真空绝热板贴敷装置和方法与流程
1.本发明涉及一种真空绝热板贴敷装置及方法,尤其涉及一种可提高粘贴效率的真空绝热板贴敷装置及方法。
背景技术:
2.目前用于冰箱外壳真空绝热板贴敷装置通常为包括:传输冰箱外壳的传送平台、沿传送平台移动方向依次设置的位于传送平台上方以喷涂发泡料的喷涂枪头、取放真空绝热板的取放机构、将真空绝热板粘贴于冰箱外壳上的压合机构,然而,喷涂枪头为可移动式,当冰箱外壳移动到喷涂枪头位置时停止移动,喷涂枪头可移动地喷涂发泡料,然后冰箱外壳继续移动至取放机构处并停止,取放机构将真空绝热板放置于冰箱外壳上,冰箱外壳继续移动进入压合机构,然而压合机构通常为平板结构,当冰箱外壳移动到压合机构位置时必须再次停止移动,因此,在整个真空绝热板的粘贴过程中,冰箱外壳共需要停止三次,极大地降低了真空绝热板的粘贴效率。
3.有鉴于此,有必要对现有的真空绝热板贴敷装置及方法予以改进,以解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种粘贴效率更高的真空绝热板贴敷装置及方法。
5.为实现上述发明目的,本发明提供了一种真空绝热板贴敷装置,其特征在于:包括用于传输冰箱外壳的传送平台、沿传送平台移动方向依次设置的发泡料喷射枪头、真空绝热板取放机构、将真空绝热板粘贴于冰箱外壳上的压合机构,所述喷射枪头固定设置于所述传送平台旁侧,所述压合机构具有用以滚压真空绝热板的滚轮。
6.作为本发明的进一步改进,所述压合机构具有相对设置的一对沿传送平台宽度方向延伸的第一侧壁和一对沿传送平台长度方向延伸的第二侧壁、连接第一侧壁和第二侧壁的顶壁,所述滚轮枢接于第二侧壁之间。
7.作为本发明的进一步改进,所述压合机构还具有设置于顶壁内壁上的加热装置。
8.作为本发明的进一步改进,所述第一侧壁之间的距离为冰箱外壳长度的1-2倍。
9.作为本发明的进一步改进,所述真空绝热板贴敷装置还包括真空绝热板放置前检测其性能的检测平台。
10.本发明还提供一种真空绝热板的贴敷方法,包括系列步骤:
11.将冰箱外壳放置于传送平台上;
12.在冰箱外壳随传送平台移动到发泡料喷涂工位时,喷射枪头随着传送平台对冰箱外壳的移动而逐渐朝冰箱外壳的贴敷区域喷涂发泡料;
13.传送具有发泡料的冰箱外壳至真空绝热板放置工位,取放机构拿取真空绝热板并放置于冰箱外壳的贴敷区域处;
14.将设置有真空绝热板的冰箱外壳传送至压合工位,压合机构随着传送平台对冰箱
外壳的传送而逐渐滚压真空绝热板,使得真空绝热板贴敷于冰箱外壳上。
15.作为本发明的进一步改进,取放机构拿取真空绝热板并放置于冰箱外壳的贴敷区域之前,取放机构先将真空绝热板放置于检测平台上进行检测,检测合格后再将真空绝热板放置于冰箱外壳的发泡料喷涂位置处,当真空绝热板检测不合格时,作废弃处理,并拿取下一块真空绝热板进行检测。
16.作为本发明的进一步改进,冰箱外壳位于压合机构内的时间范围为5-10s。
17.作为本发明的进一步改进,冰箱外壳进入压合机构内时,压合机构内的加热元件开始工作并将温度控制在35-50℃范围内。
18.本发明的有益效果:本发明的真空绝热板贴敷装置通过将喷涂枪头固定设置于传送平台旁侧,所述压合机构具有用以滚压真空绝热板的滚轮,可保证冰箱外壳在贴敷真空绝热板的过程中,在喷涂工位和压合工位始终保持移动状态,极大地提高了真空绝热板的贴敷效率。
附图说明
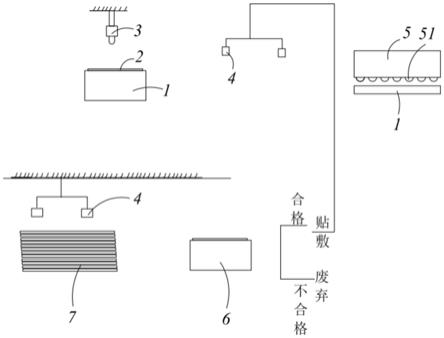
