一种盲盒包装方法与流程
本发明涉及盲盒包装,具体涉及一种盲盒包装方法。
背景技术:
1、盲盒,是指消费者不能提前得知具体产品款式的玩具盒子,具有随机属性。这种诞生于日本的潮玩,最初名字叫minifigures,流行欧美后也开始被称作blindbox。盲盒作为一种潮流玩具,盲盒精准切入年轻消费者市场,众多如考古盲盒、文具盲盒、美妆盲盒、零食盲盒等“盲盒+”商业模式也迅速产生。
2、在盲盒的生产过程中,如何实现盲盒的无序送料成为了一个重要的问题,传统的送料装置在进行隐藏款送料时,往往有固定的规律,使隐藏款盲盒在包装送料时,有规律可寻,不能将盲盒进行无序打乱送料,消费者可能会根据生产顺序推测出包装箱盲盒内的物品,从而降低盲盒的吸引力和市场价值,影响抽取盲盒的公平性。
技术实现思路
1、本发明提供一种盲盒包装方法,旨在解决相关技术中料装置在进行隐藏款送料时,往往有固定的规律的技术问题。
2、本发明的一种盲盒包装方法,采用一种包装流水线进行,所述包装流水线包括:
3、多个装盒机流水线,每个所述装盒机流水线均连接有输送线一;
4、分类传输装置,设置在装盒机流水线的一侧,所述分类传输装置包括承接输送带结构、转移组件和多个分类传输线,所述承接输送带结构与分类传输线的输送方向相垂直,所述转移组件用于将承接输送带结构上的多个常规款盲盒和一个隐藏款盲盒转移至一个分类传输线上;
5、多个输送线二,均匀的设置在分类传输装置的一侧,所述输送线二与分类传输线相连接,所述输送线二与分类传输线一一对应,多个所述输送线二均连接有无序推料结构,所述无序推料结构用于无序推动盲盒并打乱盲盒的顺序;
6、多个中盒机,设置在分类传输装置的一侧,且一个所述中盒机与两个无序推料结构相连接,所述中盒机用于将无序推料结构打乱顺序后的盲盒装入中等包装盒的内部;
7、两个输送线三,与中盒机的出料口相连接,所述输送线三用于输送装入盲盒后的中等包装盒;
8、无序合流组件,与输送线三相连接,所述无序合流组件用于将输送线三输送的多个中等包装盒无序的打乱顺序,所述无序合流组件连接有打包流水线;
9、盲盒包装方法包括有以下步骤:
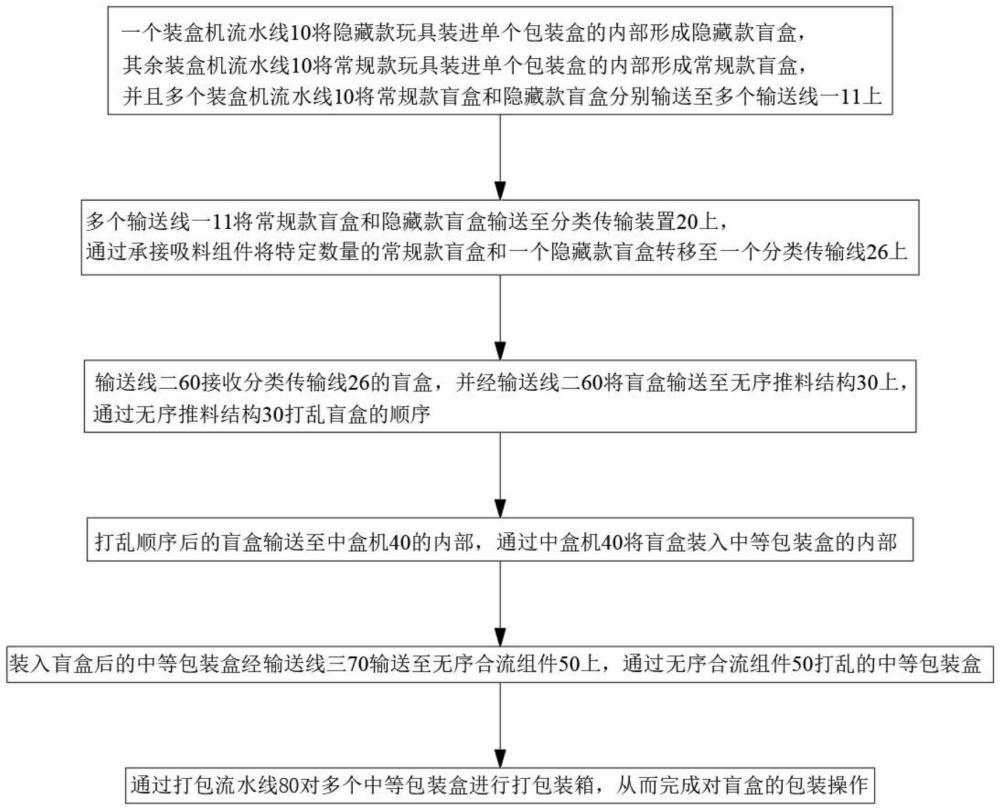
10、s1、一个装盒机流水线将隐藏款玩具装进单个包装盒的内部形成隐藏款盲盒,其余装盒机流水线将常规款玩具装进单个包装盒的内部形成常规款盲盒,并且多个装盒机流水线将常规款盲盒和隐藏款盲盒分别输送至多个输送线一上;
11、s2、多个输送线一将常规款盲盒和隐藏款盲盒输送至分类传输装置上,通过承接吸料组件将特定数量的常规款盲盒和一个隐藏款盲盒转移至一个分类传输线上;
12、s3、输送线二接收分类传输线的盲盒,并经输送线二将盲盒输送至无序推料结构上,通过无序推料结构打乱盲盒的顺序;
13、s4、打乱顺序后的盲盒输送至中盒机的内部,通过中盒机将盲盒装入中等包装盒的内部;
14、s5、装入盲盒后的中等包装盒经输送线三输送至无序合流组件上,通过无序合流组件打乱的中等包装盒;
15、s6、通过打包流水线对多个中等包装盒进行打包装箱,从而完成对盲盒的包装操作。
16、优选的,所述无序推料结构包括无序推料输送结构和输送翻料结构,所述无序推料输送结构用于穿插盲盒并打乱盲盒的顺序,所述输送翻料结构用于调整盲盒的状态并将盲盒输送中盒机的内部。
17、优选的,所述无序推料输送结构包括机架、输送带二、输送带三和电动推杆,所述输送带二和输送带三均与机架相连接,所述输送带二和输送带三并列设置,所述输送带二与输送带三的输送方向平行,所述输送带二和输送带三的输送面处于同一水平面上,所述电动推杆的数量有多个,多个所述电动推杆沿输送带二的输送方向排布,每个所述电动推杆输出端移动的方向均与输送带二的输送方向相垂直,多个所述电动推杆无固定顺序进行伸缩运动。
