一种用于打印结构的大型增材制造系统及其针织系统的制作方法
1.本公开涉及以逐层方式利用增材制造方法的建筑结构。更具体地,本公开涉及使用基于挤出的增材制造系统的大型增强结构的打印。本文公开的所有参考文献均通过引用并入。
背景技术:
2.现代建筑技术使用多种材料来形成大型建筑结构。混凝土形成大多数现代大型结构的基础并在各种环境中用于执行各种支撑、增强和结构作用。混凝土的主要优点是其压缩时的强度和刚度,以及浇注或挤出为可以很容易地施加并形成为结构形状或形式的流体的能力。具有这些性质并用于现代建筑技术中的其他材料包括但不限于水泥、树脂、聚合物和陶瓷。
3.使用增材制造技术以逐层方式打印大型结构可以称为3d建筑打印(3dcp)。用于3d施工打印的技术通常从位于台架或机械臂上并以2d(即,平面)或3d 工具路径移动的挤出机或泵送嘴以逐层方式挤出可流动的建筑材料。离开喷嘴的建筑材料通常采用与喷嘴出口的形状互补的形式。建筑材料的挤出元件可称为挤出路、堆积的挤出物或板。挤出元件在其界面处粘合在一起。在混凝土结构的典型的层状结构中,混凝土泵送系统利用一定尺寸的喷嘴,允许通过垂直堆叠单列混凝土板来打印结构墙。在这些打印的混凝土结构中,大多数界面出现在水平 (x-y)平面中。
4.3d打印结构的强度通常取决于方向或各向异性。各向异性既可以在块状材料中发生,也可以由于打印元件或层之间的界面而发生。通常,界面的强度将控制总体结构性能,因为两个元件或混凝土板的界面处的粘结强度将小于块状材料的强度。这样,相对于在x和y方向上的强度,典型的3d打印结构在z方向(基本垂直于平面层界面)上具有较小的强度。
5.在传统的制造方法中,使用钢筋作为增强件可以克服混凝土的固有弱点。钢筋通常以规则间隔的间距具有格子或平行排列以为结构提供均匀的强度性质。在填充模具以形成基础板之前,将钢筋放置在混凝土模具中,使得混凝土在插入后可以在钢筋周围填充而不会受到干扰。在使用逐层挤出形成3d打印结构时,这种使用钢筋的方式存在问题,因为挤出机必须避免与预设钢筋发生碰撞。将纤维加到混凝土混合物中还可用于在整个块状材料中形成更强的内部网络,但不会在层之间增加显著的强度。需要一种可用于增加大型3d打印结构(例如由混凝土打印的结构)的z强度的技术。
技术实现要素:
6.本公开的一个方面涉及一种用于打印结构的大型增材制造系统,所述系统包括挤出系统和针织系统。挤出系统包括喷嘴,所述喷嘴配置成接收结构材料的供应并选择性分配可流动形式的结构材料,和第一台架,所述第一台架配置成使喷嘴沿着根据待打印的结构限定的工具路径移动,从而可以沿着工具路径分配结构材料以打印一系列结构层,其中所述一系列结构层结合在一起以形成结构的全部或一部分。针织系统包括丝束进料器,所
述丝束进料器配置成将丝束材料的供应进料到延伸到当前结构层的上表面上方或在其中没有打印结构层的区域中延伸到基面上方的当前线圈横列(course)附近的位置,和钩挂设备,所述钩挂设备配置成接合所述丝束材料并使其通过当前线圈横列,以形成与当前线圈横列交织的后续线圈横列。控制器配置成操作针织系统以形成附加的后续线圈横列,每个所述后续线圈横列在打印一系列结构层中的每一个之后与当前线圈横列交织,其中所述交织的线圈横列形成嵌入所述结构中的针织线圈的增强网络,并且其中所述一系列结构层被绑在一起。
7.本公开的另一方面涉及一种针织系统,所述针织系统配置成与大型的基于挤出的增材制造系统一起使用,以用于以逐层方式打印结构。所述针织系统包括丝束进料器,所述丝束进料器配置成将丝束材料的供应进料到当前线圈横列附近的位置,所述当前线圈横列在打印的结构的当前结构层上方延伸或在其中没有打印结构层的区域中的基面上方延伸,和钩挂设备,所述钩挂设备配置成接合所述丝束材料并使其通过当前线圈横列,以形成与当前线圈横列交织的后续线圈横列。丝束进料器和钩挂设备配置成基于来自控制器的信号移动,以形成附加的后续线圈横列,当打印每个结构层时,每个后续线圈横列与当前线圈横列交织,其中所述交织的线圈横列形成嵌入结构中的针织线圈的增强网状。
