一种防水卷材传输码放装置及方法与流程
本发明属于防水卷材传输码放的,尤其涉及一种防水卷材传输码放装置及方法。
背景技术:
1、防水卷材作为建筑防水工程中的关键材料,防水卷材在生产末端经过规范化码放后,有助于后续包装、搬运和运输,其意义主要体现在以下三点:1、在防水卷材生产线的末端,防水卷材的码放是包装前的关键准备环节,通过将卷材按照规定标准码放整齐,可以显著提升后续包装环节的自动化和效率,整齐的堆放便于机械设备抓取、转运和包裹,减少人工干预,提高整体生产线的工作效率,进而降低时间成本。2、防水卷材的整齐码放可以避免材料在包装过程中出现倾斜、交错或局部重叠等问题,确保包装后的形状规则、外观整洁,这不仅提升了包装的美观性,还降低了运输和存储过程中因包装不牢固引起的损坏风险。3、经过规范码放的卷材在包装后更加稳定,易于堆叠和装载,且包装质量的提升有助于降低运输过程中因重心偏移或受力不均导致的位移和倾倒风险,同时也方便在存储环节更高效地利用仓库空间。
2、为了实现防水卷材的高效码放,一般是在防水卷材生产线的末端设置机械臂,从生产线上抓取防水卷材并码放在一个托盘上,方便后续使用叉车转运,但是机械臂的投入和维护成本相对较高,而如果采用简单的自动化承接结构,由于单卷防水卷材外包装上分布不均匀的特点,在滚落过程中两端容易产生速度差而发生倾斜,造成码放凌乱的问题。
技术实现思路
1、为了克服上述背景技术所述的技术问题,本发明提供一种防水卷材传输码放装置及方法,使得防水卷材能够高效地、高质量地完成码放,方便后续打捆和叉车转运。
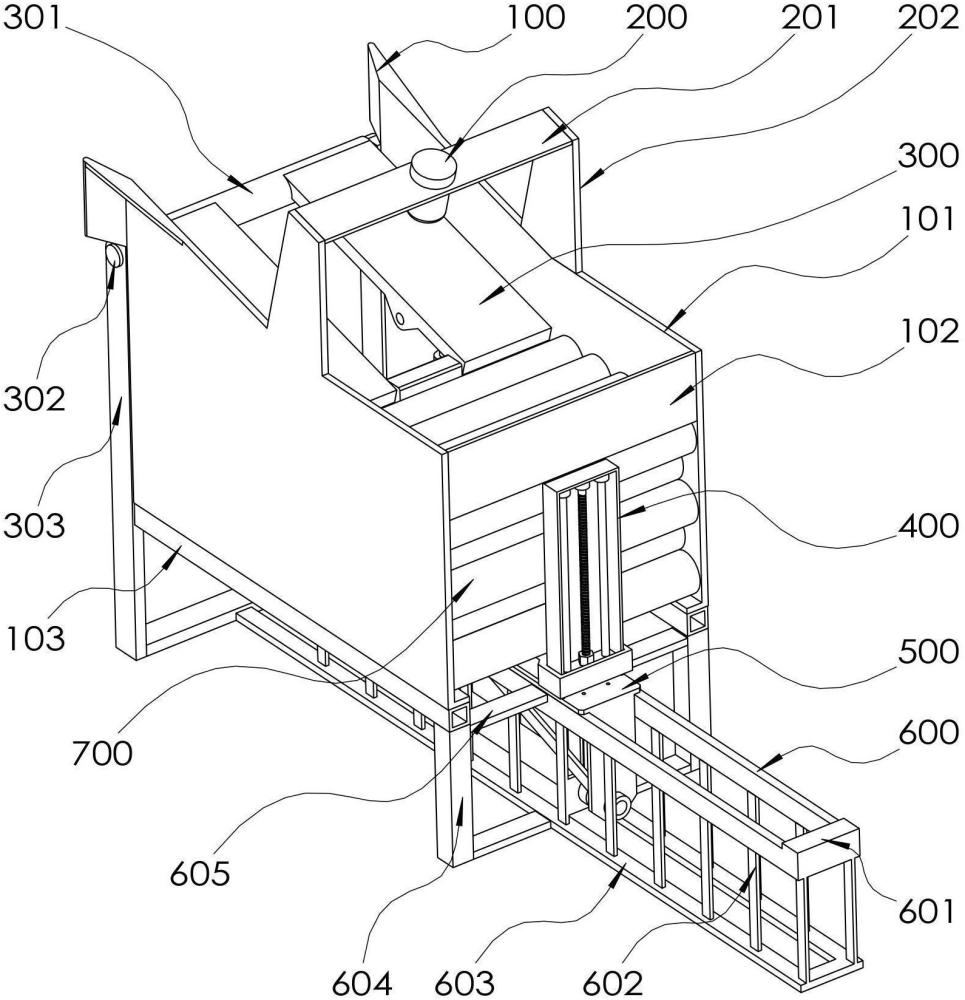
2、本发明的技术方案在于:一种防水卷材传输码放装置,包括引导斜盘、摆动调节驱动结构、卷材图像拍摄结构、升降台、电动升降驱动结构、导轨、电动滑动结构和机架,机架上设有前后水平延伸的导轨,导轨上设有电动滑动结构,电动滑动结构上设有电动升降驱动结构,电动滑动结构驱动电动升降驱动结构沿着导轨前后移动并分别在导轨后端形成承接工位和在导轨前端形成转运工位,电动升降驱动结构上设有用于承接水平放置的防水卷材中部的升降台,电动升降驱动结构的上端后方设有两个用于引导防水卷材从生产线末端落到升降台上的引导斜盘,两个引导斜盘与机架之间分别设有摆动调节驱动结构,两个引导斜盘之间的上方设有用于图像拍摄的卷材图像拍摄结构。
3、进一步地,摆动调节驱动结构包括后端铰链连接结构、竖直电动推杆和摆动连块,两个引导斜盘的后端通过后端铰链连接结构设置在机架上并能够实现前端上下摆动,两个引导斜盘的前端下部分别通过铰链副设有摆动连块,摆动连块的下端设有竖直电动推杆,竖直电动推杆的下端通过铰链副设置在机架上,使得竖直电动推杆的伸缩动作驱动对应的引导斜盘前端绕着后端上下扇动。
