凹模组件、预制品模具组件、预制品空腔插入件、预制品空腔组件及预制品凹模的制作方法
1.本实用新型总体上涉及模制设备和相关方法。更具体地,尽管不是排他地,本实用新型涉及模具堆叠、模具组件、模具、用于模制预制品和其他制品(例如管状制品)的模制系统,并涉及相关方法。
背景技术:
2.模制是通过使用模制系统(例如注塑模制系统或压缩模制系统)由模制材料(比如塑料材料)形成模制件的过程。可以通过使用这样的模制方法形成各种模制制品,包括例如可以由聚对苯二甲酸乙二醇酯(pet)材料形成的预制品。这种预制品能够随后被吹制成容器,例如饮料容器、瓶子、罐等。
3.作为说明,预制品的注塑模制涉及将pet材料(或用于此目的的其他合适的模制材料)加热到均匀熔融状态,且在压力下将如此熔融的材料注塑到模制空腔中,所述模制空腔至少部分地由凹腔件和凸芯件限定。通常,凹芯件安装在凹模上,凸芯件安装在模具的凸模上。凹模和凸模被推压在一起并通过夹紧力保持在一起,夹紧力足以抵抗注塑材料的压力将腔件和芯件保持在一起。模制空腔具有大致相应于待模制的模制件的最终冷态形状的形状。然后将如此注塑的材料冷却到足以使如此形成的模制件能够从模制空腔移除的温度。当冷却时,模制件在模制空腔内收缩,且因此当迫使腔和凸模分开时,模制件倾向于保持与芯件相关联。
4.因此,通过促使凸模远离凹模,模制件可随后通过将其从芯件起模而脱模。已知起模结构有助于将模制件从芯半部移除。起模结构的实例包括脱模板、脱模板环和颈环、起模器销等。
5.当处理模制能够随后被吹制成饮料容器的预制品时,需要解决的一个问题是形成所谓的“颈部区域”。典型地并且作为一个实例,颈部区域包括(i)接合特征件,比如螺纹(或其他合适的结构),用于接纳和保持封闭组件(例如瓶盖),和(ii)防盗组件,该防盗组件用于例如与该封闭组件配合以指示该最终产品(即,已经填充有饮料并且运输到商店的饮料容器)是否已经以任何方式被动了手脚。颈部区域可以包含用于各种目的的其他额外元件,例如与模制系统(例如,支撑横挡等)的部分配合。如本领域所理解的,颈部区域不能通过使用空腔和芯半部容易地形成。传统上,对开式模具插入件(有时由本领域技术人员称为“颈环”)已用于形成颈部区域。
6.可布置(在使用中)在模制机中的典型模制插入件堆叠组件包含对开式模具插入件对,所述对开式模具插入件对与模空腔插入件、浇口插入件和芯插入件一起限定模制空腔。模制材料可经由浇口插入件中的接受器或端口从模制材料源注塑到模制空腔中以形成模制件。为了便于形成模制件的颈部区域并随后从其移除模制件,对开式模具插入件对包括安装在滑动件对的相邻滑动件上的一对互补对开式模具插入件。滑动对可滑动地安装在脱模板的顶面上。
7.众所周知,脱模板经配置以当模具布置在打开配置中时可相对于空腔插入件和芯插入件移动。因此,滑动件对和安装在其上的互补对开式模具插入件可经由凸轮布置或任何其他合适的已知装置横向驱动,以用于从模制空腔释放模制件。由对开式模具插入件对执行的功能中的一者是通过使模制件从芯插入件“滑动”来辅助将模制件从芯插入件起模。
技术实现要素:
8.本实用新型旨在提供一种用于模制物件的替代模具组件,优选为一种更通用且具有更大模块性的模具组件,尤其但不限于管状物件(例如预制品)。本实用新型尤其但不排他地涉及模具堆叠、模具、模具组件、模制系统和相关联的方法。在管状制品如预制品的情况下,制品可具有位于封闭端的基座、位于开口端的颈口和位于它们之间的本体部分。颈口可以包含一个或多个可以向外延伸的径向凸缘。颈口可以包含接合特征件,比如螺纹或卡扣配合瓶口。预制品和/或颈口可包括上文关于已知预制品设计界定的任何一个或多个其他特征件。另外,关于已知模具堆叠、模具和模制系统界定的前述特征中的任一者可并入根据本实用新型的模具堆叠、模具和模制系统内,只要其与本文中的公开内容一致。
9.根据本实用新型的第一广义方面,提供一种用于模具(例如预制品模具)的模具组件(例如凹模组件),该组件包含具有一个或多个座和一个或多个被安装到凹模的前面上并且与相应的座连通的空腔插入件,其中该空腔插入件或每个空腔插入件包含沿其长度的模制空腔或模制表面,该模制空腔或模制表面的至少三分之二延伸超过该凹模。
10.空腔插入件可以包含在第一端处的锥形部和/或在第二端处或邻近第二端处的安装面,例如用于将空腔插入件安装到凹模上。模制空腔或模制表面的至少三分之二可位于锥形部与安装面之间。
11.本实用新型的另一方面提供一种空腔插入件,例如预制品空腔插入件,其包含在第一端处的锥形,沿其长度的模制空腔或模制表面,在第二端处或邻近第二端处的用于将空腔插入件安装到凹模的安装面,其中模制空腔或模制表面的至少三分之二位于锥形部与安装面之间。
12.模制空腔或模制表面的至少70%或75%或80%或85%或90%可延伸超过凹模。模制空腔或模制表面的至少70%或75%或80%或85%或90%可在锥形部与安装面之间。
13.凹模可以包含后面,例如用于安装到熔融物分配器。凹模可以包含从前面到后面界定的深度。凹模可以包含可在其中界定的冷却通道。冷却通道可以具有板深度的至少15%的深度。
14.本实用新型的另一方面提供一种用于模具(例如预制品模具)的模具组件(例如凹模组件),该组件包含凹模,该凹模具有一个或多个座和一个或多个空腔插入件,该空腔插入件安装到该凹模的正面且在该空腔插入件中与相应座连通,其中该凹模包含用于安装到熔融物分配器的后面、从前面到后面所界定的深度和其中所界定的冷却通道,该冷却通道具有板深度的至少15%的深度。
15.本实用新型的另一方面提供一种凹模,例如预制品凹模,其包含:其中界定的冷却通道;具有与该冷却通道流体连通以用于与相应空腔插入件连接的座阵列的前面;用于安装到熔融物分配器的后面;以及从前面到后面界定的深度,其中该冷却通道具有的深度是板深度的至少15%。
16.冷却通道深度可以是板深度的至少20%或25%或30%或40%或45%或50%。
17.该空腔插入件或每个空腔插入件可以包含本体,该本体可以包含安装面,例如在其端部之一处或邻近其端部之一。该空腔插入件或每个空腔插入件可以包含插口,该插口可以从安装面突出。插口可以被接纳或可接纳在凹模的相应座中,例如使得安装面邻接凹模的前面。插口可以包含冷却通道入口和/或冷却通道出口。冷却通道入口和/或冷却通道出口可与凹模的座中的冷却通道开口流体连通,或适于或配置成与凹模的座中的冷却通道开口流体连接。
18.本实用新型的另一方面提供一种用于模具(例如预制品模具)的模具组件(例如凹模组件),该组件包含具有一个或多个空腔插入件的凹模和安装到该凹模的前面且与相应座连通的一个或多个空腔插入件,其中该空腔插入件或每个空腔插入件包含本体,该本体具有安装面和从安装面突出并接纳在凹模的相应座中的插口,使得安装面邻接凹模的前面,每个插口优选地包含冷却通道入口和冷却通道出口,该冷却通道入口和冷却通道出口都与凹模的座中的相应冷却通道开口流体连通。
19.本实用新型的另一方面提供一种空腔插入件,例如预制品空腔插入件,其包含沿其长度的模制空腔或模制表面、在其端部之一处或其附近具有安装面的本体,该本体用于将空腔插入件安装到凹模以及从该安装面突出以接纳在凹模的座内的插口,其中该插口优选地包含冷却通道入口和冷却通道出口,该冷却通道入口和冷却通道出口用于与凹模的座中的相应冷却通道开口流体连接。
20.每个座中的冷却通道开口可以位于基本上相同的深度。每个座中的冷却通道开口可以在其相对侧上。冷却通道入口可以在插口和/或空腔插入件的第一侧上。冷却通道出口可位于可与第一侧相对的插口和/ 或空腔插入件的第二侧上。
21.空腔插入件可以包含一个或多个冷却通道,其可沿着或平行和/或邻近模制空腔或模制表面延伸。该一个或多个冷却通道可以包含一个或多个轴向通道,该轴向通道可沿着或平行和/或邻近模制空腔或模制表面延伸。该一个或多个冷却通道可以包含一个或多个横向通道,该横向通道可围绕模制空腔或模制表面延伸或围绕模制空腔或模制表面延伸和/或邻近模制空腔或模制表面延伸。轴向通道可以包含多个轴向通道,其可以通过横向通道连接在一起。横向通道可相对于模制空腔或模制表面切向地延伸和/ 或可与模制空腔或模制表面间隔开。横向通道可以与一些或全部轴向通道相交,例如流体连接它们。
22.空腔插入件可以包含第一冷却回路,该第一冷却回路可以与冷却通道入口流体连通和/或可以沿着空腔插入件的第一侧延伸。第一冷却回路可以包含一个或多个,例如多个轴向通道。空腔插入件可以包含第二冷却通道回路,该第二冷却通道回路可以与冷却通道出口流体连通和/或可以沿着空腔插入件的第二侧延伸。第一冷却回路可以包含一个或多个,例如多个轴向通道。
23.安装面可以位于或邻近本体的第一端,并且本体可以包含第二端。该第一冷却回路可以在该本体的第二端处流体连接到该第二冷却回路上,例如使得在使用中进入该冷却通道入口的冷却流体朝向该第二端流动穿过该第一冷却回路、朝向该第一端流入并穿过该第二冷却回路返回并流出该冷却通道出口。
24.该本体可以是基本上圆柱形的,例如具有一对平坦侧面,例如用于减小相邻空腔插入件之间的最小间距。模制空腔或模制表面可大致为圆柱形。插口可以基本上是圆柱形
的。插口可以包含浇口插入件座,例如用于接纳浇口插入件。
25.该组件可以包含浇口插入件,该浇口插入件可接纳在至少一个或每个空腔插入件的插口中的座内。
26.本实用新型的另一方面提供一种空腔组件,其包含例如如上所述的空腔插入件和接纳在浇口插入件座内的浇口插入件。
27.该浇口插入件或每个浇口插入件可以包含冷却通道,该冷却通道可以与该插口的冷却通道入口处于流体连通,例如用于从其接纳冷却流体。冷却通道可以与龙头的冷却通道出口流体连通,例如用于向其供应冷却流体。该组件可以包含分流器,例如用于在使用中将冷却流体从浇口插入件的冷却通道分流和 /或分流到空腔插入件的一个或多个冷却通道中。分流器可以将浇口插入件的冷却通道分成两个区段。
28.冷却通道区段中的第一冷却通道区段可在插口的冷却通道入口与空腔插入件的一个或多个冷却通道(例如,轴向冷却通道)之间提供流体连接。第一冷却通道区段可在插口的冷却通道入口与空腔插入件的第一冷却回路之间提供流体连接。冷却通道区段中的第二冷却通道区段可在插口的冷却通道出口与空腔插入件的冷却通道(例如,轴向冷却通道)之间提供流体连接。第二冷却通道区段可在插口的冷却通道出口与空腔插入件的第二冷却回路之间提供流体连接。