8.本公开的另一方面涉及一种以逐层方式打印大型结构的方法。所述方法包括提供现有线圈横列,和通过在现有线圈横列周围挤出一种或多种可流动的结构材料来打印结构层,使得所述层的上表面在现有线圈横列上处于选定的高度。所述方法包括将下一个线圈横列针织到现有线圈横列以形成内部编织增强网络的一部分,和通过在下一个线圈横列周围挤出一种或多种结构可流动材料来打印结构的下一层,使得下一层的上表面在下一个线圈横列上处于选定的高度,其中下一个线圈横列在被打印的结构上方延伸,并且可以用作现有线圈横列,以用于后续的针织步骤。重复针织和打印步骤,以在打印结构内形成内部编织增强网。
9.本公开的另一方面涉及一种以逐层方式打印大型结构的方法。所述方法包括提供第一线圈横列,和使用钩挂设备通过第一线圈横列的第一线圈进料丝束材料,以产生针织线圈。所述方法包括用一层可流动的材料覆盖丝束材料并包埋线圈,同时保持第一针织线圈的上部的暴露以用于后续的针织线圈,和形成针织到第一线圈横列的第二线圈横列以形成编织增强网络的一部分。所述方法还包括在第二线圈横列周围打印所述结构的附加层,使得所述结构的上表面在下一个线圈横列上处于选定的高度。重复这些步骤以在结构内形成嵌入的增强网络。
附图说明
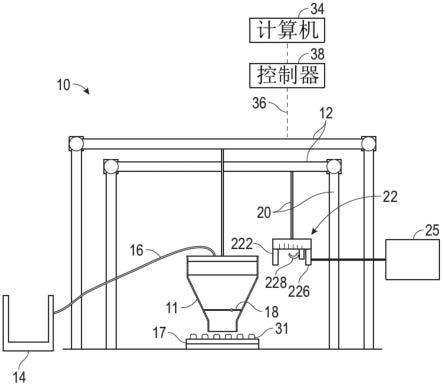
10.图1是增材制造系统的前视图,该增材制造系统配置成打印具有一个或多个内部编织面板的部件。
11.图2是增材制造系统的挤出系统和实施方案针织系统的示意图。
12.图3是与内部编织面板的针织一起被打印的部件的视图。
13.图4a是处于第一位置的面板的一部分和外部部分的示意图。
14.图4b是处于竖直位置的面板的一部分和外部部分的示意图。
15.图4c是针织到在待打印的部件的顶表面上方的面板中的顶部线圈横列的示意图。
16.图5是本公开的另一种针织系统的示意图。
17.图6是图5所示的针织系统的线圈形成部分的示意图。
18.图7是图5所示的针织系统的线圈形成部分的另一示意图。
19.图8是部分打印的结构的示意图。
20.图9是打印结构的示意图。
具体实施方式
21.本公开涉及一种用于大型结构的逐层3d打印,同时形成使用增强丝跨越形成该结构的多个层的嵌入的增强网络的设备和方法。使用线圈或针织设备来形成增强网络以将线圈的材料的层或横列针织在一起,使得当结构的层被挤出时,最上面的线圈横列的至少一部分在结构材料的层上方延伸。以这种方式,增强网络以层间方式互连结构材料层,在基本上垂直于打印层的方向(z方向)上增加打印结构的强度。
22.尽管在本公开中讨论大型混凝土结构的打印,本公开不限于混凝土的打印。而是,可以利用在相对短的时间内流动并且然后凝固或固化的任何材料。示例性但非限制性的材料包括水泥、树脂、聚合物和陶瓷。
23.本公开利用供应的增强丝,所述供应的增强丝通过形成在挤出层上方延伸的交织线圈或周期性线圈的横列而被编织成在挤出物的各层之间延伸的结构。线圈或周期性线圈的横列用于与编织结构的后续层互连,从而在打印结构内形成丝的层间增强网络。交织结构可通过单向方式针织线圈或双向方式打珠形成。
24.通过形成一系列互连的周期性线圈或一系列线圈的制备增强网络的制造方法利用类似于纺织品的“针织”的方法。因此,在本技术中,线圈或周期性线圈的横列的制造将被称为针织。
25.当以逐层方式打印结构时,形成周期性线圈或线圈横列,以防止针织的增强网络在打印操作期间干扰挤出喷嘴的运动。当用增材制造系统打印混凝土结构时,通常不可能使用预编织的增强面板或类似织物的网眼,因为在先前打印层上方延伸的编织面板的长度会干扰喷嘴的运动。对于大的或高大的结构,预编织面板的高度将难以操控到不干扰诸如混凝土的建筑材料的一个或多个层中的层的打印的位置。
