用于制造具有装饰性覆盖层的装饰元件组件的方法与流程
[0001]
本发明属于车辆的内部设置领域。特别地,本发明涉及用于制造由具有外观表面和背面的多层材料制成的内部装饰元件的方法,该内部装饰元件例如为包括形成外观表面的木材薄板的元件。本发明还涉及这种内部装饰元件。
背景技术:
[0002]
已知的是,生产包括由如木材薄板的具有可以是天然花纹的装饰花纹的材料制成的层的车辆装饰元件。文献fr2922137示出了应用于机动车辆的情况下的通过木材薄板覆盖部件的方法示例。
[0003]
某些内部装饰元件可以是具有开口的外部板的形式,该开口通向杂物槽并由活动件封闭。目前,各种装饰元件是分开生产的,在诸如为木制的装饰覆盖层的情况下,这不允许满足样式方面的所有要求,尤其是能够在相邻设置的两个覆盖部分的纹理之间形成对应性,在使用活动件封闭外部板中的开口时情况如此。纹理缺乏连续性会影响用户最终感知到的质量。因此,能够找到针对这种缺点的解决方案将是有利的。
[0004]
此外,已经注意到的是,具有装饰性外观表面的可移动装饰元件的精加工必须特别注意,否则该表面可能会由于在使用可移动装饰元件期间产生的刮擦而迅速损坏。这种特殊的注意产生了本可以降低的成本。
[0005]
因此,需要一种经济、同时允许制造满足样式和精加工方面的高要求的装饰元件的装饰元件生产方法。
技术实现要素:
[0006]
本发明旨在通过提出一种以减少的步骤数量制造满足样式和精加工要求的装饰件的方法来应对现有技术中出现的至少一个缺点。
[0007]
为此目的,根据第一方面,本发明涉及一种用于制造装饰元件组件的方法,该装饰元件组件具有装饰性覆盖层,并且包括形成外部板的固定部分、以及形成用于封闭外部板的开口的活动件的至少一个可移动部分,该方法包括通过在装饰性覆盖材料层的背面进行热塑性或热固性树脂层的包覆成型来产生坯件的步骤,以使得该坯件具有外观表面和背面,该方法的显著之处在于,包覆成型的步骤是通过注射进行的,并且该步骤包括在坯件的用于形成活动件的部分的全部或部分外周上产生至少一个预切割凹槽,并且,该预切割凹槽或预切割凹槽中的至少一个具有扩口的轮廓。
[0008]
通过阅读上文给出的限定应理解到,本发明使用注射包覆成型的步骤,以形成随后被切割的坯件。本发明还使用该包覆成型步骤,以在坯件的背面上在开口和/或活动件的边缘预先形成倒角,该开口和/或活动件将在稍后的步骤中在该坯件中被切割出。本发明的显著之处在于,允许省去在坯件中切割出开口和/或活动件之后的用于产生一个或多个倒角的精加工步骤。该一个或多个倒角通过模制而不是通过铣削产生。在开口和/或活动件的边缘上产生倒角允许避免或者至少限制活动件在活动件的打开和关闭操作期间卡在外部
板所具有的开口的边缘的风险,以及因此产生划痕的风险。
[0009]
优选地,至少一个预切割凹槽的轮廓具有底部和侧壁,该方法的显著之处在于,至少一个预切割凹槽具有扩口的轮廓,其中用于形成开口的全部或部分外周的预切割凹槽的侧壁是倾斜的。这种配置允许在切割活动件时在开口的边缘设置至少一个倒角。
[0010]
可选地,至少一个预切割凹槽的轮廓具有底部和侧壁,该方法的显著之处在于,至少一个预切割凹槽具有梯形或半圆形的扩口的轮廓。本发明允许在开口的边缘和相对设置的活动件的边缘同时产生倒角,除了当梯形的侧边中的一个是笔直的时。
[0011]
有利的是,具有扩口的轮廓的至少一个预切割凹槽平行于转动轴线地设置,活动件围绕该转动轴线枢转,以便封闭或露出外部板所具有的开口。实际上,根据本发明,该一个或多个倒角优选地存在于开口的边缘上,以允许活动件在该边缘下方枢转而不会被卡住。
[0012]
根据优选实施方式,在通过包覆成型产生坯件的步骤之后,是在该坯件中切割出至少一个活动件的步骤,该切割在该坯件的主体中产生开口,该开有口的主体用于形成外部板。本发明将在用于形成外部板的面板上切割出活动件,以便在一个或多个活动件与包括该一个或多个活动件所将封闭的一个或多个开口的外部板之间具有装饰花纹的连续性。因此,当装饰性覆盖层是木质的时,本发明允许提供外部板和活动件之间的木料纹理的连续性。
[0013]
优选地,在坯件中切割活动件的步骤实施成在平行于活动件所具有的转动轴线设置的该活动件的边缘与相对地设置的开口的边缘之间形成至少2mm的间隙。
[0014]
