一种PVC手套生产车间烟气处理系统及处理方法与流程
一种pvc手套生产车间烟气处理系统及处理方法
技术领域
[0001]
本发明属于手套制造领域;涉及pvc手套生产技术;具体是一种pvc手套生产车间烟气处理系统及处理方法。
背景技术:
[0002]
聚氯乙烯,英文简称pvc,是氯乙烯单体在过氧化物、偶氮化合物等引发剂或在光、热作用下按自由基聚合反应机理聚合而成的聚合物。氯乙烯均聚物和氯乙烯共聚物统称之为氯乙烯树脂;pvc为无定形结构的白色粉末,支化度较小,相对密度1.4左右,玻璃化温度77~90℃,170℃左右开始分解,对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性;工业生产的pvc分子量一般在5万~11万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加;无固定熔点, 80~85℃开始软化,130℃变为粘弹态,160~180℃开始转变为粘流态;有较好的机械性能,抗张强度60mpa左右,冲击强度5~10kj/m2;有优异的介电性能; pvc曾是世界上产量最大的通用塑料,应用非常广泛。在建筑材料、工业制品、日用品、地板革、地板砖、人造革、管材、电线电缆、包装膜、瓶、发泡材料、密封材料、纤维等方面均有广泛应用;2017年10月27日,某研究机构公布的致癌物清单初步整理参考,聚氯乙烯在3类致癌物清单中;pvc或等塑胶手套在生产过程中需要经过烘干箱烘烤,将液态的物料烘干成型,在手模从烘干箱出来后温度很高,手套中的易挥发成分会挥发成为颗粒物质,从而在车间内形成烟气,烟气浓度大时会对工人身体造成致癌等伤害,而且烟气排放污染环境。
技术实现要素:
[0003]
本发明的目的在于提供一种pvc手套生产车间烟气处理系统及处理方法,用于解决烟气浓度大时会对工人身体造成致癌等伤害,而且烟气排放污染环境的问题。
[0004]
本发明的目的可以通过以下技术方案实现:
[0005]
一种pvc手套生产车间烟气处理系统,包括服务器、温度感应单元、烟雾感应单元、速度感应单元、预警单元、报警单元、温度控制装置、吸附控制单元以及冷凝收集单元;
[0006]
所述温度感应单元用于监测pvc手套生产车间内温度变化,所述温度感应单元包括第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器以及车间温度传感器;
[0007]
所述烟雾感应单元用于监测pvc手套生产车间内生产线烟雾浓度,所述烟雾感应单元包括进口烟雾传感、出口烟雾传感器以及车间烟雾传感器;
[0008]
所述速度感应单元用于监测pvc手套生产车间内生产线生产速度,所述速度感应单元包括转速传感器和速度传感器;
[0009]
所述服务器用于存储和处理温度感应单元、烟雾感应单元以及速度感应单元监测得到的数据,具体为:
[0010]
步骤一:与温度感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c1指令,并将c1指令发送到预警单元中;
[0011]
步骤二:通过公式得出拟真生产线温度值oc,式中di为车间温度传感器监测的温度数据,d1为第一温度传感器监测的温度数据、d2为第二温度传感器监测的温度数据、d3为第三温度传感器监测的温度数据、d42为第四温度传感器监测的温度数据;φ、μ均为修正系数;
[0012]
所述车间温度传感器布置于pvc手套生产车间内,用于监测车间内温度变化;所述第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器均布置于生产线上,所述第一温度传感器采集pvc手套表面温度,所述第二温度传感器采集生产线入口处温度,所述第三温度传感器采集生产线出口处温度,所述第四温度传感器采集生产线入口与生产线出口之间处温度信息;
[0013]
步骤三:与烟雾感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c2指令,并将c2指令发送到预警单元中;
[0014]
步骤四:获取烟雾感应单元中进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2以及车间烟雾传感器监测数据y3,并将监测数据y1、监测数据y2 以及监测数据y3代入烟雾判断模型中进行判断,具体步骤为:
[0015]