26.当以逐层方式打印结构时,本公开包括基本上沿z方向(层间)的大型结构中的横列或层的针织。本公开包括在打印结构时针织线圈横列,使得选定数量的线圈横列或周期性线圈的一部分在结构的上表面上方延伸。通过在打印大型结构时形成增强网络,本公开避免当尝试在挤出喷嘴在整个过程中没有干扰的情况下移动时结合预先存在的钢筋网状网络时另外所经历的复杂性。
27.可以在打印结构时针织横列,使得针织的增强网络从邻近结构的底层延伸到邻近结构的顶层。因为针织的增强网络延伸穿过混凝土结构的层,相对于在没有针织结构的情况下打印的结构,针织的增强网络在基本上垂直于打印层的方向上增加混凝土结构的强度。
28.在一些实施方案中,被打印的结构经受振动。利用振动消除来自材料的空隙,并改善针织增强网络在结构中的封装性。
29.可选地,可以在层完全凝固之前将针织横列置于拉紧中。通过在混凝土结构的打
印期间使用可选的拉紧,打印的混凝土结构可以具有与预应力混凝土结构基本相同的强度,增强对外部振动(无论是环境或人为)的影响和冲击的抵抗力。
30.用于以逐层方式打印混凝土结构的增材制造系统利用连接到混凝土源的喷嘴。取决于所需结构的尺寸,喷嘴可以由机械臂、起重机或台架(由位于待打印的结构周围的结构支撑)承载。控制器基于结构的剖切数字表示控制喷嘴的运动和通过喷嘴的混凝土流。用于以逐层方式打印混凝土结构的示例性增材制造系统包括khoshnevis的美国专利号8,992,679、7,850,388、8,801,415、7,814,937、 7,841,849、8,308,470、8,863,773、8,029,710、7,878,789、7,153,454、7,874,825 和8,568,121。
31.图1是示例性增材制造系统10的示意图,该增材制造系统10用于打印具有层间增强网络的大型结构。如图1所示,系统10包括台架12,台架12使挤出喷嘴11沿x、y和z移动。系统10包括诸如混凝土的可流动材料的供应14,该可流动材料的供应14通过柔性进料软管16联接到挤出喷嘴11。可以利用泵来向喷嘴11提供期望的混凝土流,并且操控靠近喷嘴11的阀18以控制混凝土流通过喷嘴11以逐层方式打印结构17。由于混凝土的粘度和质地,在工业上使用的典型挤出层厚度为约1/4英寸至约3英寸,具体取决于所打印的结构的几何构型。
32.系统10包括由针织机构台架22承载的针织机构20,无论是机械臂、起重机或由结构支撑的台架,针织机构台架22使针织机构20沿x、y和z移动。针织机构台架22可以与台架12分开,或台架12也可以承载针织机构20。针织机构20可以提供有增材制造系统10,或作为系统10的附件提供。
33.诸如缠绕在线轴或卷轴上的线的增强材料供应25向针织机构20提供材料,使得在打印结构17时可以针织层间增强网络31。取决于系统的配置,材料25 的供应可以由针织机构台架22、台架12来承载,或可以定位成与台架12或22 相距一定距离。
34.系统10还包括控制器34,该控制器可以包括一个或多个控制电路,该控制电路配置成监控和操作系统10的组件。例如,可以以硬件、软件、固件等或其组合来实现由控制器34执行的一个或多个控制功能。控制器34可以通过通信横列36与台架12、阀18、针织机构20以及可选地针织机构台架22以及各种传感器、校准设备、显示设备和/或用户输入设备进行通信。
35.系统10和/或控制器34还可以与计算机38通信,计算机38可以包括与系统12和/或控制器34通信的一个或多个基于离散计算机的系统,并且可以与系统12分离,或可替代地可以是系统的内部组件12。计算机38包括基于计算机的硬件,例如数据存储设备、处理器、存储器模块等,用于生成和存储工具路径和相关的打印指令。计算机38可以通常通过控制器34将这些指令发送到系统组件,以执行打印操作。
