时,将所述第二执行信号发送至所述备料仓,以使所述备料仓动作供给补料;当所述主裁切件的工作状态为未裁切所述纤维化半成品时,将所述第二执行信号发送至所述主裁切件,以使所述主裁切件动作供给补料。
30、根据本技术实施例提供的技术方案,还包括:第三控制单元,所述第三控制单元和所述成型机构通信连接;
31、所述第三控制单元包括:
32、第三处理模块,所述第三处理模块用于在所述半成型品的均匀度小于预设阈值时,生成预警信息;
33、第三执行模块,所述第三执行模块用于根据所述预警信息,生成第三执行信号,并发送至所述成型机构,以调整其加工幅度。
34、根据本技术实施例提供的技术方案,还包括:生产监测模块和可移动的调整板;所述调整板设置在所述转运通道的输入端和所述接收通道的输出端之间;所述生产监测模块设置在所述成型机构上,且所述生产监测模块、所述调整板分别和所述第三控制单元通信连接;
35、所述生产监测模块,用于实时采集所述成型机构的工艺参数;
36、所述第三处理模块,还用于调用参数数据库,并判断所述成型机构的工艺参数中存在至少一个和所述参数数据库中不对应的数据时,生成控制指令;所述参数数据库至少包括:多个不同规格的半成品编码和对应的参数信息;
37、所述第三执行模块,还用于根据所述控制指令,生成第五执行信号,并发送至所述调整板,控制所述调整板移动,进而调整相应的所述转运通道和所述接收通道断开。
38、根据本技术实施例提供的技术方案,还包括:预固化单元;
39、所述预固化单元包括:通信连接的温度检测模块、加热模块和第四处理模块;
40、所述温度检测模块设置在所述成型机构上,用于检测所述半成型品的实时温度;
41、所述加热模块设置在所述成型机构上,用于为所述半成型品加热;
42、所述第四处理模块用于根据所述半成型品的实时温度,控制所述加热模块的升温速度与加热时长。
43、由上述技术方案可知,本技术至少具有如下有益效果:
44、本技术公开一种岩棉摆锤布棉设备,该设备包括:切割机构,其具有配合使用的输送带和裁切组件,其中,输送带用于承接并传送集棉设备输出的纤维化半成品,裁切组件具有主裁切件,其靠近输送带的输出端设置,主裁切件用于裁切纤维化半成品,得到多段子半成品,此处,裁切刀的裁切方向和输送带的传送方向垂直设置;本设备还包括转运机构和成型机构,具体地,转运机构包括第一驱动机构、转运盘和多条转运通道,转运盘上设有接收通道,其输入端和输送带的输出端对应设置,第一驱动结构的驱动轴和转运盘的底部相连接,第一驱动结构用于带动转运盘转动,使得接收通道的输出端和相应的转运通道对接,进而将接收通道上的子半成品输送至相应的转运通道上;成型机构的数量和转运通道的数量对应设置,成型机构和相应的转运通道的输出端相邻设置,其用于承接相应的子半成品,并进行加工成型操作,从而得到半成型品。
45、相较于传统的单一加工顺序以及加工操作的摆锤布棉机,本技术设计配合使用的切割机构、转运机构和成型机构,通过切割机构将集棉设备输出的纤维化半成品划分为多段子半成品,并经过接收通道和多个转运通道分别输送至多个成型机构中,使得多段子半成品并行加工,最终得到多个半成型品,并且,当某个成型机构需要检修时,生产线无需全部停机,有效提高生产效率。
- 还没有人留言评论。精彩留言会获得点赞!