29.浇口插入件的冷却通道可以包含周向冷却槽,该周向冷却槽可与插口的浇口插入件座的面对表面协作。分流器可以包含突出部或销,其可以从插口延伸到冷却槽中。分流器具有一对相对的销,其可以接纳在冷却槽内,例如接纳到第一冷却通道区段和第二冷却通道区段内。
30.该组件可以包含旁通通道,该旁通通道可以被界定在这些销与该浇口插入件之间。旁通通道可以允许从第一冷却通道区段到例如直接到第二冷却通道区段的受限流动。旁通通道可以由圆周凹槽提供,该圆周凹槽可以在浇口插入件的圆周冷却槽中。浇口插入件的周向冷却槽可以包含主槽。旁通通道可以至少部分地由第二槽提供,该第二槽可以在主槽的基座中。附加地或可选地,旁通通道可以通过在一个或两个突出部或销中的孔或切口来提供。
31.该突出部或销或每个突出部或销可以螺纹接合在穿过空腔插入件的插口的孔中。该突出部或销或每个突出部或销可以用作保持装置或销,例如用于将空腔插入件保持在插口的座内。销的至少一部分可以包含外螺纹。销的至少一部分可以包含无特征的和/或光滑的圆周表面。在一些示例中,销的一部分具有外螺纹并且销的一部分具有无特征和/或光滑的圆周表面。
32.空腔插入件可以包含一对螺纹孔,这对螺纹孔可以穿过插口,例如用于螺纹地接纳延伸到浇口插入件座中的保持销。螺纹孔和/或冷却通道入口和出口可以围绕插口的周边等距间隔开。螺纹孔可以在冷却通道入口和出口之间和/或可以相对于冷却通道入口和出口正交或垂直地延伸。
33.该座椅或每个座椅可以包含可从前面延伸的第一座椅部分和/或可从后面延伸的第二座椅部分。第一座部可以大于或小于第二座部,例如在它们之间具有肩部或过渡部。空腔插入件的插口可接纳在第一座部中和/或可邻接肩部或过渡部。或者,浇口插入件可邻接肩部或过渡部。该前面可以包含安装接口,例如邻近每个座,在使用中空腔插入件被安装到
该安装接口上,使得其插口被接纳在该第一座部内和/ 或抵靠该肩部。
34.本实用新型的另一方面提供一种凹模,例如预制品凹模,其包含前面、后面和其中具有冷却通道开口的座阵列,每个座包含从该前面延伸的第一座部和从该后面延伸的第二座部,第一座部大于第二座部,且在它们之间界定有肩部或过渡部,其中前面包含邻近每个座的安装接口,空腔插入件在使用中安装到该安装接口,使得其插口接纳在第一座部内,例如并抵靠肩部。
35.该浇口插入件或每个浇口插入件可以从该插口延伸和/或延伸到该相应的第二阀座部中或相应的第二阀座部中。该浇口插入件或每个浇口插入件可以包含座或凹槽,例如用于接纳熔融物分配器的浇口垫或喷嘴尖端。凹槽可以包含浇口垫凹槽,例如用于接纳安装到熔融物分配器的浇口垫的出口端。浇口垫凹槽可以是锥形的。浇口垫凹槽可以是圆锥形或截头圆锥形,例如具有平坦基座。或者,凹槽可以包含喷嘴尖端座,例如用于接纳熔融物分配器的喷嘴尖端。
36.本实用新型的另一方面提供一种预制品模具组件,其包含熔融物分配器和凹模组件(例如,如上所述),其中该熔融物分配器包含安装到其上的一个或多个浇口垫,该浇口垫各自具有接纳在该凹模组件的相应浇口垫凹槽中的出口端。
37.浇口插入件可以包含本体,该本体可以是基本上圆柱形的。浇口插入件或本体可例如在本体的第一端中界定座或凹槽。浇口插入件可以,例如在本体的第二端中包含模制空腔部分。浇口插入件可以包含浇口,该浇口可将座或凹槽接合到模制空腔部分。浇口可以是中心的和/或可以从浇口垫凹槽的平坦基座延伸。浇口插入件可以包含围绕浇口的冷却槽和凹入其中的旁通槽。冷却槽可以界定冷却通道,在使用中,一对分流器接纳在该冷却通道内,该对分流器将通道分成入口和出口通道区段和/或与旁通槽一起界定旁通通道区段,该旁通通道区段允许入口和出口通道区段之间的受限流动。
38.本实用新型的另一方面提供一种浇口插入件,例如预制品浇口插入件,其包含圆柱形本体,该圆柱形本体界定:位于该圆柱形本体的第一端中的浇口垫或喷嘴座;在圆柱体的第二端中的模制空腔部分;将浇口垫或喷嘴座接合到模制空腔部分的浇口;以及冷却槽,其围绕该浇口并具有凹入其中的旁通槽;其中该冷却槽界定了冷却通道,在使用中,一对分流器被接纳在该冷却通道内,该对分流器将该通道分隔成多个入口通道区段和多个出口通道区段,并且该对分流器与该旁通槽一起界定了允许在该入口通道区段与出口通道区段之间的受限流动的多个旁通通道区段。
39.圆柱形本体可以包含第一直径,其可围绕浇口垫或喷嘴座的至少一部分。本体可以包含第二直径,其可围绕模制空腔部分的至少一部分。第二直径可以小于第一直径。冷却槽可以位于或邻近第一直径和第二直径之间的过渡部,例如由此提供颈缩的中间部分。
40.第一端可以包含第一直径,第二端可以包含第二直径。可替代地,该第一端可以包含第三直径,该第三直径可以大于第一直径,例如具有在它们之间界定的肩部,该空腔插入件的插口可以抵靠在该肩部上。第一直径可以在第二和第三直径之间。
41.本实用新型的另一方面提供一种浇口插入件,例如预制品浇口插入件,其包含圆柱形本体,该圆柱形本体界定:凹槽或座,例如浇口垫或喷嘴座,其在该圆柱形本体的第一端中,例如用于接纳浇口垫或喷嘴尖端;在圆柱体的第二端中的模制空腔部分;以及将浇口垫或喷嘴座接合到模制空腔部分的浇口;其中该第一端中的凹陷或座以在10度与60度之
间,例如在20度与50度之间、25度与45度之间或在 30度与40度之间的一个夹角渐缩。
42.本实用新型的另一方面提供一种例如如上所述的预制品浇口插入件,其与浇口垫组合,该浇口垫包含大致圆柱形本体,该大致圆柱形本体界定喷嘴座且具有第一螺纹端、用于接纳在该浇口垫或喷嘴座中的第二出口端以及在第一端与第二端之间的凸缘。凸缘可以包含一个或多个平面,例如用于接合安装工具。凸缘可以包含多边形,例如六边形、平面或横截面形状。
43.浇口垫的出口端可以是锥形的。浇口垫的出口端可为圆锥形或大致截头圆锥形。出口端可以以10
‑
60 度,例如20
‑
50度,优选25
‑
45度,最优选30
‑
40度的夹角逐渐变细。
44.本体可以是中空的。本体可以包含肩部,该肩部可位于凸缘和第一端之间。凸缘和/或肩部可以向外突出。喷嘴座可从浇口垫的第一端延伸和/或终止于浇口垫的第二端,例如在浇口处。浇口可以是中心的和/或圆柱形的和/或可以形成穿过出口端的尖端的孔。
45.本实用新型的另一方面提供一种浇口垫,该浇口垫包含大致圆柱形本体,该大致圆柱形本体界定喷嘴座并具有第一螺纹端、第二出口端,该第二出口端用于接纳在座(例如浇口垫或喷嘴座)或浇口插入件的凹槽中,其中该第二出口端以介于10度与60度之间,例如在20度与50度之间,25度与45度之间或在30度与40度之间的夹角渐缩。
46.模具组件可以包含熔融物分配器。熔融物分配器可以包含一个或多个喷嘴和/或一个或多个孔,其可以接纳相应一个喷嘴的至少一部分。该孔或每个孔可以包含螺纹部分和/或凹穴,例如扩大的凹穴。该凹穴可位于该孔的一端处和/或可从该熔融物分配器的面向凹模的表面延伸。
47.浇口垫的螺纹端可接纳于熔融物分配器的孔中的一者内和/或与其螺纹接合,例如使得喷嘴尖端延伸到喷嘴座中。浇口垫的肩部可以接纳在凹穴中。肩部可以是环形的和/或其尺寸可以设置成提供与凹穴的紧密配合,例如保持浇口垫相对于熔融物分配器和/或喷嘴的对准。
48.熔融物分配器可安装到凹模,例如使得浇口垫的出口端接纳在浇口插入件的浇口垫接纳部分内和/ 或使得浇口插入件的浇口与浇口垫的浇口对准。插口、浇口插入件和凸缘的组合深度可小于凹模的深度。
49.凹模的至少一个或每个座可经由冷却通道入口和/或冷却通道出口流体连接到空腔插入件的冷却通道,冷却通道入口可位于座的第一侧上,冷却通道出口可与冷却通道入口具有大体上相同的深度和/或位于座的可与第一侧相对的第二侧上。
50.本实用新型的另一方面提供一种凹模,例如预制品凹模,其包含在其中界定的冷却通道,具有与冷却通道流体连通的座阵列的前面,该座阵列用于与相应的空腔插入件连接用于安装到熔融物分配器的后面和从该前面到该后面界定的深度,其中每个座包含一对冷却通道开口,该冷却通道开口以大体上相同的深度流体连接到该冷却通道。
51.本实用新型的另一方面提供了一种模具,例如预制品模具,其包含如上所述的组件或凹模。模具可以包含注塑模具,例如预制品注塑模具。
52.本实用新型的另一方面提供一种包含如上的模具的模制系统。模制系统可以包含熔融物分配器、注塑模制机、材料供应系统和零件移除和/或模制后冷却设备中的一个或多个。
53.本实用新型的另一方面提供了一种计算机程序元件,该计算机程序元件包含和/
或界定和/或限定与模拟装置或三维加法或减法制造装置或设备(例如三维打印机或cnc机器)一起使用的三维设计,该三维设计包含一个或多个上述模具部件。
54.本实用新型的另一方面提供一种组装如上所述的组件的方法。该方法可以包含将该浇口插入件插入到该空腔插入件的该浇口插入件座中,将该定位销插入到该空腔插入件的该插口的该螺纹孔中和/或将该空腔插入件中的至少一者的该插口插入到该凹模中的该座中的一者中的一个或多个。本方法的其他步骤和特征对本领域技术人员来说是显而易见的。
附图说明
55.现在将参照附图仅以实例的方式界定本实用新型的实施例,其中:
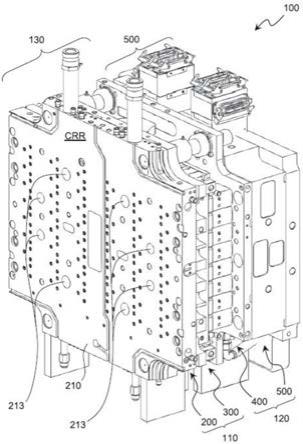
56.图1描绘了根据本实用新型实施例的预制品模具组件;
57.图2描绘了省略熔融物分配器的图1的预制品模具组件;
58.图3描绘了图1和2的预制品模具组件的凸模组件,其中省略一个芯,且另一芯组件示出为分解的;
59.图4描绘了包括分解的芯组件的图3的区域的放大视图;
60.图5描绘了图3和4的凸模组件的一部分的侧视图,示出了将这些芯之一安装到该凸模上;
61.图6描绘了穿过芯组件中的一者和芯组件紧固到其上的凸模的邻近部分的截面图;
62.图7描绘了从第一侧显示的图6的芯组件的芯冷却管组件;
63.图8描绘了从第二侧显示的图7的芯冷却管组件;
64.图9示出了从第一侧示出的替代的整体型芯冷却管组件;
65.图10描绘了从第二侧显示的图9的芯冷却管组件;
66.图11描绘了沿着穿过图9和10的芯冷却管组件的中心轴向平面的截面图;