36.可以通过使用计算机辅助设计(cad)程序绘制结构来形成待打印的结构的数字模型表示。将通过增强网络增强的数字模型区域划分为低曲率面板。编织的增强网络通常垂直于剖切层,但是可以相对于剖切层成一定角度。根据标准的增材制造实践,将数字表示剖切并准备用于fdm制造。
37.可以将数字模型和/或用于打印模型的指令加载到计算机38中。计算机38 可以与控制器34通信,该控制器34用于指导系统10打印结构。材料沿着由结构设计要求决定的工具路径分层沉积,并相互叠加构造以形成结构。为了结合针织的增强网络,针织机构20形成
网络以使其高度超过沉积材料的高度,以允许在不干扰材料的沉积的情况下针织网络的下一横列。
38.在图2中的200处示出示例性的大型挤出和增强丝网络针织系统的组合并且在图3中示出在具有内部增强网络的情况下打印的示例性结构。系统200包括挤出系统202,例如混凝土挤出系统,和针织系统220,所述挤出系统202和针织系统220顺序地或彼此独立地移动和操作以在从邻近结构的底层到邻近顶层延伸的一个或多个内部针织的增强网络的情况下以逐层方式打印结构。
39.挤出系统202包括第一台架204,如上所述,第一台架204基于为剖切层生成的工具路径来移动喷嘴206。喷嘴206基于所产生的工具路径在一系列路上排出可流动的混凝土。配制可流动的混凝土以使其从喷嘴中流出,以形成选定宽度和高度的丝,并在足够的时间内固化,以防止在打印额外的混凝土层以形成结构时变形。
40.在一个实施方案中,针织系统220包括线或丝束材料的源222,其被供应到由第二台架224承载的针织头225。作为非限制性实例,丝束材料的源222可以缠绕在线轴或卷轴上。针织头225包括进料设备226,该进料设备用于在被针织的增强网络的先前线圈横列的附近或通过该被针织的增强网络的先前线圈横列来进料丝束材料。可用于针织面板的非限制性实例性材料包括柔性金属线,并且在一些情况下,包括可在其中涂覆金属线以防止腐蚀和/或使材料与建筑材料更相容的碳纤维或碳纤维。
41.通常在待打印的混凝土结构的底层附近插入起动子行。起动子行(图3中的行i-4)的非限制性实例包括具有预制线圈或丝束材料的一个或多个预制横列的预制起动子件。
42.牵引设备227牵引丝束材料邻近或穿过起动子件中的一个或多个先前线圈横列。一旦丝束材料被定位成邻近或穿过先前形成的线圈横列(图3中的i+1),钩形设备228接合丝束材料并将丝束拉向第二台架224以形成下一个线圈横列 (图3中的i+2)。钩形设备228的运动由诸如伺服电动机的致动器控制,以形成下一个线圈横列(图3中的i+2)。任何特定行中的线圈数可以在该行的结尾增加或减少。
43.在一些情况下,可以例如通过非限制性实例通过牵引设备226携带的切割器来切割成排的丝束材料横列的端部。丝束材料的切割端可以被夹紧,打结,胶合或编织到织物中。在一些情况下,丝束材料的切割端可定位在挤出混凝土内,使得当挤出混凝土固化时,将端部保留在其中。
44.此外,可以编织横列以在每排上提供不需要捕获机构的精加工边缘。例如通过钩编来完成针织的“顶”行可能是有益的,以进一步确保网络的完整性。
45.参考图3,由于通过钩形设备228形成下一个线圈横列230a,将足够刚性构件240定位到线圈230a的横列中,在该线圈中,足够刚性构件240被固定至配置成在打印混凝土结构时使足够刚性构件230移动并因此移动线圈横列230的缆线242、244。尽管示出和描述缆线242、244,其他致动设备也在本公开的范围内。
46.足够刚性构件表示取决于期望的功能,该构件可以是柔性的或刚性的。例如,当构件240用于控制线圈的位置并且不将线圈置于张力中时,则诸如线的柔性构件就足够。然而,当将层间增强网络置于张力中时,则可以利用刚性构件在结构的层固化时将层间增强网络保持在张力中。
