一种智能包装秤自动化控制方法、装置、设备及介质与流程
本发明属于物料包装称量,具体涉及一种智能包装秤自动化控制方法、装置、设备及介质。
背景技术:
1、智能包装秤是一种集成了高精度测量、自动化控制和智能化管理功能的先进设备。它不仅能够快速准确地完成包装过程中的称重任务,还能够实现数据的实时采集、分析和处理,为企业的生产管理和决策提供有力支持。智能包装秤的核心功能在于其高精度测量技术。通过采用先进的传感器和算法,它能够实现对物料重量的精确测量,误差范围小。这种高精度测量不仅保证了产品的质量和安全,还提高了生产效率,降低了企业的成本。除了高精度测量外,智能包装秤还具备自动化和智能化控制的能力。它可以与生产线上的其他设备实现无缝对接,实现自动化生产。同时,通过内置的智能管理系统,它可以对生产数据进行实时采集和分析,帮助企业及时发现生产中的问题并进行调整和优化。
2、现有的智能包装秤仍存在精度出现误差的可能,且大多经一次称量后就进行密封操作,无法再次增减料,同时对于处于包装容器边缘的物料称量容易出现偏差。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种智能包装秤自动化控制方法、装置、设备及介质。
2、本发明的目的可以通过以下技术方案实现:
3、一种智能包装秤自动化控制方法,所述智能包装秤自动化控制方法的实施包括以下步骤:
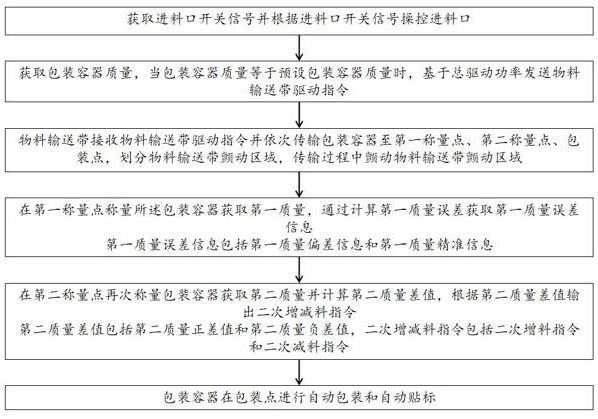
4、获取进料口开关信号并根据所述进料口开关信号操控进料口;
5、获取包装容器质量,当所述包装容器质量等于预设包装容器质量时,基于总驱动功率发送物料输送带驱动指令;
6、物料输送带接收所述物料输送带驱动指令并依次传输包装容器至第一称量点、第二称量点、包装点,划分物料输送带颤动区域,传输过程中颤动所述物料输送带颤动区域;
7、在所述第一称量点称量所述包装容器获取第一质量,通过计算第一质量误差获取第一质量误差信息,所述第一质量误差信息包括第一质量偏差信息和第一质量精准信息;
8、在所述第二称量点再次称量所述包装容器获取第二质量并计算第二质量差值,根据所述第二质量差值输出二次增减料指令,所述第二质量差值包括第二质量正差值和第二质量负差值,所述二次增减料指令包括二次增料指令和二次减料指令;
9、所述包装容器在所述包装点进行自动包装和自动贴标。
10、优选的,所述获取进料口开关信号并根据所述进料口开关信号操控进料口包括:
11、根据进料口瞬时流量获取所述进料口开关信号,所述进料口瞬时流量包括粗进料口瞬时流量、中进料口瞬时流量、细进料口瞬时流量,所述进料口开关信号包括粗进料口开关信号、中进料口开关信号、细进料口开关信号;
12、当所述粗进料口开关信号为1时,开启所述粗进料口,当所述中进料口开关信号为1时,开启所述中进料口,当所述细进料口开关信号为1时,开启所述细进料口。
13、优选的,所述根据进料口瞬时流量获取所述进料口开关信号包括:
14、通过所述粗进料口瞬时流量计算所述粗进料口开关信号;
15、通过所述中进料口瞬时流量计算所述中进料口开关信号;
16、通过所述细进料口瞬时流量计算所述细进料口开关信号。
17、优选的,所述总驱动功率的计算公式为,其中,p为总驱动功率, f为物料输送带摩擦系数,g为物料输送带上物料总质量,v为物料输送带速度,l为物料输送带总长度,l0为物料输送带中心距修正值,q为物料输送量。