67.图12示出了从第一侧示出的另一可选的整体型芯冷却管组件;
68.图13描绘了从第二侧显示的图12的芯冷却管组件;
69.图14描绘了沿着穿过图12和13的芯冷却管组件的中心轴向平面的截面图;
70.图15描绘了从第一侧示出的又替代的整体型芯冷却管组件;
71.图16描绘了从第二侧显示的图15的芯冷却管组件;
72.图17描绘了沿着穿过图15和16的芯冷却管组件的中心轴向平面的截面图;
73.图18描绘了用于图1和2的预制品模具组件中的替代的两件式芯插入件;
74.图19以分解视图示出图18的两件式芯插入件;
75.图20描绘了包含图18和19的两件式芯插入件的堆叠部件沿中心轴向平面的截面图;
76.图21描绘了图1和2的预制品模具组件(包括凸模组件和脱模板组件)的移动部分;
77.图22示出了图21所示的移动部件的脱模板组件的脱模板;
78.图23示出了图18的脱模板组件的一对滑动件的分解图;
79.图24示出了三个颈环半部及其相关联的将它们紧固到滑动件上的保持组件;
80.图25描绘了图21的移动半部的脱模板组件的一部分的放大视图,其中省略颈环对
以暴露滑动件;
81.图26描绘了图25的放大视图,其中省略了这些连接杆并且示出了引导轴的插入;
82.图27描绘了图1和2的预制品模具组件的凹模组件,其中空腔组件中的一者从其中移除;
83.图28描绘了图27的凹模组件的空腔组件中的一者;
84.图29描绘了图28的空腔组件的空腔插入件,其中省略了浇口插入件;
85.图30示出了图29的空腔插入件的区段a
‑
a中的冷却通道;
86.图31描绘了图28的空腔组件的浇口插入件;
87.图32示出了图28的空腔组件的保持销之一;
88.图33描绘了穿过图27的凹模组件的一列空腔插入件的凹模组件的局部截面图;
89.图34描绘了穿过图27的凹模组件的一排空腔插入件的凹模组件的局部截面图;
90.图35描绘了图34的局部截面视图的旁通和保持销区域的放大视图;
91.图36描绘了与图35类似的视图,示出了替代的旁通通道配置;
92.图37描绘了与图35和36类似的视图,示出了替代的固位销配置,其中在固位销与空腔插入件之间界定了旁通通道;
93.图38描绘了替代凹模组件的浇口区域的局部截面图,其中浇口垫设置在喷嘴尖端与浇口插入件之间;
94.图39描绘了图38的浇口垫和浇口插入件的分解图;
95.图40描绘了图1的模具的局部截面图,其图解说明模具堆叠,但省略熔融物分配器和芯冷却管组件两者;
96.图41描绘了图40的区域b的放大图,其图解说明脱模板与凸模之间的间隙;
97.图42描绘了在组装期间图27的凹模组件降低到图21中所说明的移动部件上;以及
98.图43描绘了用于相对于凹模组件的腔对准芯和颈环的对准程序的一部分。
具体实施方式
99.参看图1和图2,描绘根据本实用新型的预制品模具组件100的非限制性实施例,其在此实施例中包括48个腔。模具组件100包括用于安装到注塑模制机(未图示)的移动压板(未图示)的第一移动部分110和用于以通常方式安装到固定压板(未图示)的第二固定部分120。第一移动部件110包括凸模组件200和脱模板组件300。第二固定部分120包括凹模组件400和通常称为热浇道的熔融物分配器 500。在此实施例中,熔融物分配器500为常规类型。本实用新型特别涉及图2所示的产品特定组件130,通常称为“冷半部”130。冷半部130包括凸模组件200、脱模板组件300和凹模组件400。
100.如图3和4更清楚地所示,凸模组件200包括凸模210、一对凸轮盘220、四个导销230和多个芯组件240。凸模210在平面上大致为矩形,具有扇形角211,用于接纳其中安装有模具的注塑模制机(未图示)的系杆(未图示)。凸模210还包括穿过其厚度的四个导销孔212,这些导销孔212在每个扇形拐角211的水平内侧并且牢固地接纳导销230。凸模210还包括穿过其厚度的多个弹出孔213,用于接纳起模杆(未示出)。
101.冷却通道214a、214b网包含在凸模210内,其被进给到凸模210的前面crf中的多个冷却通道座 215中(如图6所示)。冷却通道座215布置成六个垂直列和八个水平行的阵列。
每个座215由三个芯安装孔216围绕,所述芯安装孔216延伸穿过凸模210的厚度并在凸模210的后面crr上埋头。联接螺栓217阵列也被插入凸模210中的孔中,这些孔也被埋头在后面crr上。凸轮盘220中的被螺栓连接到凸模210的前面crf的中心下部区域,并且在其上表面上包含一对凸轮槽221。另一个凸轮盘220螺栓连接到凸模210的前面crf的中心上部区域,并且在其下表面上包含类似的一对凸轮槽221。两个凸轮盘 220具有相同的配置,仅在它们的取向上变化。每个凸轮盘220的凸轮槽221从前面crf垂直延伸,并朝着凸轮盘220的自由端会聚。
102.如图4至8更清楚地所示,每个芯组件240包括中空芯插入件250和芯冷却管组件260、270。在该实例中,芯冷却管组件260、270包含接纳在凸模210的冷却通道座215中的一者中的冷却剂分流器260 和可释放地紧固到冷却剂分流器260且接纳在中空芯插入件250内的芯冷却管270。
103.每个芯插入件250包括基本上圆柱形的基座251和通过锥形物253接合到基座251的模制部分252。模制部分252具有:外模制表面252a,用于以通常的方式模制预制品的内表面;锥形过渡部区域252b,用于模制预制品的颈部和本体区域之间的过渡部区域;以及顶部密封表面部分tss,用于模制预制品的顶部密封表面的一部分。芯部锥形物253从顶部密封表面部分tss延伸到基座251的前面251a,并且包括用于堆叠配置的单个凸锥形物253,该堆叠配置在本领域中已知为所谓的“空腔锁定”设计。然而,应当理解,芯插入件250可以是所谓的“芯锁”设计,而不脱离本实用新型的范围。
104.在该实例中,每个芯插入件250包含基本平坦的安装表面254和从安装表面254延伸的三个螺纹盲孔255。芯插入件250因此从后部或在后部安装,由此螺栓218从凸模210的后面crr插入芯安装孔216 中,并螺纹接合芯插入件250的螺纹孔255。这在图5中示出。该后部安装使得芯插入件250能够从凸模210的后部固定。这样,在不妨碍接近螺栓218的情况下,可以减小芯插入件250之间的节距,如具有凸缘的传统芯插入件的情况,该凸缘具有用于接纳前部安装的螺栓218的通孔。
105.如下文更详细地论述,此后部安装与大体上平坦的安装表面254组合还使得芯插入件250能够以浮动方式松弛地安装到凸模210的前面crf且在模具100或冷半部130完全组装之后相对于其牢固地固定。更具体地,通过松松地拧紧螺栓218,它们与芯安装孔216之间的间隙允许芯插入件250的安装表面254 与前面crf之间的一定程度的滑动运动。安装表面254界定了芯插入件250的端部并且没有任何突出部,由此使得芯插入件250能够相对于凸模210滑动。在模具100或冷半部130处于组装状态的情况下,螺栓218仍可从凸模210的后面crr接近且因此可被扭转以将芯插入件250牢固地紧固到凸模210。
106.然而,还可以设想,芯插入件250可以设置有从安装表面254延伸的插口。在一些情况下,插口(未图示)可小于凸模210中的座215以允许其间的一些滑动运动。在其他实例中,插口可与凸模210中的座215具有大体上相同的尺寸。
107.现在参考图6,每个芯插入件250包括中心孔250a,该中心孔250a从安装表面254延伸到邻近模制部分252的自由端的半球形或圆顶形封闭端。中心孔250a包括相应于外模制表面252a的锥形过渡部区域252b的锥形物中间区域250b。这样,中心孔250a和外模制表面252a之间的壁厚沿着整个模制部分252保持基本恒定。安装表面254还包括浅凹槽256,该浅凹槽256围绕中心孔250a并在其间限定截流表面257。截流表面257还包括在凹槽256和中心
孔250a之间的o形环凹槽258,o形环259接纳在 o形环凹槽258中,用于密封中心孔250a和凸模210之间的接口。
108.如图6至8所示,每个冷却剂分流器260基本上是圆柱形的,并且包括轴向盲孔261、垂直于轴向孔261的径向孔262和平行于轴向孔261的外围凹槽263。轴向孔261从分流器260的上表面264延伸并终止于分流器260的下表面265附近。轴向孔261包括从上表面264延伸的扩大部分261a,并且沿其长度的一部分螺纹连接以提供用于芯冷却管270的连接器。径向孔262从轴向孔261的封闭端延伸到分流器260的与周边凹槽263相对侧的圆周表面266。轴向孔261和径向孔262一起提供冷却剂分流器260 的第一冷却通道261、262。
109.周边凹槽263从上表面264朝向下表面265延伸大约分流器260圆周的一半,终止于轴向孔261的相对侧,使得圆周表面266围绕分流器260下端的整个圆周延伸。外围凹槽263与冷却通道座215的面对表面配合以界定冷却剂分流器260的第二冷却通道,具有在凸模210的前面crf处界定的入口和相应于冷却通道座215中面对的冷却通道214b的开口的出口。
110.每个冷却剂分流器260还包括保持唇缘267形式的定位器,该保持唇缘267围绕径向孔262的开口的周边从圆周表面266突出。冷却剂分流器260由弹性塑料材料形成,使得保持唇缘267可弹性变形。这样,分流器260插入冷却通道座215导致保持唇缘267弹性变形,直到分流器260在冷却通道座215 内的深度和取向都使得径向孔262与面对的冷却通道214a对准。当径向孔262和冷却通道214a对准时,保持唇缘267卡扣到冷却通道214a中并返回到其原始形状。结果,保持唇缘267提供卡扣配合连接器,其既用作定位装置,确保径向孔262和冷却通道214a的正确对准,又用作用于将分流器260保持在冷却通道座215内的保持装置。在此定向中,外围凹槽263与冷却通道座215的相对侧上的冷却通道214b 对准。虽然保持唇缘267是方便且优选的配置,但是它可以被用于接纳冷却通道座215的面向表面上的突出部的凹槽替代。