47.参考图4a-c,操控在被打印的部件231的上表面上方延伸的线圈230a的横列,以允
许喷嘴206在不受到横列干扰的情况下打印混凝土层。参考图4a,缆线242 和244将横列移动到其中喷嘴206可以挤出混凝土层23li的位置。一旦混凝土层被打印,缆线242和242将横列移动成基本垂直于被打印的混凝土结构的上表面,如图4b所示。
48.如图4a和4b所示,在混凝土层被打印时,线圈230的横列被操控,直到部件在线圈230a的横列上达到选定的高度。一旦达到选定的高度,将喷嘴206 移动到选定的位置,使得缆线242和244可以将线圈230a的横列移动到选定的位置,在该位置针织系统220可以形成另一个线圈横列230(a+l)。在一些情况下,先前针织的线圈横列的足够刚性构件240被保持在被打印的部件中。在其他情况下,在打印部件时,将先前针织的横列的足够刚性构件240从横列移除。
49.一旦形成下一个线圈横列230(a+1),将另一个足够刚性构件240i穿过线圈横列230(a+1)定位,并且将缆线242i和244i附接至足够刚性构件240i,如图4c所示。
50.刚性构件240、240i以及缆线242、242i和244、244i然后可以用于在打印层时分别在部件231的上表面上方操控线圈230、230i的横列,如图4a和4b 所示。一旦部件被打印在横列上,如图4c所示,然后针织下一个线圈横列230 (a+2)。重复该方法,直到用3d打印机打印部件。
51.在一些情况下,根据需要,可以根据刚性和柔韧性要求,切割成排的丝束材料的横列端部。在一些情况下,丝束材料的切割端将内部定位在挤出材料内,使得当挤出材料固化时,端部保持在其中。
52.当分别打印和针织层和横列时,编织面板的横列不拉紧。由于面板提供层间连接,编织面板在基本垂直于层的方向上增加强度。
53.在一些情况下,可以将编织面板置于张力下以提供预拉紧或预应力的混凝土结构。通常,使用跨过模具的金属棒对混凝土板进行预拉紧,然后将混凝土倒入模具中并围绕金属棒。在固化过程期间,将金属棒置于张力下。棒保持在张力下,直到混凝土层固化,这为混凝土结构提供增强的物理性质。
54.然而,当以逐层方式打印结构时,一些混凝土层会在打印结构时固化。由于一些混凝土层被固化,无法在固化的混凝土层中将完整的编织网络置于张力中。然而,混凝土的固化速度是已知的,并且可以通过配制来操控。这样,当层接近被固化时,缆线242和244可以将向上的力施加在足够刚性构件240上。保持向上的力,直到该层固化。一旦该层固化,编织结构的部分将在该层中处于张力下。
55.这样,可以打印混凝土层,并且可以针织和操控编织材料横列,直到先前的打印层接近固化。然后,将向上的力施加在刚性构件240上,以使编织面板处于张力中,直到该层固化。重复该方法,直到在张力下用面板打印结构。
56.针织设备的另一个实施方案在图5-7中在300处示出。针织设备300可以与挤出系统202一起使用,并且可以与挤出系统202一起提供,或可以作为挤出系统202的附件来提供,如前所述。如先前所公开,针织系统300可以由挤出台架或单独的针织系统台架承载。
57.针织系统300包括供应到针织头304的先前描述的丝束材料的源302。针织系统300可以用于使用丝束材料针织层间增强网络。然而,如上所述,针织系统 300在混凝土被挤出为最上层时形成层间增强网络,而不是形成线圈横列并且然后挤出混凝土。
58.如图5所示,增强材料源302缠绕在线轴306上。然而,材料源还可以包括卷轴、经轴
架或任何其他合适的源,其允许将丝束材料以受控方式进料到针织头 304。
59.为了打印具有周期性线圈的结构350,提供具有间隔开的线圈313的起动子件311作为丝束材料307形成周期性线圈的起始层。在一些实施方案中,起动子件311可以是板或金属条,并且间隔开的线圈313可以是吊环螺栓。