4、进一步地,后端铰链连接结构包括后连接套筒、后转轴和后支撑腿,两个引导斜盘的后端分别一左一右地设置在后连接套筒上,后连接套筒的两端分别贴靠有后支撑腿,后连接套筒和后支撑腿的贴靠部分由后转轴贯穿并实现铰链连接,使得引导斜盘能够相对机架后端的后支撑腿上下扇动。
5、进一步地,电动滑动结构包括滑动座、前连接板和水平电动推杆,滑动座设置在导轨上,滑动座上设有电动升降驱动结构且前端设有前连接板,前连接板的下端处于导轨下方并连接有水平电动推杆,水平电动推杆水平放置且后端锁紧在机架上。
6、进一步地,电动升降驱动结构包括光杠、丝杠、竖直电机和驱动臂,电动滑动结构的滑动座的前端两端分别设有竖直向上延伸的驱动臂,驱动臂上分别设有竖直延伸的光杠和丝杠,升降台的端部对应嵌套在对应的驱动臂上并嵌套在对应的光杠和丝杠上,丝杠螺纹贯穿对应的升降台的端部且下端连接有竖直电机,竖直电机设置在滑动座上并驱动丝杠转动,丝杠螺纹驱动升降台上下移动。
7、进一步地,机架靠近两个引导斜盘相向侧面的部分设有侧挡板,两个侧挡板对应贴靠在处于承接工位上的防水卷材卷的左右两端。
8、进一步地,卷材图像拍摄结构包括摄像头、上承载板和侧立板,两个侧立板分别设置在对应的侧挡板上且上端之间设有上承载板,上承载板的中央贯穿有摄像头,摄像头对着两个引导斜盘拍摄。
9、进一步地,导轨的前端设有用于阻挡滑动座向前脱离的前封挡块且后端设有用于阻挡滑动座向后脱离的接合平板。
10、进一步地,机架上还设置有控制柜,控制柜分别与竖直电机、竖直电动推杆、水平电动推杆和摄像头电性连接,其中控制柜作为控制器端,摄像头作为传感器端,竖直电机、竖直电动推杆和水平电动推杆作为响应器端。
11、一种防水卷材传输码放方法,包括如下步骤:
12、s1、设置出示状态,设置电动升降驱动结构处于承接工位,此时升降台处于与驱动臂上端存在一个防水卷材卷外径大小的距离的状态,实现升降台的一阶防水卷材卷承接状态;
13、s2、将两个引导斜盘的后端贴靠在生产传送线的末端万向导向台输出端下侧,防水卷材卷从防水卷材生产传送线的末端输出端滚落到两个引导斜盘上;
14、s3、摄像头以每秒15帧-60帧的频率拍摄防水卷材卷在引导斜盘上的滚落过程,并将图片发送至控制柜内的控制器,控制器中的图像识别模型对图片进行识别处理,得到图中防水卷材的四个坐标点、、、,判断防水卷材卷两端是否处于同一水平对齐,判断条件为:,其中∨表示或,∧表示且;