111.每个芯冷却管270包括第一、第二和第三管状段271、272、273。第一管状段271具有第一外径、第二管状段272具有大于第一外径的第二外径,并且第三管状段273具有在第一和第二外径之间的第三外径。第二管状段272还包括锥形端部272a、272b,它们提供三个直径之间的过渡部。第二和第三段272、273的外表面大致相应于其中接纳芯冷却管270的芯插入件250的中心孔250a的轮廓,所述中心孔250a经配置以在芯冷却管270的外表面与中心孔250a之间提供预定流动面积以最大化冷却效率。
112.第一管状段271包含外螺纹下端271a,该外螺纹下端271a接纳在冷却剂分流器260之一的扩大的轴向孔部分261a内,并且与冷却剂分流器260之一的扩大的轴向孔部分261a的内螺纹螺纹接合。第二管状段272的内径大于第一管状段271的内径,第一管状段271的上端接纳在第二管状段272中。第二和第三管状段272、273的内径基本相同。第三管状段273在其下端紧固到第二管状段272,并包括上自由端,该上自由端具有锯齿状轮廓,该锯齿状轮廓包括四个尖齿273a。第三管状段273还包括在其中间部分中的间隔叶片273b,该间隔叶片273b邻近齿273a但与齿273a间隔开并且在每对齿273a之间对准。
113.齿273a确保由流过其中的流体压力引起的芯冷却管270的任何非预期的向前移动不会关闭芯冷却管270与芯插入件250的中心孔250a的内部圆顶形端部之间的流动。间隔叶片273b确保芯冷却管270 也居中地位于芯插入件250内。这些间隔叶片273b配置成通过接
合芯插入件250的中心孔250a的面对表面来限制芯冷却管270的径向运动。这种布置将芯冷却管270的位置保持在中心孔250a内,从而确保冷却流体的流动轮廓沿着中心孔250a基本均匀地分布。
114.来自冷却通道214a、214b的冷却流体的流动方向由图6中的箭头指示。如图所示,冷却流体从第一入口冷却通道214a流入用作第一冷却通道261、262的入口部分的冷却剂分流器260的径向孔262中,然后向上流动并流出用作出口部分的轴向孔261。冷却流体然后流过并流出芯冷却管270以冲击芯插入件250的中心孔250a的圆顶形端部的中心。然后芯插入件250的圆顶形端部使流动以伞状方式反向到芯冷却管270的外表面与中心孔250a之间的环形间隙。然而,应当理解,冷却流体流可以相反方向流过。
115.芯冷却管270的外表面大致相应于模制部分252内的芯插入件250的中心孔250a的轮廓,借此提供小于芯冷却管270内的流动面积的预定环形流动面积。这样,冷却流体沿该环形流动区域被节流以产生湍流,从而增加模制部分252和冷却流体之间的热传递。冷却流体然后流入冷却剂分流器260的外围凹槽263,并在冷却通道座215的相对侧上流出冷却通道214b。这样,外围凹槽263用作冷却流体返回冷却通道214a、214b网的出口。
116.冷却剂分流器260由弹性塑料材料,比如通过模制或附加制造形成。然而,本领域技术人员将了解,也可由不同的、更刚性的塑料或金属材料形成冷却剂分流器260,其中保持唇缘267提供为由弹性材料制成的插入件或通过用弹性材料包覆模制冷却剂分流器260的本体而形成。另外,芯冷却管270由不锈钢形成,管状段271、272、273和间隔叶片273b钎焊在一起。然而,芯冷却管270,例如通过附加制造技术可替代地形成为单一本体。芯冷却管270可由不同的材料形成,所述材料可以是金属或塑料材料,和/或可通过任何其他合适的工艺形成。
117.图9至图11示出了替代的芯冷却管组件1260、1270,其类似于上文所述的芯冷却管组件260、270,其中相同的特征用相同的附图标记加上先前的
‘1’
来标记。如图所示,该芯冷却管1270的不同之处尤其在于,第一、第二和第三管状段1271、1272、1273和冷却剂分流器1260全部一体形成。芯冷却管1270 的第三管状段1273还包括由截头圆顶1273a界定的开口端1273a,代替上述芯冷却管270的锯齿端。
118.由于芯冷却管1270和冷却剂分流器1260在此实例中是一体的并且几乎没有分离的风险,因此在此实例中不需要提供锯齿状端部。此外,截头圆顶1273a包括孔a,该孔a具有比第三管状段1273中的孔更小的直径,从而界定了小于通过第三管状段1273的流动面积的流动面积。结果,流过芯冷却管1270 的冷却流体在通过孔a流出时加速。在如上所述使流动反向之前,这种配置还将流动直接集中到芯插入件250的中心孔250a的圆顶形端部的中心区域。已经发现,减小流动面积以提供加速的定向流动可以改善冷却性能。
119.相反,与通过第三管状段273的流动面积相比,上述芯冷却管270中的齿273a提供了流动面积的有效增加。实际上,来自第三管状段273的冷却剂流体的一些流动将通过齿273a之间的空间离开,并且被夹带以反向流动通过芯冷却管270的外表面与芯插入件250的中心孔250a之间的环形间隙,由此避免芯插入件250的中心孔250a的圆顶端。
120.本领域技术人员应当理解,芯插入件250的该端部区域暴露于最高温度,因为在模制过程中引入到空腔中的熔融塑料直接冲击在其上。这样,由根据该实例的芯冷却管1270提供的流动面积的减小和朝向芯插入件250的该区域的定向流动是特别有利的。
121.冷却剂分流器1260是第一管状段1271的延续,在轴向孔1261和径向孔1262之间具有逐渐弯曲的管状过渡部1263。冷却剂分流器1260还包括三个间隔翅片1266,它们在凸模210的冷却通道座215内将其居中。径向孔1262和将其连接到轴向孔1261的弯曲过渡部由管状过渡部1263形成,管状过渡部 1263具有基本恒定的厚度,从而与图6至8所示的冷却剂分流器260的浅凹槽263相比,使冷却剂分流器1260周围的流动面积最大化。这减轻了由凹槽263产生的流动限制,从而减小了当冷却流体流出芯插入件250返回到冷却通道214a、214b网中时的压降。
122.保持唇缘1267由管状过渡部1263的锥形端部形成,其以与上述保持唇缘267类似的方式起作用。整体结构由合适的塑料材料形成,该塑料材料具有足够的弹性以使得保持唇缘1267能够在冷却剂分流器1260插入冷却通道座215中时弹性变形,从而卡扣到冷却通道214a中并返回到其原始形状。然而,芯冷却管1270应由也足够刚性以使其在冷却流体的压力下保持其形状的材料形成。在减轻芯冷却管 1270的任何变形的影响的努力中,第二管状段1272包含围绕其周边等距间隔开的三个间隔叶片1272c,且第三管状段1273包含围绕其周边等距间隔开的六个间隔叶片1273b,其中每隔间隔叶片1273b相对于相邻间隔叶片1273b轴向交错。当然,整体结构的不同部分也可以由不同的材料形成,从而在需要时提供额外的刚性。优选地,冷却剂分流器2260和芯冷却管2270一体形成以提供无缝的统一整体式结构。这可以通过例如但不限于添加制造工艺来实现。
123.现在转向图12至14,示出了另一可选的芯冷却管组件2260、2270,其类似于上文刚刚界定的芯冷却管组件1260、1270,其中相同的特征件用相同的参考标号来标记,且前面的
‘
1'替换为前面的
‘
2'。如图所示,该芯冷却管2270的不同之处在于,第三管状段2273仅包含三个间隔叶片2273b,这些叶片轴向对准并且围绕第三管状段2273的周边均匀分布。
124.此外,冷却剂分流器2260包括部分圆周壁2268,其具有类似于根据第一实例的芯冷却管270的圆周表面266的外表面,但是未示出保持唇缘。此部分周向壁2268与冷却剂分流器2260的本体间隔开,所述本体限定轴向孔2261,且与凸模210的冷却通道座215的面对表面配合以在径向孔2262与面对的冷却通道214a之间提供大体上密封的连接。虽然在图12至14中没有示出保持唇缘,但是本领域技术人员将理解,这种保持唇缘可以结合在该实例中。
125.冷却剂分流器2260还包括在部分圆周壁2268的相对侧上的间隔翅片2266。这样,间隔翅片2266 和部分圆周壁2268一起使冷却剂分流器2260在凸模210的冷却通道座215内居中。此外,冷却剂分流器2260的底部设有定位插口2265,定位插口2265在其下表面中具有凹口2265a。定位插口2265接纳在图6所示的凸模210的冷却通道座215的变型的基座中的定位凹槽(未示出)中。定位凹槽(未示出) 还包括突出部,该突出部接合凹口2265a以确保径向孔2262和面对的冷却通道214a之间的定向对准。虽然在该实例中凹口2265a没有提供保持装置,但是它可以由径向突出部代替,该径向突出部接合定位凹槽(未示出)中的面对凹槽以提供定位装置和保持装置两者。
126.管状过渡部2263围绕径向孔2262的入口连接到部分圆周壁2268。照此,与根据第二实例的冷却剂分流器1260相比,根据该实例的冷却剂分流器2260更刚性地将芯冷却管2270固定在凸模210的冷却通道座215中,同时最小化围绕管状过渡部2263的流动面积的减小。这样,这种布置相对于根据第二实例的冷却剂分流器1260基本上保持了上述优点,即,
当冷却流体流出芯插入件250返回到冷却通道 214a、214b网中时,减小了压降。
127.图15至图17示出了又一替代型芯冷却管组件3260、3270,其类似于上文刚刚界定的芯冷却管组件2260、2270,其中相同的特征用相同的参考标号来标记,其中前一
‘
2'替换为前一
‘
3'。如图所示,该芯冷却管组件3260、3270的不同之处仅在于冷却剂分流器3260的部分圆周壁3268通过围绕其外围的腹板3264a、3264b而接合到限定轴向孔3261的本体。更具体地,部分周向壁3268的上边缘通过环形腹板3264a接合到本体,并且部分周向壁3268的轴向侧边缘通过相应的轴向腹板3264b接合到本体。这在部分圆周壁3268、本体和腹板3264a、3264b之间产生空腔。
128.这种布置进一步提高了芯冷却管3270和凸模210的冷却通道座215之间接合的刚性。然而,与根据第二和第三实例的芯冷却管1270、2270相比,随着冷却流体流出芯插入件250返回到冷却通道214a、 214b网中,围绕管状过渡部3263的流动面积的最终减小增加了压降。与根据第三实例的芯冷却管2270 一样,在此实例中可并入保持唇缘。