19.图1是本发明真空绝热板贴敷装置的示意图。
具体实施方式
20.以下将结合附图所示的实施方式对本发明进行详细描述。但该实施方式并不限制本发明,本领域的普通技术人员根据该实施方式所做出的结构、方法、或功能上的变换均包含在本发明的保护范围内。
21.请参图1所示为本发明真空绝热板贴敷装置的实施例,所述真空绝热板贴敷装置,包括传送平台1、沿传送平台1移动方向依次设置的发泡料喷射枪头3、真空绝热板取放机构4、将真空绝热板粘贴于冰箱外壳2上的压合机构5,所述喷射枪头3固定设置于所述传送平台1旁侧(也可以吊设于传送平台上方),所述压合机构5具有用以滚压真空绝热板的滚轮51。
22.具体地,所述真空绝热板贴敷装置主要包括喷涂发泡料工位、放置真空绝热板工位及贴敷真空绝热板工位三个工位(简称喷涂工位、放置工位和压合工位)。在本实施例中,所述传送平台1具有固定架及设置于固定架上的传动机构,所述传送机构为传送带,当然也可以为滚轮结构,所述真空绝热板贴敷装置还具有控制模块及设置于固定架上以实时检测冰箱外壳2位置的位置传感器(未图示)。
23.在本实施例中,所述传送平台1上方还设有支架,所述取放机构4设置于支架上,所述取放机构4固定于支架上且可上下调节高度的连杆,所述放置工位还具有真空绝热板的检测平台6,所述取放机构4为机械吸盘,例如真空吸盘,吸盘上设置气孔,当吸盘位于真空绝热板表面时,抽气并牢牢将真空绝热板吸住。
24.所述机械吸盘先将真空绝热板从堆垛7中吸附至检测平台6上,并测试真空绝热板的导热系数,当检测合格时,有机械吸盘吸附放置于冰箱外壳2上的贴敷区域处,当检测不合格时,进行废弃处理,机械吸盘并重新从堆垛7中吸附新的真空绝热板放置于检测平台6检测直至合格。
25.虽然真空绝热板在生产时大多已经进行合格检测,但真空绝热板并非是出厂即参
与生产冰箱外壳2的工序,通常需要隔一段时间,因此,通过设置真空绝热板的检测平台6可进一步保证真空绝热板性能,提高产品良率。
26.在本实施例中,所述压合机构5具有相对设置的一对第一侧壁和一对第二侧壁、连接第一侧壁和第二侧壁的顶壁,所述一对第一侧壁沿传送平台1宽度方向延伸设置,所述一对第二侧壁沿传送平台1长度方向延伸设置,所述滚轮51枢接于第二侧壁之间。
27.在本实施例中,所述压合机构5还具有设置于顶壁内壁上的加热元件(未图示),因此,加热元件所提供的热量位于第一侧壁、第二侧壁、顶壁及滚轮51所形成的空间内,不易向外散发,有助于真空绝热板的贴敷及发泡料的发泡。当然在其他实施例中,所述加热元件也可以设置于第一侧壁的内壁或第二侧壁的内壁上,亦或者在第一侧壁、第二侧壁和顶壁的内壁上均设置,以保证压合装置空间内的温度更加均匀。
28.在本实施例中,所述压合机构5为固定设置于传送平台1上,当然在其他实施例中,所述压合机构5也可吊设于传送平台1上方。
29.在本实施例中,所述压合机构5的长度为冰箱外壳2长度的1-2倍,即所述第一侧壁之间的距离为冰箱外壳2长度的1-2倍,如此可保证冰箱外壳2可位于压合机构5内一段时间以保证发泡料正常发泡及真空绝热板贴敷效果最佳,也可控制压合机构5的大小节省空间和成本,通过在压合机构5内设置滚轮51结构,可保证冰箱外壳2始终处于移动状态即完成了真空绝热板的贴敷工序,极大地提高了真空绝热板的贴敷效率。
30.在本实施例中,真空绝热板的贴敷方法,具体包括下列步骤:
31.将冰箱外壳2放置于传送平台1上;当然也可以为由上一冰箱外壳2生产工装传送过来。