15、s4、如果满足判断条件,则不启动竖直电动推杆,如果不满足判断条件,也就是防水卷材两端没有同一水平对齐,则比较坐标点和的高低,处于低的一端的竖直电动推杆向上伸展,推动斜导板上升,对应端的移动受阻,从而调整防水卷材的滚落姿态;
16、s5、根据升降台的预设长度l和防水卷材卷外径d,计算一阶防水卷材卷承接状态下的承接数量,,根据摄像头连续拍摄下图片中防水卷材卷位置变化,计算得到防水卷材卷的滚落数量r,当,则控制柜控制两个竖直电机同步转动,使得升降台降落距离为d,实现升降台的二阶防水卷材卷承接状态,此时对应的防水卷材卷承接数量比一阶防水卷材卷承接状态下的防水卷材卷承接数量少一个,也就是奇数阶防水卷材卷承接状态的防水卷材卷承接数量都是,偶数阶防水卷材卷承接状态的防水卷材卷承接数量都是;
17、s6、按照预设的升降台额定防水卷材卷承接数量,升降台上达到额定防水卷材卷承接数量后,控制柜向厂区控制中心发出暂停信号,使得对应的万向导向台旋转转向到其他空载的防水卷材传输码放装置;
18、s7、控制柜控制水平电动推杆伸展,水平电动推杆通过前连接板带动滑动座沿着导轨向前移动,滑动座从导轨后半部移动到导轨前半部,滑动座从承接工位转变到转运工位;
19、s8、在转运工位,通过人工或自动打捆机封包滑动座上的防水卷材卷左右两端,最后由叉车在导轨前方将打捆好的防水卷材叉走;
20、s9、控制柜控制水平电动推杆收缩,滑动座复位到承接工位,重新自步骤s1开始。
21、本发明由于采用了上述技术,产生的有益效果为:
22、1、本发明能够通过计算升降台的承接数量和滚落数量,实现对防水卷材滚落过程的精确监控和动态调整,保证每一阶的承接过程有序且稳定,避免了防水卷材两端未水平对齐就落入到侧斜导板上,也就是避免了堆积、过载或滚落失控的情况,提高了生产效率和安全性。
23、2、本发明根据奇偶阶的承接数量规律(奇数阶承接数量比偶数阶多一个),升降台能够自动调整每阶的承接状态,无需复杂的人工干预,通过规则化处理实现了设备的高度自动化和灵活适配性,减少误差和资源浪费。
24、3、本发明设置升降台每次下降的距离刚好为防水卷材的外径,确保下一阶的承接面平稳且准确,实现升降台动作的精确性,避免因位置不当导致防水卷材倾斜或跌落,提高设备稳定性。
25、4、本发明通过摄像头监控滚落数量并与承接数量进行实时比较,确保动作执行的及时性和准确性,形成闭环控制系统,减少设备停机时间和出错概率,提升整体效率。
26、5、本发明当升降台达到额定承接数量后,控制柜向控制中心发送信号,联动万向导向台调整传输方向,实现多设备间的智能协作,优化生产线资源利用率,避免因单个设备满载而导致整体停工。
- 还没有人留言评论。精彩留言会获得点赞!