129.图18到20中示出替代的两件式芯插入件1250,其可用于预制品模具组件100中以代替前述芯插入件250。两件式芯插入件1250类似于上述型芯插入件250,其中相同的特征用相同的附图标记加上前面的
‘
1'来标记。如图所示,该两件式芯插入件1250与上述芯插入件250的不同之处在于,它包含主芯插入件1250a和芯环1250b。
130.在该实例中,主芯插入件1250a的基座1251的最前部凹陷以提供前面1251a和从前面1251a突出的接口部分1251b。芯环1250b包括基座1251'或凸缘1251',其具有相应于上述芯插入件250的前面 251a的前面1251a'。芯环1250b还包括内接口1251b'和相应于上述芯插入件250的凸锥形物253的凸锥形物1253。接口部分1251b被芯环1250b接纳,在压配合状态下与芯环1250b的内部接口表面1251b' 接触。
131.如图20中更清楚地说明,芯环1250b的提供提供了来自主芯插入件1250a与芯环1250b之间的预制品腔的颈部开口的内角的通气路径。这使得两件式芯插入件1250与对开式模具插入件350或颈环350 之间的分型线能够从顶部密封表面移动到颈开口的外角。其原因及其意义对于本领域技术人员来说是显而易见的。在该实例中,芯环1250b包含一对排气通道crv,该对排气通道crv从内接口1251b'延伸到通过凸锥形物1253的外表面限定的收集器凹槽cg。在操作中,通过排气通道的排气由收集器凹槽cg 引导,收集器凹槽cg与限定在通过颈环350的配合面上的下排气通道lnrv对准。如图所示,颈环350 还包括限定在其配合面上的上排气通道unrv。
132.现在转向图21,模具组件100的移动部分110单独示出,其中省略凹模组件400以暴露脱模板组件 300的特征。脱模板组件300包含脱模板310、可滑动地安装到脱模板310的六个滑动对320,引导滑动对320沿着脱模板310移动的上部和下部引导组件330,以及四个连接杆340。在此实例中,模具堆叠包含多个对开式模具插入件350或颈环350,所述对开式模具插入件350或颈环350成对布置且安装在滑动件320上以与其一起移动。
133.在图22中更清楚地示出的脱模板310在平面上基本上是矩形的,具有扇形角311,扇形角311与凸模210的扇形角211对准,用于接纳其中安装有模具的注塑成型机(未示出)的系杆(未示出)。脱模板310还包括四个具有贯穿其厚度的相关孔(未示出)的导销衬套312,所述导销衬套312水平地位于每个圆齿状拐角311的内侧,用于接纳凸模210的导销230。脱模板310还包括穿过其厚度的多个芯插入孔313、上凸轮盘孔314和下凸轮盘孔314以
及十个磨损或支撑板315(以下称为支撑板315),它们提供承载表面,滑动件320沿着脱模板310移动并抵靠该承载表面。
134.每个导销衬套312为中空圆柱体的形式,并且通过四个螺栓312a螺栓连接到脱模板310。每个导销衬套312还包括用于以通常方式将油脂引入其内表面上的油脂嘴312b。引导销衬套312的内径在引导销 230和引导销衬套312之间提供小间隙,经由油脂嘴312b引入的油脂接纳在该小间隙内,使得引导销 230在引导销衬套312内自由滑动,以在脱模板310与凸模210之间以通常方式运动期间支撑脱模板310。
135.芯插入件孔313布置成六个垂直列和四个水平行的阵列,且每个者经配置以接纳芯插入件250中的一者的基座251。每个芯插入孔313的尺寸被确定为在其与芯插入件基座251之间提供间隙,以便在脱模板310沿着引导销230朝向和远离凸模210移动时防止它们之间的接触。凸轮盘孔314是长圆形的并且配置成接纳凸轮盘220。每个凸轮盘孔314的尺寸设置成在凸轮盘孔314和凸轮盘220之间提供间隙,以便在脱模板310沿着引导销230朝向和远离凸模210移动时防止它们之间的接触。在凸模310的顶部和底部,在凸模插入孔313的每列之间包含一对螺纹引导支架安装孔330a。在每对引导支架安装孔330a 之间还包括一对引导支架销钉330b。
136.也可以称为耐磨板315的支撑板315由耐磨材料形成。每个支撑板315在平面上基本上是矩形的,并且包含穿过其厚度的两个孔316和四个部分圆形的切口317a、317b。支撑板孔316的间距相应于沿每个垂直列的芯插入孔313的间距。部分圆形切口317a中的两个位于支撑板315的短边缘的中心处,并且每个部分圆形切口317a及其相邻支撑板孔316的间距也相应于芯插入孔313沿每个竖直列的间距。另外两个部分圆形切口317b位于支撑板315的长边缘的中心。这样,支撑板315关于中心纵向轴线对称。
137.支撑板315沿其中垂直柱纵向放置,支撑板孔316和部分圆形切口317a与芯插入孔313对准。三个支撑板315沿着芯插入孔313的两个中心列中的每个安装,而单个支撑板315安装在四个最外侧列的垂直中心处。在根据本公开的模具中,支撑板315选择性地定位成在起模期间为滑动件对320提供平衡支撑,同时使它们的数量最小化以降低成本。这通过由模具组件100的总体设计产生的负载路径而成为可能,这将在下面讨论。
138.在图23中更清楚地示出的每个滑动件对320包含基本上具有相同设计的第一滑动件320a和第二滑动件320b。每个滑动件320a、320b呈具有大致方形或近方形截面的杆的形式,具有沿着其一侧的多个半圆形切口321和在其端部323a、323b中的每处的引导孔322,该引导孔322从一侧延伸穿过到另一侧。引导衬套322a接纳在每个引导孔322中并且通过过盈配合保持在其中,尽管也可以设想其他布置。最中心的滑动件320a、320b还包括在每个端部323a、323b处的凸轮从动件324(如图25所示)。每个凸轮从动件324呈滚子的形式,该滚子可旋转地安装到滑动端323a、323b上,用于接纳在凸轮盘220之一的凸轮槽221之一内。
139.每个滑动件320a、320b在其前面中还包括在第一端323a处的第一对连杆安装孔325a、与第二端 323b相邻但间隔开的第二对连杆安装孔325b、一系列颈环安装孔326和一系列冷却通道端口327。颈环安装孔326中的位于每个半圆形切口321之间,并且另一个颈环安装孔326位于每个半圆形切口321的外侧,邻近滑动件320a、320b的端部323a、323b。在使用中,颈环350通过颈环安装孔326安装到滑动件320a、320b,使得冷却通道端口327与颈环350的面对表面上的冷却通道端口(未图示)对准。每个冷却通道端口327包含用于密封颈环
350的o形环327a(如图26所示)。冷却通道端口327连接到冷却通道网(未示出),冷却通道网以通常的方式连接到冷却流体源。
140.在此实例中,颈环350通过我们的共同未决申请案第pct/ca2018/050693号中所界定类型的保持器组件以浮动方式紧固到滑动件320a、320b,所述共同未决申请案以引用的方式并入本文中。更具体地,如图24所示,每个颈环350由一对颈环半部350a、350b形成。多个颈环半部350a在滑动件320a上彼此纵向相邻地定位,且相应的多个颈环半部350b在相对的滑动件320b上彼此纵向相邻地定位。每个颈环半部350a、350b通常常规地配置,但配置成通过两个保持器机构351紧固到滑动件320a、320b。
141.每个保持器机构351包括螺栓352形式的保持器构件和插入构件353。每个螺栓352具有头部352a 和螺纹轴部分352b。每个插入构件353具有上部环形凸缘部分353a、从凸缘部分353a轴向延伸的圆柱形本体部分353b和轴向延伸穿过凸缘部分353a和本体部分353b的圆柱形开口。螺栓352接纳在插入构件353的圆柱形开口内,并与颈环安装孔326螺纹接合,以将插入构件353保持在螺栓352和滑动件 320a、320b的面对表面之间。这导致插入构件353的凸缘部分353a与滑动件320a、320b的面对表面之间的固定间隔。
142.每个颈环半部350a、350b具有半圆柱形中心开口354,使得当在注塑模制系统的操作期间将一对颈环半部350a、350b集合在一起时,提供颈环半部350a、350b的开口354的向内表面将限定待模制的预制品的颈部区域域的轮廓。每个颈环半部350a、350b将通过位于颈环半部350a、350b的每个纵向侧的一对保持器机构351保持到相应的滑动件320a、320b。每个颈环半部350a、350b包含通常为弓形的上部半环部分355a和凸缘部分355b。半环部分355a具有锥形侧表面355c并且凸缘部分355b具有下表面 355d和内锥形表面355e。
143.每个颈环半部350a、350b还具有一对纵向相对的、大致阶梯形的半圆柱形侧孔口356。每个孔口 356具有一直穿过颈环半部350a、350b的凸缘部分355b的通路。当一对颈环半部350a、350b在滑动件 320a、320b上彼此纵向相邻地定位时,由两个相邻的面对孔口356形成圆柱形开口。该开口配置成接纳保持机构351之一,并且包括由面对孔口356中的阶梯所界定的凹陷平台。该凹陷平台的深度特别地设置成定位插入构件353的凸缘部分353a,使得在凸缘部分353a的下表面和凹陷平台的面朝上的相对表面之间形成间隙。例如,该间隙可以在0.01至0.03mm的范围内。
144.当颈环半部350a、350b安装到滑动件时,由o形环327a施加在凸缘部分355b上的压力促使凸缘部分355b远离滑动件320a、320b。凸缘部分353a的下表面与由阶梯侧孔口356形成的凹陷平台的面朝上的相对表面之间的前述间隙允许在颈环半部350a、350b与滑动件320a、320b的前面之间形成少量(例如,0.01至0.03mm)间隙。此间隙使得颈环半部350a、350b能够相对于滑动件320a、320b滑动或浮动一定程度,同时对o形环327a施加足够的压缩以维持冷却通道端口327与颈环半部350a、350b的面对的冷却通道端口(未图示)之间的密封接口。