有利地,注射包覆成型的步骤还包括同时在坯件的背面产生紧固装置。优选地,紧固装置包括至少一个通过注射形成的夹或销,并且/或者紧固装置包括至少一个插入件。本发明允许在单个注射包覆成型的步骤中为外部板提供倒角和紧固装置。
[0015]
根据优选实施方式,装饰性覆盖材料层包括至少一个木材薄板。优选地,在坯件中切割出活动件的步骤包括两次走刀的铣削。实施两次走刀的铣削既允许更好地精加工,还允许省去打磨步骤。两次走刀优选地沿着不同的方向进行。
[0016]
有利地,该方法还包括将清漆施加到坯件的外观表面的步骤;或者将半透明树脂层施加到装饰性覆盖材料层的用于形成外观表面的前表面的步骤;优选地,该施加通过在包覆成型步骤之前的层压来完成。
[0017]
根据优选实施方式,在包覆成型步骤中用于形成坯件的树脂是热塑性树脂,其选自丙烯腈丁二烯苯乙烯(abs)、聚丙烯(pp)、聚邻苯二甲酰胺(ppa)、聚醚醚酮(peek)、聚苯硫醚(pps)、聚酰胺酰亚胺(pai)、聚醚酰亚胺(pei)、芳香族聚酰胺(paa)和/或聚酰胺(pa)。优选地,树脂填充有选自玻璃纤维、碳纤维、陶瓷纤维、石墨纤维、竹纤维和/或有机聚合物纤维的增强纤维。在优选实施方式中,热塑性材料层由填充有玻璃纤维的丙烯腈丁二烯苯乙烯制成。
[0018]
根据第二方面,本发明涉及一种坯件,该坯件是通过在实施根据第一方面的方法时在装饰性覆盖材料层的背面进行热塑性或热固性树脂层的包覆成型而制成的。该坯件包括具有外观表面和背面的主体,该坯件用于转变成外部板、以及通过在坯件的主体中切割出至少一个活动件而形成的至少一个活动件,该坯件的显著之处在于,在其主体的用于切割以形成活动件的部分的全部或部分外周上,该坯件的背面具有至少一个预切割凹槽,并
且,该预切割凹槽或预切割凹槽中的至少一个具有扩口轮廓。优选地,该预切割凹槽或预切割凹槽中的至少一个在该包覆成型步骤期间通过注射形成。
[0019]
根据第三方面,本发明涉及一种装饰元件组件,其包括形成外部板的固定部分和形成用于封闭该外部板的开口的活动件的至少一个可移动部分,该组件的显著之处在于,其通过根据第一方面的方法制造,或者由根据第二方面的坯件制造。通过模制制成的倒角与通过铣削制成的倒角的区别在于没有铣削痕迹。
[0020]
根据第四方面,本发明涉及一种车辆,其显著之处在于,包括根据第三方面的装饰元件组件。优选地,活动件用于封闭杂物槽。
附图说明
[0021]
通过以下参照附图仅作为示例给出的描述,将更好地理解本发明,并且本发明的其他方面和优点将更加清楚地显现,在附图中:
[0022]-图1是根据本发明的坯件从的外观表面的视图。
[0023]-图2是根据本发明的装饰元件组件的视图。
[0024]-图3、图4和图6是可以在本发明的范围内使用的预切割凹槽的轮廓的示例。
[0025]-图5是类似于图4的图,然而其示出了在切割之后在元件组件上存在来自预切割凹槽的倒角。
[0026]-图7和图8示出了由于形成预切割凹槽而导致存在倒角所带来的精加工质量。
[0027]-图9是类似于图8但不应用本发明的图,也就是说不存在预切割凹槽并因此不存在倒角。
具体实施方式
[0028]
在下面的描述中,术语“包括”与“包含”同义,并且不限制其允许其所涉及的方法中存在其他步骤,或者其所涉及的坯件或装饰元件组件中存在其他元件。应理解的是,术语“包括”包含了术语“由
……
组成”。在不同的图中,相同的附图标记表示相同或相似的元件。
[0029]
本发明涉及一种用于制造装饰元件组件的方法,该装饰元件组件具有装饰性覆盖层,并且包括形成外部板的固定部分和形成用于封闭该外部板的开口的活动件的至少一个可移动部分。
[0030]
根据本发明的方法包括通过在装饰性覆盖材料层5的背面上进行热塑性或热固性树脂层3的包覆成型来产生坯件1的步骤,以使得该坯件1具有外观表面和背面。这样的坯件在图1中示出。根据本发明,包覆成型的步骤是通过注射完成的,并且包括在坯件的用于形成活动件的部分的全部或部分外周上产生至少一个预切割凹槽(图1中未示出),并且该预切割凹槽或预切割凹槽中的至少一个具有扩口的轮廓。
[0031]