32.在冰箱外壳2随传送平台1移动到发泡料喷涂工位时,喷射枪头3随着传送平台1对冰箱外壳2的移动而逐渐朝冰箱外壳2的贴敷区域喷涂发泡料;此过程可通过传送平台1上的位置传感器来实时监测冰箱外壳2的位置,控制模块根据位置控制喷射枪头3喷涂和结束,并且在此过程中,冰箱外壳2依然保持向下一工位移动的状态。
33.具体的,贴敷区域具有前后两端,当监测到贴敷区域的前端则开始喷涂,当监测到贴敷区域的后端则结束喷涂,并进入放置工位,此过程中,冰箱外壳2始终保持移动状态,极大地提高了生产效率。
34.传送具有发泡料的冰箱外壳2至真空绝热板放置工位,取放机构4拿取真空绝热板并放置于冰箱外壳2的贴敷区域处;此过程中,取放机构4拿取真空绝热板并放置于冰箱外壳2的发泡料喷涂位置处之前,先将真空绝热板放置于检测平台6上进行检测,检测合格后再将真空绝热板放置于冰箱外壳2的发泡料喷涂位置处,当真空绝热板检测不合格时,作废弃处理,并拿取下一块真空绝热板进行检测。
35.当然,控制模块可根据冰箱外壳2的移动速度、真空绝热板的检测速度及真空绝热板放置于冰箱外壳2上的速度,进一步来控制冰箱外壳2在进入该工位之前则开始真空绝热板的检测工作,以此来提高工作效率。
36.当真空绝热板放置于冰箱外壳2的发泡料贴敷区域之后,将设置有真空绝热板的冰箱外壳2传送至压合工位,压合机构5随着传送平台1对冰箱外壳2的传送而逐渐滚压真空绝热板,使得真空绝热板贴敷于冰箱外壳2上。
37.冰箱外壳2在压合机构5内保持移动状态,压合机构5内的滚轮51滚压真空绝热板,
同时发泡料在压合机构5内的适宜温度下完成发泡过程,直至冰箱外壳2完全离开压合机构5。此过程中,冰箱外壳2位于压合机构5内的时间范围为5-10s,压合机构5内的温度控制在35-50℃范围内。
38.在本实施例中,所述传送带为连续式结构,因此,需控制上一冰箱外壳2和下一冰箱外壳2之间的距离或者控制下一冰箱外壳2的放置于传送平台1上的时间,从而保证上一冰箱外壳2真空绝热板的正常贴敷。
39.具体的,当冰箱外壳2由喷涂工位移动到放置工位时,传送带停止工作,此时,应当保证喷涂工位和压合工位无冰箱外壳2,或者说当冰箱外壳2完成压合工位的工序时,下一冰箱外壳2才会进入喷涂工位。
40.当然在其他实施例中,所述传送带可分为三段式结构,分别对应喷涂工位、放置工位和压合工位,具体的,当冰箱外壳2完成喷涂工位的工序时,可由喷涂工位的传送带传送至放置工位的传送带上,当完成放置工位的工序时,再由放置工位的传送带传送至压合工位的传送带上。
41.并且每一传送带分别单独控制,即放置工位的传送带停止时,喷涂工位和压合工位的传送带依然保持移动状态,如此,则不用等到冰箱外壳2完成所有工序以后,下一冰箱外壳2才可开始喷涂工位的工序。
42.即每一工位内均有冰箱外壳2做相应的工序处理,如此,可提高真空绝热板的贴敷效率,由于放置工位的传送带需要停止,当放置好真空绝热板时才可继续移动,因此,可适当调整放置工位的传送带速度,以保证和喷涂工位及压合工位同步完成。
43.综上所述,本发明的真空绝热板贴敷装置通过将喷涂枪头3固定设置于传送平台1上的固定架上,所述压合机构5具有用以滚压真空绝热板的滚轮51,可保证冰箱外壳2在贴敷真空绝热板的过程中,仅在放置工位停止一次,其余工位始终保持运动状态,极大地提高了真空绝热板的贴敷效率。
44.以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1