145.照此,颈环半部350a、350b能够在半部合在一起时相对于其相应滑动件320a、320b滑动一定程度。这允许成对的颈环半部350a、350b重新定位,从而有助于与模具堆叠的其余部分正确对准。然而,还可以设想,可以使用传统的非浮动颈环(未示出),这将在下面更详细地界定。
146.图25和26示出了滑动对320和脱模板310之间的互连,包括引导组件330之一和一
对连接杆340。引导组件330包括具有圆形横截面并通过七个引导支架332紧固到脱模板310的引导轴331。上部引导组件330横跨脱模板310的上部区域安装,直接位于上部圆齿状拐角311和引导销衬套312的下方。下部引导组件330类似地横跨脱模板310的下部区域安装,直接在下部圆齿拐角311和引导销衬套312上方。
147.上引导组件330和下引导组件330中的每个包括安装在每个滑动对320之间的引导支架332和邻近每个扇形拐角311安装的端部引导支架332。引导支架332将引导轴331固定就位。每个引导支架332 包括基座333、夹紧构件334和一对螺栓335,该对螺栓335接纳在基座333和夹紧构件334中的每个中的相应螺栓孔336内。如图26所示,通过在滑动件320a、320b的一端323a、323b处将引导轴331 穿过引导衬套322a插入来组装每个引导组件330,其中引导支架基座333由引导支架销钉330b保持就位。然后将引导支架夹紧构件334放置在引导轴331上,并且将螺栓335插入到每个引导支架基座333 和夹紧构件334中的螺栓孔336中。螺栓335与引导支架安装孔330a螺纹接合,以将引导支架夹紧构件334紧固到脱模板310,并将引导轴331夹紧在引导支架夹紧构件334和基座333之间。结果,滑动件320a、320b保持抵靠脱模板310的支撑板315,使得它们可沿引导轴331和支撑板315滑动。
148.在该实例中,连接杆340是细长的,具有方形截面,并且每个都具有沿其长度间隔开的六对螺栓孔 341。尽管在图25中的每对螺栓孔341中仅示出了螺栓342,但是螺栓342接纳在每个螺栓孔341中,并且将连接杆340紧固到每个滑动件对320的滑动件320a、320b之一。连接杆340之一连接到每个滑动件对320的第一滑动件320a,而连接杆340中的另一个连接到每个滑动件对320的第二侧320b。这样,第一滑动件320a中的一个的滑动运动导致所有第一滑动件320a随其移动。类似地,第二滑动件320b 中的一个的滑动移动导致所有第二滑动件320b随其移动。
149.在使用中,脱模板310远离凸模210的向前移动导致凸轮从动件324沿凸轮槽221移动,这导致承载凸轮从动件324的滑动件320a、320b沿引导轴331和支撑板315朝向彼此滑动。这又导致滑动对320 中的每个彼此远离地移动,沿着引导轴331和支撑板315滑动,以打开颈环,并且在这样做时以通常的方式将预制品从芯中弹出。类似地,脱模板310朝向凸模210的向后运动使得凸轮从动件324沿着凸轮槽221沿着反向路径行进,从而闭合颈环。
150.现在转到图27,凹模组件400包括凹模410、四个导销衬套420和多个空腔组件430。凹模410在平面上基本上是矩形的,具有前面cvf、后面cvr和扇形拐角411。当模具100处于组装状态时,扇贝形拐角411与凸模210和脱模板310的扇贝形拐角211、311对准,用于接纳其中安装有模具的注塑模制机(未示出)的系杆(未示出)。凹模410包括穿过其厚度的导销孔(未示出),所述导销孔与导销衬套420对准,并且水平位于每个扇形拐角411的内侧,用于接纳凸模210的导销230。
151.凹模410还包括穿过其厚度的多个座412、与座412连通的冷却通道413a、413b、413c网以及穿过其厚度的上凸轮盘孔414和下凸轮盘孔414。座412布置成六个垂直列和八个水平行的阵列、布置成与芯插入件250匹配。每个座412由四个带螺纹的空腔安装孔415围绕,其中空腔插入件430之一接纳在每个座412中并且通过螺栓416紧固到凹模410,螺栓416与空腔安装孔415螺纹接合。凸轮盘孔414 是长圆形的并且配置成接纳凸轮盘220。每个凸轮盘孔414的尺寸设置成在凸轮盘孔414和凸轮盘220 之间提供间隙,以便在模具100闭合时防止它们之间的接触。凹模410还包括一排联接螺栓孔417,用于接纳上述联接螺栓217以
将凹模410紧固到凸模210,这将在下面进一步界定。
152.每个导销衬套420是中空圆柱体的形式,并且通过四个螺栓421螺栓连接到凹模410。每个导销衬套420还包括用于以通常方式将油脂引入其内表面上的油脂嘴422。导销衬套420的内径在导销230和导销衬套420之间提供小间隙,经由油脂嘴422引入的油脂接纳在该小间隙内,使得导销230在导销衬套420内自由滑动,以确保在以通常方式操作期间凸模210和凹模410之间的正确对准。
153.如图28至35更清楚地所示,每个空腔组件430包括空腔插入件440、浇口插入件450和一对保持销460。在此实例中,空腔插入件440和浇口插入件450是单独的组件,但在其他变化形式中,其可形成为单个整体结构。空腔插入件440包括具有平坦侧面442的大致圆柱形本体441,以提供大致圆形的横截面。空腔插入件440还包括在本体441的一端处从安装面441a突出的插口443,邻近基本为椭圆形截面的外角的四个轴向安装孔444和冷却通道445网,所述四个轴向安装孔444从安装面441a延伸到在本体441的相对端处的前面441b。
154.插口443是中空的,其中阶梯状浇口插入件座446用于接纳浇口插入件450。空腔插入件440的本体441也是中空的且包括从前面441b延伸到模制表面448的凹锥形物447。本体441包括将锥形物447 接合到模制表面448的环形阶梯447a,该模制表面448从环形阶梯447a延伸到浇口插入件座446。浇口插入件座446包括圆柱形的第一部分446a和圆柱形的第二部分446b,该第一部分446a从插口443 的端面443a延伸到第一内肩部443b,该第二部分446b具有比第一部分446a小的直径,从第一内肩部 443b延伸到第二内肩部443c。第一内肩部443b提供从浇口插入件座446的第一部分446a到其第二部分446b的过渡部,而第二肩部443c提供从浇口插入件座446的第二部分446b到本体441的模制表面 448的过渡部。
155.插口443包括从浇口插入件基座446的第一部分446a延伸到插口443的外圆周表面的一对螺纹径向孔449。径向孔449的轴线平行于平侧面442,并且它们的基座基本上与浇口插入件座446的第一内肩部443b齐平。插口443还包括位于径向孔449下方的其外周表面中的周向槽443d,用于容纳o形环密封件(未示出)。
156.冷却通道445网包括冷却剂入口445a和冷却剂出口445b,每个流体连接到两个不同的回路。在图30的示意图中示出了其中一个电路,其相应于图29中由线a
‑
a描绘的空腔插入件440的一半。另一个回路(图30中未示出)与图30所示的回路成镜像,并且冷却剂入口445a和出口445b都流体连接到两个回路。每个回路包括一对第一轴向通道445c、一对横向或交叉通道445d和一对第二轴向通道445e。冷却剂入口445a由穿过插口443的轴向槽445a界定,所述轴向槽445a从其端面443a延伸到第一内肩部443b。冷却剂出口445b也由穿过插口443的轴向槽445b界定,类似于冷却剂入口445a的轴向槽,但在其相对侧上。冷却剂入口445a、冷却剂出口445b和径向孔449围绕插口443的周边等距隔开,使得径向孔449位于冷却剂入口445a和冷却剂出口445b之间。通过冷却剂入口445a和冷却剂出口445b 中的每个的流动路径垂直于径向孔449的轴线。
157.轴向通道445c、445e由盲孔钻提供,盲孔钻围绕插口443和本体441等距离间隔开,并且从插口 443的端面443a延伸到横向通道445d。如图29中最清楚地示出的,浇口插入件座446的第一部分446a 的直径是这样的,使得从端面443a延伸到第一内肩部443b的这些钻孔中的每个的部分通向第一部分 446a。每个回路的横向通道445d还由盲钻孔提供,盲钻孔从圆柱体441的圆周表面441c朝向平坦侧面 442中的相应延伸,使得它们彼此正交地延伸。
交叉通道445d彼此相交并与相应的一对轴向通道445c、445e相交,以在第一轴向通道445c和第二轴向通道445e之间提供流体连通。
158.现参看图31到33,浇口插入件450大体上呈圆柱形,其具有第一喷嘴尖端接纳部分451、第二模制空腔部分452和将第一部分451接合到第二部分452的第三浇口部分453。第一部分451包含从其端面451b延伸的凹槽451a,凹槽451a成形为以通常的方式接纳阀控注塑喷嘴(未示出)的尖端和相关的尖端绝缘体(未示出)。第一部分451还包括在其外圆周表面中并与端面451b间隔开的圆周槽451c,用于容纳o形环密封件(未示出)。
159.第二部分452界定了从其端面452b延伸的圆顶形模制表面452a,其成形为界定将以通常方式模制的预制品的基座的外表面。第二部分452还包括在其外圆周表面中并与端面452b间隔开的圆周槽452c,用于容纳o形环密封件(未示出)。第三部分453界定了中心圆柱形门453a,其以通常的方式将第一部分451的凹槽451a连接到第二部分452的模制表面452a。
160.第二部分452的直径小于第一部分451的直径,第三部分453的直径小于第一和第二部分451、452 的直径。因此,第三部分453在第一和第二部分451、452之间提供颈缩过渡部,从而在它们之间提供圆周冷却槽454。此外,第三部分453还包括凹陷冷却槽454中的周向旁通槽455。在该实例中,旁通槽455比冷却槽454窄,使得在冷却槽454的基座中界定了一对肩部454a。这样,冷却槽454提供主槽 454,而旁通槽455提供主槽454基座中的旁通槽455。
161.现在参照图32,每个保持销460包括具有外螺纹部分462和插塞部分463的圆柱体461。螺纹部分 462包括具有六边形凹槽465的驱动端464,该六边形凹槽465配置成接纳驱动工具,例如六边形键(未示出)。插塞部分463从螺纹部分462延伸,并包括光滑的圆周表面466和平端467。