18、优选的,所述传输过程中颤动所述物料输送带颤动区域包括:
19、获取物料输送带颤动区域长度;
20、根据所述物料输送带颤动区域长度计算颤动惯性距;
21、获取颤动角加速度,根据所述颤动惯性矩和所述颤动角加速度计算颤动力矩;
22、根据所述颤动力矩颤动所述物料输送带颤动区域。
23、优选的,所述通过计算第一质量误差获取第一质量误差信息包括:
24、计算所述第一质量误差;
25、根据工况设定第一质量误差阈值,通过比较所述第一质量误差和所述第一质量误差阈值获取所述第一质量误差信息;
26、判断所述第一质量误差,当所述第一质量误差大于等于所述第一质量误差阈值时,输出所述第一质量偏差信息,由终端进行微调反馈,调整所述进料口的开度;
27、当所述第一质量误差小于所述第一质量误差阈值时,输出所述第一质量精准信息。
28、优选的,所述根据所述第二质量差值进行二次增减料操作包括:
29、当所述第二质量差值为所述第二质量正差值时,输出所述二次减料指令,减料点接收所述二次减料指令并对所述包装容器进行二次减料;
30、当所述第二质量差值为所述第二质量负差值时,输出所述二次增料指令,增料点接收所述二次增料指令并对所述包装容器进行二次增料。
31、一种智能包装秤自动化控制装置,用于执行上述所述的智能包装秤自动化控制方法,其特征在于,包括进料模块、颤动模块、第一称量模块、第二称量模块、自动包装模块;
32、所述进料模块用于获取进料口开关信号并根据所述进料口开关信号操控进料口,获取包装容器质量,当所述包装容器质量等于预设包装容器质量时,基于总驱动功率发送物料输送带驱动指令;
33、所述颤动模块用于物料输送带接收所述物料输送带驱动指令并依次传输包装容器至第一称量点、第二称量点、包装点,划分物料输送带颤动区域,传输过程中颤动所述物料输送带颤动区域;
34、所述第一称量模块用于在所述第一称量点称量所述包装容器获取第一质量,通过计算第一质量误差获取第一质量误差信息,所述第一质量误差信息包括第一质量偏差信息和第一质量精准信息;
35、所述第二称量模块用于在所述第二称量点再次称量所述包装容器获取第二质量并计算第二质量差值,根据所述第二质量差值输出二次增减料指令,所述第二质量差值包括第二质量正差值和第二质量负差值,所述二次增减料指令包括二次增料指令和二次减料指令;
36、所述自动包装模块用于所述包装容器在所述包装点进行自动包装和自动贴标。
37、一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现上述所述的智能包装秤自动化控制方法。
38、一种包含计算机可执行指令的存储介质,所述计算机可执行指令在由计算机处理器执行时用于执行上述所述的智能包装秤自动化控制方法。
39、本发明的有益效果为:
40、(1)通过设置多个测量点以及增料点和减料点,实现物料封口前多次核实重量,最大限度减少称量误差;
41、(2)通过颤动物料输送带颤动区域,抖落处于包装容器边缘的物料,防止边缘物料后续掉出包装容器造成后期重量不足;
42、(3)根据进料口瞬时流量获取进料口开关信号,快速精准开启进料口,提升工作效率;
43、(4)根据颤动惯性矩和颤动角加速度计算颤动力矩,根据颤动力矩带动物料输送带颤动区域颤动,使物料颤动在合理范围内,不至于幅度过小无法抖落边缘物料或幅度过大造成包装容器内物料倾洒。
- 还没有人留言评论。精彩留言会获得点赞!