有利地,根据本发明的方法还包括在该坯件中切割出至少一个活动件7的步骤,该切割在坯件的主体中产生开口9,开有口的主体用于形成外部板11。根据优选实施方式,装饰性覆盖材料层5是包括至少一个木材薄板的层。优选地,用于在坯件1中切割出活动件7的步骤包括两次走刀的铣削,以改善在切割边缘处的最终效果。包括至少一个木材薄板的层可以由粘合在一起并设置成使得纤维走向彼此不同的至少两个木材薄板形成。
[0032]
优选地,通过模制形成的一个或多个预切割凹槽具有扩口轮廓,其中用于形成开
口的全部或部分外周的预切割凹槽的至少一个侧壁是倾斜的。
[0033]
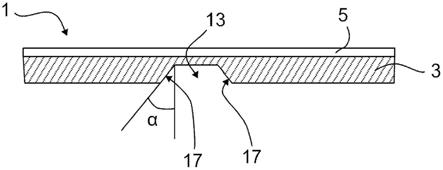
在图3中示出了预切割凹槽13的轮廓的示例,其中仅侧壁17中的一个是倾斜的。图3是根据本发明的坯件1的局部剖面图。可以看到,由于形成预切割凹槽13的底部15的壁的宽度l1小于在背面形成的孔口的宽度l2,包覆成型的操作允许产生扩口形状的预切割凹槽13。
[0034]
应注意到,预切割凹槽13的深度h1小于热塑性或热固性树脂层的高度h2,这允许通过注射来产生凹槽。在图3中,预切割凹槽的轮廓是直角梯形,使得倒角仅在预切割凹槽13的一侧形成。
[0035]
图4示出了根据本发明的预切割凹槽13的另一实施示例,该预切割凹槽13的轮廓是两个侧壁17以角度α倾斜的梯形形状,因此将在预切割凹槽13的两侧形成倒角。图5是类似于图4、然而是在切割操作之后的示图,在该切割操作期间,坯件转变成外部板11和活动件7。可以看到,预切割凹槽的底部的宽度l1将优选地限定外部板所具有的开口的边缘与相对地设置的活动件的边缘之间的间隙的宽度。还可以看到,倒角19是由预切割凹槽的侧壁而不是由铣削加工形成的。
[0036]
图6示出了根据本发明的预切割凹槽13的另一实施示例,预切割凹槽13的轮廓是半圆形。
[0037]
优选地,无论如何选择预切割凹槽13的轮廓,都将在坯件中切割出活动件的步骤实施成在平行于该活动件所具有的转动轴线设置的活动件边缘和相对地设置的开口边缘之间形成至少2mm、优选地至少2.5mm的间隙。
[0038]
有利地,通过注射包覆成型的步骤还包括同时在坯件1的背面上产生紧固装置23(在图1中示出)。优选地,紧固装置23包括通过注射形成的至少一个夹或销,并且/或者紧固装置23包括至少一个插入件。
[0039]
有利地,该方法还包括将清漆施加到坯件1的外观表面的步骤。所使用的清漆可以是例如基于聚氨酯、聚酯的常规清漆或纤维素清漆。如在文献fr2922137中所描述的,也可以用合成树脂薄层覆盖坯件。
[0040]
可替代地,该方法可以包括将半透明的树脂层施加到用于形成外观表面的装饰性覆盖材料层的前表面的步骤。优选地,该施加通过在包覆成型步骤之前的层压来完成。该半透明树脂可选地可以包括染料并且/或者具有过滤紫外线的特性。在文献fr2868733中描述了将这种半透明树脂层施加到包括至少一个木材薄板的装饰元件的外观表面。可选地,在施加半透明树脂层的步骤之后,进行压缩和热成型操作,然后是包覆成型步骤。
[0041]
根据优选实施方式,用于在包覆成型步骤中形成坯件1的树脂是热塑性树脂,其选自丙烯腈丁二烯苯乙烯(abs)、聚丙烯(pp)、聚邻苯二甲酰胺(ppa)、聚醚醚酮(peek)、聚苯硫醚(pps)、聚酰胺酰亚胺(pai)、聚醚酰亚胺(pei)、芳香族聚酰胺(paa)和/或聚酰胺(pa)。
[0042]
所使用的热固性树脂可以选自聚环氧树脂、不饱和聚酯树脂、乙烯基酯树脂、诸如聚酯-乙烯基酯树脂的共聚物。
[0043]
优选地,树脂填充有选自玻璃纤维、碳纤维、陶瓷纤维、石墨纤维、竹纤维和/或诸如聚酯纤维的有机聚合物纤维的增强纤维。
[0044]
图7至图9示出了与在外部板11的开口边缘形成倒角相关的优点,该开口由能够通过转动露出开口的活动件7封闭。图7是相对于彼此铰接的装饰元件组件(7、11)的局部剖视
图。特别地,活动件7配置成能够枢转以便露出元件11中的开口,以例如允许进入杂物槽。在图8中,可以看到精加工是完美的,活动件7可以在其枢转打开的过程中深入而不会触及外部板的边缘。相反地,如图9所示,在缺少倒角的情况下,精加工有待改善,并且活动件7接触外部板11的边缘,这将使外部板11劣化并降低感知质量。因此需要额外的精加工操作。实施根据本发明的方法允许省去该额外的精加工步骤,从而使该方法更加经济。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1