18、优选的,所述输送翻料结构包括输送带四、翻转皮带、挡板和引导杆,所述输送带四与输送带三首尾相接,且所述输送带四与输送带三的输送方向相互平行,所述输送带四的端部与中盒机的进料口位置相对应,所述翻转皮带设置在输送带四的一侧,所述翻转皮带倾斜设置,所述翻转皮带的传动反向与输送带四的输送方向相平行,所述翻转皮带用于将盲盒从横向状态变为纵向状态,所述挡板设置在输送带四上,所述挡板与翻转皮带的位置相对应,所述机架上设置有形状为l形的固定架,所述引导杆与固定架相连接,所述引导杆靠近翻转皮带的一端设置为倾斜状态,所述引导杆远离翻转皮带的其余部分设置为水平状态,所述引导杆用于对翻转过程中的盲盒进行引导并使盲盒能更加顺利的由横向放置变换为纵向放置。
19、优选的,所述无序合流组件包括无序合流结构和提升输送结构,所述无序合流结构用于无序排列中等包装盒并将中等包装盒输送至提升输送结构上,所述提升输送结构用于将中等包装盒输送至打包流水线上进行打包操作。
20、优选的,所述无序合流结构包括输送带一、隔离组件和支架,所述隔离组件得数量有两个,两个所述隔离组件用于将输送带一分隔成两个盲盒输送通道,所述支架得数量有两个,两个所述支架均安装在输送带一的端部位置,两个所述支架上,均安装有气缸一,两个所述气缸一的输出端均连接有移动架,两个所述移动架上均连接有盲盒推送板,两个所述气缸一输出端的移动方向相反,两个所述气缸一的输出端移动方向均与输送带一的输送方向相互垂直,且两个气缸一无固定顺序伸缩运动。
21、优选的,所述提升输送结构包括提升输送带和遮挡板,所述遮挡板的数量有两个,两个所述遮挡板对称的设置在提升输送带上,两个所述遮挡板用于阻挡盲盒并避免盲盒从提升输送带上掉落,所述提升输送带倾斜设置,提升输送带的底端与输送带一的中部位置相对应,提升输送带的顶端与打包流水线的进料口位置相对应,所述提升输送带的输送方向与输送带一的输送方向相同,所述提升输送带用于将盲盒从输送带一输送至打包流水线上。
22、优选的,所述承接输送带结构包括盲盒承接输送带,所述盲盒承接输送带上设置有多个隔离板,多个所述隔离板将盲盒承接输送带分为多个盲盒输送通道,所述盲盒输送通道的数量与输送线一的数量相对应,所述盲盒输送通道与输送线一的位置对应,所述盲盒输送通道与输送线一一一对应。
23、优选的,所述转移组件包括安装机架、位移结构和真空吸盘组件,所述安装机架设置在输送线一的一侧,所述位移结构与安装机架相连接,所述真空吸盘组件与位移结构相连接,所述位移结构用于带动真空吸盘组件进行移动,所述真空吸盘组件上设置有多个真空吸盘,所述真空吸盘数量与盲盒输送通道的数量相对应,所述真空吸盘的位置与盲盒输送通道的位置相对应,所述真空吸盘组件用于将盲盒承接输送带上的多个常规款盲盒和一个隐藏款盲盒转移至一个分类传输线上。
24、优选的,所述打包流水线包括依次设置的装箱机、拆盖机、靠边机构和直线边角机,所述装箱机的一侧设置有自动开箱封底机,所述自动开箱封底机与无序合流组件并列设置,所述装箱机用于接收提升输送带输送的中等包装盒并将中等包装盒装进包装箱的内部。
25、本发明的有益效果是:通过无序推料结构来打乱盲盒的顺序,使得进入到中等包装盒内部的常规款盲盒和隐藏款盲盒是随机且无规律的,并且通过无序合流组件来打乱盛放有盲盒的中等包装盒,使得中等包装盒也不再有规律可循,该盲盒包装方法使用了两次无序打乱顺序的操作,避免了消费者掌握盲盒规律的情况,从而保证了其他消费者的公平竞争权益和抽取盲盒的公平性。
- 还没有人留言评论。精彩留言会获得点赞!