60.当针织头304沿箭头310的方向移动时,丝束材料从线轴306退绕。当将丝束材料退绕时,材料307穿过导件308中的孔以将丝束材料适当地进料到针织头 304。然后,丝束材料穿过对准板314中的孔312,该孔使丝束材料保持与先前针织的线圈适当对准。
61.孔312位于对准板314的底表面316上方的距离d。当针织头304沿箭头 310的方向移动时,底表面316与被打印的结构350的顶表面352接合,或稍微高于顶表面352。孔312在底部表面316上方的位置以及挤出材料354在打印的线圈380的横列上的重量一起保持丝束材料307处于张力中,使得丝束材料307 大致位于上表面上方的相同距离d。当丝束材料大致位于被打印的结构的顶表面上方的距离d时,丝束材料位于下一挤出层内,而不是在层之间的界面处。
62.当针织头304沿着预期的工具路径沿箭头310的方向移动时,安装在对准板 314上的第一传感器318感测先前形成的线圈356的存在,该线圈356在被打印的结构350的上表面352上方延伸。第一传感器318向控制器发送信号,以使针织头304与位于对准板314的尾端320附近的线圈356对准,并发出信号以对该线圈进行针织过程。第一传感器318可以是任何合适的传感器,包括但不限于光学传感器。
63.参考图6-9,对准板314上的第二传感器322通过线圈356定位丝束材料307 的位置。致动器326例如但不限于伺服电动机基于丝束材料307的感测位置接收信号,以使钩形设备324穿过线圈356并且将丝束材料307拉过线圈356以开始形成线圈。
64.然后,致动器326使钩形设备324向上升起丝束材料307以接合尾端320 附近的弧形表面321。弧形表面321用作导件以确保新形成的线圈357在线圈382 的横列内以及在线圈382、384的横列之间尺寸一致,使得增强网络由尺寸一致的线圈形成。尺寸一致的线圈确保直丝束材料位于层内并且最上面的线圈的至少一部分在新沉积的建筑材料层上方延伸。
65.一旦形成新的线圈,针织头304沿箭头310的方向移动。然而,当喷嘴206 沿着针织头304的后方通过时,钩形设备324保持将线圈357保持在适当的位置,在该处沉积建筑材料的最上层354以覆盖丝束材料307和线圈357的一部分,同时使线圈357的上部暴露。沉积层的重量将线圈保持在后续针织层的适当位置。
66.在一些情况下,钩形设备324可将线圈357定位在非垂直位置,以防止在材料354围绕线圈357沉积时干涉沉积喷嘴206。在喷嘴206通过线圈357之后,钩形设备324可以随后将线圈357操控回到期望的位置,例如基本上竖直。在单个线圈357的部分覆盖之后,钩形设备324被操控远离线圈357,并且混凝土354 将线圈保持在选定的位置。
67.参考图9,在线圈横列中针对每个线圈重复该过程,以形成具有穿过结构400 的层的层间增强网络402的层状结构400。如所示,具有多个线圈313的起动子件311被用作第一线圈横列。如前所述,横列行中的线圈数可以在行的末端增加或减少。
68.参考图9,当形成增强网络和材料层的最终横列时,存在完成网络的几种选择。可以将刚性构件插入暴露的线圈的顶部以将线圈保持在选定的位置,并且可以施加最终一次材料以覆盖结构内的增强网络。线圈也可以暴露并切割。另外,可以在不使用刚性构件的情
况下覆盖线圈的上部横列。可选地,可以在顶行中针织完成的边缘,以将最上面的线圈保持在一起。
69.尽管已经参考优选实施方案描述本公开,本领域技术人员将认识到,可以在不偏离本公开的精神和范围的情况下在形式和细节上进行改变。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1