162.参照图33和34,凹模410的冷却通道413a、413b、413c网包括:进给通道413a,其延伸穿过凹模410并平行于座412的行;以及一系列分支通道413b、413c,其在座412的每个列之间延伸,从而将每个列中的座412串联连接在一起。在图33中,每个座412左侧的分支冷却通道区段413b提供到座412 的入口413b,而每个座412右侧的分支冷却通道区段413c提供出口413c,反之亦然。在该实例中,入口413b和出口413c在凹模410中以相同的深度对准,并且也在凹模410的相对侧。还可以设想,入口 413b和出口413c可以相对于彼此成一定角度(例如直角)延伸。
163.进给通道413a具有第一直径d1,并且入口413b和出口413c具有小于第一直径d1的第二直径d2。凹模410的每个座412包含具有第一空腔插入件接纳部分412a、直径小于第一部分412a的第二浇口插入件接纳部分412b和在其间提供过渡部的阶梯412c的阶梯孔。凹模410具有深度d或厚度,如从前面 cvf到后面cvr所述,其比常规凹模(未示出)薄得多。
164.传统空腔插入件(未示出)的本体几乎完全接纳在这种传统凹模(未示出)中的孔内,使得它们的模制表面的大部分或全部在板内,冷却通道围绕每个本体的外表面形成,所述冷却通道与冷却流体沿其流动的孔一起限定路径。相反,模具100的凹模410仅接纳插口443,使得同一凹模410可与用于模制不同预制品设计的不同空腔插入件440一起使用。这也使得凹模410的厚度最小化。在这个实例中,第一直径d1大约是深度d的一半、第二直径d2大约是深度d的三分之一。已经发现,这提供了在操作中具有足够刚度同时使深度d最小化的
凹模410。可以设想,在一些应用中,一些冷却通道413a、413b、413c 的尺寸可以达到凹模410的深度d的75%,而不损害其刚性。然而,优选地,冷却通道413a、413b、413c 的尺寸d1、d2至多是凹模410的深度d的60%。还优选地,入口413b和出口413c的尺寸d1、d2是凹模 410的深度d的至少15%,更优选地至少25%。还应当注意,冷却通道413a、413b、413c不需要具有圆形横截面,在这种情况下,上述尺寸d1、d2可以表示冷却通道跨过凹模410的厚度的尺寸。
165.另外,在此实例中,空腔插入件440的模制表面448完全位于空腔插入件440的凹锥形物447与本体441的安装面441a之间。然而,由于此分裂线的位置可能受到浇口插入件座446的深度、插口443 的长度、凹模410的厚度以及限定在浇口插入件450中的基座模制部分的形状和大小的影响,因此前述并非在所有情况下都是必要的。足以陈述模制表面448的部分可接纳在凹模座412内。可以设想,模制表面448的最多三分之一,但优选10%或更少可以接纳在凹模座412内。
166.如图28和33所示,浇口插入件450接纳在模空腔插入件440的阶梯式浇口插入件座446内。更具体地说,浇口插入件450的模制空腔部分452接纳在浇口插入件座446的第二部分446b内,其中o形环(未图示)接纳在周向槽452c内,从而在其间提供密封。模制空腔部分452的端面452b邻接第二肩部443c,使得圆顶形模制表面452a提供空腔插入件440的模制表面448的延伸。喷嘴尖端接纳部分451 的下部接纳在浇口插入件座446的第一部分446a的上部内,其中圆周冷却槽454与浇口插入件座446 的第一部分446a的下部对准且与冷却剂入口445a和冷却剂出口445b的基座对准。在圆周冷却槽454 和浇口插入件座446的第一部分446a的下部的面对表面之间界定了冷却通道454b。
167.如图28、34和35所示,每个保持销460接纳在空腔插入件440的插口443的径向孔449之一内。螺纹部分462螺纹接合径向孔449的螺纹,且插塞部分463向插口443内延伸,进入圆周冷却槽454并邻接肩部454a。这样,在圆周冷却槽454和浇口插入件座446的第一部分446a之间界定的冷却通道454b 被分成两段或两半,其中保持销460的插塞部分463用作分流器。如在图35中更清楚地示出的,旁通槽455与插塞部分463的平坦端467一起界定了旁通流动通道区段455a,该旁通流动通道区段455a允许一些流动在冷却通道454b的两个半部之间通过。除了冷却通道454b的上述分段之外,保持销460还将浇口插入件450保持在空腔插入件440的插口443内以将空腔组件430保持在组装状态。
168.通过将每个空腔组件430的插口443和浇口插入件450的突出部分插入凹模座412中的一者中来将空腔组件430安装到凹模410。更具体地,每个空腔插入件440的插口443接纳在第一空腔插入件接纳部分412a内,并且喷嘴尖端接纳部分451的上部接纳在第二浇口插入件接纳部分412b内。o形环(未示出)接纳在周向槽451c、443d内以提供与入口413b和出口413c的任一侧上的空腔插入座412的密封连接。尽管图中未明确示出,但浇口插入件450的喷嘴尖端接纳部分451的端面451b相对于凹模410 的后面cvr略微凹陷。
169.空腔插入件440定向成使得本体441的平坦侧面442沿着垂直柱彼此面对,如图27和33所示。在此定向中,插口443中的冷却剂入口445a和出口445b与凹模410中的入口413b和出口413c对准。螺栓416插入到每个空腔插入件440的本体441的安装孔444中,并与空腔安装孔415螺纹接合,以将空腔插入件440紧固到凹模410。扭转螺栓416迫使本体441的安装面441a抵靠凹模410的前面cvf。扭转螺栓416还迫使每个插口443的端面443a抵靠凹模座412的阶梯412c,由此关闭入口445a和出口 445b的上端以及形成轴向通道445c、445e的钻
孔。结果,每个空腔插入件440的冷却通道445网密封地连接到凹模410的冷却通道413a、413b、413c网。
170.在使用中,冷却流体从供给通道413a通过座412的入口413b流入每个垂直柱中的第一空腔组件430 的入口445a。大部分冷却流体从入口445a流入每个冷却回路的第一轴向通道445c、通过交叉通道445d、流入第二轴向通道445e,并流出出口445b、进入座412的出口413c。然而,一些冷却流体也流过旁通通道区段455a,这提供了通过空腔组件430的更平衡的流动,并且同时冷却围绕浇口453a的浇口插入件450的区域。冷却流体然后进入塔中下一座412的入口413b并通过接纳在其中的空腔组件430。然而,应当注意,这仅仅是一种可能的实现方式。可以设想冷却通道413a、413b、413c、445的其他配置而不脱离本实用新型的范围。
171.实际上,可以清楚地设想,旁通通道区段455a的配置可以改变,例如通过对旁通槽455或保持销 460的一个或多个修改。图36示出了这样的变体,其中每个旁通通道区段1455a位于浇口插入件450 的模制空腔部分452附近,以便仅提供肩部1454a。图36的布置中的保持销460相应于图35的布置。图37示出了另一种变型,其中省略了旁通通道区段455a、1455a,并且保持销2460包括具有锥形端部 2467的插塞部分2463。锥形端部2467与圆周冷却槽454配合以提供分叉的旁通通道区段2455a。本领域技术人员也可以设想和理解其他布置。例如,由锥形端部2467提供的切口可以由穿过销的孔或一些其他布置代替。
172.图38和39示出了可选的凹模组件3400,其类似于上述的凹模组件400,其中相同的特征用相同的附图标记加上前面的
‘
3'来标记。如图所示,该凹模组件3400的不同之处尤其在于,浇口插入件450 由两部分组件代替,该两部分组件包括浇口插入件3450和浇口垫3457。凹模3410的每个座3412包括第一空腔插入件接纳部分3412a、直径略小于第一部分3412a的第二浇口插入件接纳部分3412b以及其间的锥形过渡部3412c。
173.浇口插入件3450包括浇口垫接纳部分3451以代替第一喷嘴尖端接纳部分451,所述浇口垫接纳部分3451较长且呈阶梯状以提供邻接插口3443的端面3443a而不是先前实例中的凹模座412的阶梯412c 的扩大的端部3456。浇口垫接纳部分3451包括用于接纳浇口垫3457的截头圆锥形凹槽3456a,所述截头圆锥形凹槽3456a以介于30度与40度之间(在此实例中为约35度)的夹角逐渐变细。浇口3453a 将接纳部3451与圆顶形模制表面3452a接合。扩大的端部3456还包括邻近阶梯的唇缘3456b,其在组装状态下邻近凹模3410的座3412的锥形过渡部3412c。周向槽3451c也位于扩大的端部3456的外周表面上,用于容纳o形环密封件(未示出)。
174.浇口垫3457是中空的并且在其中界定了喷嘴座3451a。浇口垫3457包含第一螺纹端3457a、第二截头圆锥形出口端3457b,在第一和第二端3457a、3457b之间的凸缘3457c以及在凸缘3457c和第一端 3457a之间的肩部3457d。凸缘3457c和肩部3457d都向外突出。凸缘3457c在该实例中是六边形的,用于在使用中接合安装工具。与浇口垫接纳部分3451的凹槽3456a一样,出口端3457b以介于30度与 40度之间的夹角,在此实施例中约为35度的夹角逐渐变细。喷嘴座3451a终止于浇口垫3457的出口端 3457b处的中心圆柱形浇口3459处,所述浇口3459形成穿过出口端3457b的尖端的孔口。
175.在组装状态下,浇口垫3457的螺纹端3457a接纳于熔融物分配器3500的螺纹孔3501内且与其螺纹接合,使得喷嘴尖端(未图示)从熔融物分配器3500内延伸到喷嘴座
3451a中。熔融物分配器3500 的孔3501呈阶梯状,其中在螺纹孔3501的端部处具有扩大凹穴3501a,肩部3457d接纳在所述扩大凹穴3501a内。肩部3457d是环形的且大小经设定以提供与凹穴3501的紧密配合以维持浇口垫3457相对于熔融物分配器3500的对准。
176.当熔融物分配器3500安装到凹模3410时,浇口垫3457的出口端3457b接纳在浇口插入件3450的浇口垫接纳部分3451内,且其浇口3453a、3459对准以接纳熔融材料。已经发现,这种分裂式浇口插入件布置减少了磨损,否则磨损可能由于喷嘴尖端(未示出)和浇口插入件450之间的未对准而发生。其还促进熔融物分配器3500从并入凹模组件3400的冷半部(未图示)分离,而不需要允许熔融物分配器3500冷却,借此实现更快的模具转换。浇口垫3457可经配置以作为牺牲组件,从而减少浇口插入件 3450上的磨损并延长其使用寿命。
177.如图38所示,插口3443、浇口插入件3450和凸缘3457c的组合深度略小于凹模3410的深度,其原因将在下面进一步界定。
178.图40和41示出了穿过图2所示的组装的冷半部130的模具堆叠ms中的一者的局部截面图,其中模具堆叠ms示出为处于模制配置中。在此模制配置中,预制品的顶部密封表面部分地由芯插入件250 的顶部密封表面部分tss界定且部分地由颈环350界定。每个模具堆叠ms的组件在本领域中通常称为“腔锁定”设计的设计中彼此接合。颈环350的内锥形表面355e围绕芯插入件250的锥形物253,且颈环350的凸缘部分355b的下表面355d邻接芯插入件250的基座251的前面251a。在该实例中,前面 251a提供了接合颈环350的凸缘部分355b的一部分的环形承载表面251a。颈环350的锥形侧表面355c 接纳在空腔插入件440的凹锥形物447内,且颈环350的半环部分355a邻接环形阶梯447a或以其他方式与其间隔开以限定窄通气口,从而在注塑期间允许空气逸出模制空腔但防止模制材料(即,飞边)流出。
179.与传统模具的显著差异在于,此实例中的模具堆叠ms具有堆叠高度,所述堆叠高度经配置以使得 (经由熔融物分配器500)施加到凸模210和凹模410中的每个者的(由图40中的箭头说明)所施加的夹紧负载cl大体上完全引导穿过模具堆叠。更具体地,颈环350和凸模210之间的距离大于接纳在颈环350和凸模210之间的脱模板组件300的厚度,从而防止夹紧负载cl被引导通过脱模板组件300。在此实例中,此差异导致由脱模板310与凸模210之间的间隙g提供的间隙。虽然这种布置是优选的,但是也可以设想,在一些变型中,间隙g可以设置在滑动件320和脱模板310之间。
180.此外,本实例中的模具堆叠ms被配置为使得通过其施加的夹紧负载cl被平衡。例如,颈环350的接合空腔插入件440的部分,即锥形侧表面355c和每个半环部分355a的径向端表面,沿着夹紧负荷cl 的方向具有与内锥形表面355e和凸缘部分355b的下表面355d的接合芯插入件250的环形承载表面251a 的部分类似的突出面积。在此实例中,模具堆叠ms经配置以使得大体上所有夹紧负载cl传输穿过锥形侧表面355c和每个半环部分355a的径向端面,且不在颈环350的凸缘部分355b与空腔插入件440的面对表面之间。
181.对于本领域技术人员显而易见的是,基本上所有的夹紧载荷cl都通过模具堆叠ms,从而提供通过每个模具堆叠ms的单独的载荷路径。这确保了夹紧负荷cl在模具100上的更均匀和可预测的分布。基本上所有的夹紧载荷cl通过模具堆叠ms的路线也可以消除对吨位块的需要和严格控制脱模板310和支撑板315厚度的需要,如在传统的预制品模具中所需要的。消除通过支撑板315和脱模板310的负载路径的另一结果是,支撑板315的分布和配置不太关键,因为它们不再起到将夹紧负载均匀地分布在模具组件100上的作用。因此,它们
的数量、分布和制造公差不太关键。
182.此外,如上所述,浇口插入件450的喷嘴尖端接纳部分451的端面451b相对于凹模410的后面cvr 略微凹陷。这确保了大部分(如果不是全部的话)夹紧载荷cl通过凹模410传递,避免了任何载荷经由浇口插入件450传递。在替代凹模组件3400的情况下,通过插口3443、浇口插入件3450和凸缘3457 的前述组合深度略小于凹模3410的深度来实现类似效果。
183.然而,应注意,可在凸模210与凹模410之间的预定位置处提供吨位块(未图示),以便保护模具堆叠ms免受过度夹紧负载cl的无意施加。本领域技术人员还将理解,该间隙g不必设置在凸模210和脱模板310之间。在不脱离本文公开内容的情况下,其他配置也是可能的。非限制性实例将是确定芯插入件250、颈环350和空腔插入件450的尺寸,使得它们与模具瓦的其他周围组件之间的小间隙接触。
184.模具100还可经配置以保护模具堆叠ms免受过度应力。举例来说,模具100可经配置以使得如果超过预定阈值夹紧负载cl,那么仅一部分夹紧负载cl被引导穿过模具堆叠ms。在该实例中,这可以通过配置间隙g来实现,使得当超过预定夹紧负荷cl时,一部分夹紧负荷cl被引导通过脱模板组件300。更具体来说,间隙g可经配置以使得一旦实现模具堆叠ms的预定压缩,则间隙g闭合且夹紧负载cl的一部分从颈环350引导穿过脱模板组件300到达凹模410。然而,更优选地,模具100可在凸模210与凹模410之间包含一个或多个柱或吨位块(未图示),当超过预定夹紧负载cl时,夹紧负载cl的一部分被引导穿过所述柱或吨位块。
185.参照图42和43,模具100能够实现对准模具100的模具堆叠ms的新颖方法。对准模具堆叠ms的方法包含以下步骤:
186.i)如上所述组装凹模组件400、确保适当的扭矩施加到螺栓416以确保空腔组件430适当地紧固到凹模410;
187.ii)组装如上所述的脱模板组件300,其中颈环350以浮动方式安装到滑动件320;
188.iii)组装如上所述的凸模组件200,其中凸模210在基板上处于竖直位置并且确保螺栓218仅被松散地紧固,使得凸模插入件250以浮动方式松散地安装到前面crf;
189.iv)旋转凸模组件200,使得其后面crr搁置在衬底上;
190.v)将脱模板组件300降低到凸模组件200上以形成图21所示的移动部件110;
191.vi)旋转凹模组件400,使得空腔组件430最低;
192.vii)将该凹模组件400降低到该移动部件110上(见图42);
193.viii)安装闩锁(未示出)以将芯、脱模和凹模组件200、300、400或冷半部130保持在一起,旋转冷半部130,使得凹模410的后面cvr搁置在衬底上,并且移除闩锁(未示出);
194.ix)使用适当的提升齿轮(未示出)相对于脱模器和凹模组件300、400(见图43)重复地提升和降低凸模组件200,以便相对于颈环350和空腔插入件450对准芯插入件250;
195.x)安装并扭转联接螺栓217以与凹模410的联接螺栓孔417接合,由此将凸模210紧固到凹模410 并且将模具堆叠ms紧固在闭合配置中,从最内部螺栓217开始并且展开;
196.xi)从该凸模210的后侧扭转这些螺栓218以便将这些芯插入件250以固定的、对准的状态紧固到该凸模210上,其中这些芯插入件相对于该凸模210是不可移动的并且与这些颈环350和空腔插入件450 对准;
197.xii)重新安装这些闩锁(未示出)并且将冷半部130旋转至竖直位置;以及
198.xiii)移除联接螺栓217,使得冷半部130准备好安装。
199.在上述方法中,空腔插入件440是最初固定就位的唯一堆叠部件。颈环350借助于保持器机构351 以浮动方式紧固到滑动件320。类似地,芯插入件250最初以浮动方式安装。这样,在上述步骤ix)中,凸模组件200的升高和降低导致固定空腔插入件440的凹锥形物447接合半环部分355a的锥形侧表面 355c,从而相对于空腔插入件440对准颈环350。此外,颈环350的内锥形表面355e接合芯插入件250 的芯锥形物253,从而相对于颈环350对准芯插入件250。
200.虽然后部安装的螺栓218提供了一种简单而有效的装置来将芯插入件250、1250从它们的浮动状态固定,同时模具100处于组装状态,但是也可以设想其他布置。例如,螺栓218可由另一紧固装置代替,优选地,该紧固装置可在不接近芯插入件250、1250中的至少一些的前部的情况下操作。当处于组装状态时,紧固装置可从凸模210的后侧或从模具100的某一其他可接近区域(例如,侧面、顶部或底部) 操作。此外并且如上所述,尽管安装表面254没有任何突出部,但是芯插入件250可以设置有从安装表面254延伸的插口,该插口小于凸模210中的座215,以允许它们之间的一些滑动运动。实际上,在一些实例中,插口可与凸模210中的座215具有大体上相同的尺寸。
201.本领域技术人员应当理解,浮动颈环350可以用传统颈环350代替。传统颈环(未示出)可以松散地安装到滑动件320上,使得它们在上述过程期间自由浮动。然后,在将模具100安装在机器(未示出) 中之后,可以扭转颈环螺栓以将它们固定就位。也可以设想其他配置和方法。例如,可以采用ca2741937 中概述的程序,其中空腔安装孔444与常规颈环(未示出)的安装孔对准,并且在对准程序期间省略一些空腔安装螺栓416。这使得工具(未示出)能够穿过空腔安装孔444插入,以在前述对准过程的步骤 xiii移除联接螺栓217之前扭转颈环安装螺栓(未示出)。
202.应了解,模制系统100的元件的配置可变化,尤其是(但不排他地)如上文所界定。例如,当芯插入件250的环形承载表面251a垂直于芯的纵向轴线时,它可以是成角度的或锥形的。特别有利的是,环形承载表面251a是成角度的或锥形的,例如以提供凹槽,例如圆锥形凹槽。这可配置成在夹紧负荷 cl下向颈环350提供向内的力,例如以在注塑期间防止颈环350由于熔融塑料的压力而分离。这可以是浅凹槽,例如角度小于10度。此外,芯插入件250的封闭端可以是圆锥形或任何其他合适的形状。芯冷却管1270、2270、3270的形状也可经成形以接近所述不同形状。
203.本领域技术人员还应当理解,在不脱离本实用新型的范围的情况下,可以设想对上述实例的配置和 /或使用的几种变化。本领域技术人员还应当理解,上述特征和/或附图中所示的特征的任意数量的组合提供了优于现有技术的明显优点,并且因此在这里界定的本实用新型的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1