a1:监测数据y1、监测数据y2通过公式进行比较,当比较结果大于1.3时,服务器生成bj1信号,并将bj1信号发送至预警单元;同时,监测数据y1与监测数据y3通过公式进行比较进行比较,当比较结果大于1.3时,服务器生成bj2信号,并将bj2信号发送至预警单元;
[0016]
a2:当监测数据y1、监测数据y2通过公式进行比较,比较结果小于1.3时,服务器向预警单元发送zc1信息;
[0017]
步骤五:与速度感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c3指令,并将c3指令发送到预警单元中;
[0018]
步骤六:获取转速传感器监测数据zs和速度传感器监测数据sd。
[0019]
进一步地,所述速传感器用于监测pvc手套生产过程中的转速;所述速度传感器用于监测pvc手套生产过程中生产线生产速度;
[0020]
所述预警单元接收到服务器生成bj1信号后,若在次接收到服务器生成bj2 信号
时,预警单元将生成调节指令tj,并将调节指令tj发送至服务器中。
[0021]
进一步地,所述服务器接收到调节指令tj后,获取实时拟真生产线温度值 oc、进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2、车间烟雾传感器监测数据y3、监测数据zs以及监测数据sd,并将实时拟真生产线温度值oc、进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2、车间烟雾传感器监测数据y3、监测数据zs以及监测数据sd代入烟气调节模型中进行烟气调节,具体步骤如下:
[0022]
b1:获取实时拟真生产线温度值oc与出口烟雾传感器监测数据y2,并通过公式对实时拟真生产线温度值oc进行调节,式中t为实时拟真生产线温度值oc实时数值,具体为:
[0023]
b11:与温度控制单元进行数据连接;
[0024]
b12:温度控制单元包括热气流喷嘴与冷气流喷嘴,温度控制单元通过控制热气流喷嘴与冷气流喷嘴开合进而将温度调节至公式对应范围内;
[0025]
b2:将b1步骤调节后的实时拟真生产线温度值oc代入生产模型中进行匹配,具体步骤为:
[0026]
b21:温度属于(40℃,60℃]时,对生产无影响;
[0027]
b22:温度属于(20℃,40℃]时,pvc手套将无法成型,通过公式调控生产线速度,同时服务器产生吸附指令xf,并将吸附指令xf 发送至吸附控制单元。
[0028]
进一步地,所述吸附控制单元包括正极板与负极板,所述吸附控制单元接收到吸附指令xf后,接通正极板与负极板电源;所述正极板与负极板用于吸附生产线中的烟气。
[0029]
进一步地,所述预警单元中接收到c1指令、c2指令以及c3指令后,预警单元对温度感应单元、烟雾感应单元以及速度感应单元进行故障筛查,具体步骤为:
[0030]
o1:预警单元与温度感应单元进行数据连接,若连接成功,则将c1指令重新标记为c11指令;预警单元与烟雾感应单元进行数据连接,若连接成功,则将c2指令重新标记为c21指令;预警单元与速度感应单元进行数据连接,若连接成功,则将c3指令重新标记为c31指令;
[0031]
o2:c11指令、c21指令以及c31指令发送至服务器,服务器接收c11指令生成服务器与温度感应单元线路故障指令;服务器接收c21指令生成服务器与烟雾感应单元线路故障指令;服务器接收c31指令生成服务器与速度感应单元线路故障指令;
[0032]
o3:预警单元与温度感应单元进行数据连接,若连接失败,则将c1指令重新标记为c10指令;预警单元与烟雾感应单元进行数据连接,若连接失败,则将c2指令重新标记为c20指令;预警单元与速度感应单元进行数据连接,若连接失败,则将c3指令重新标记为0指令;
[0033]
o4:c10指令、c20指令以及c0指令发送至服务器,服务器接收c10指令生成温度感应单元传感器故障指令;服务器接收c20指令生成烟雾感应单元传感器故障指令;服务器接收c30指令生成速度感应单元传感器故障指令。
[0034]
一种pvc手套生产车间烟气处理方法,所述方法如下:
[0035]
k1:接通电源,pvc手套生产车间流水线开始运转,云服务器与温度控制单元、吸附
控制单元、冷凝收集单元、预警单元、报警单元、温度感应单元、烟雾感应单元以及速度感应单元建立数据联系;
[0036]
k2:烟雾感应单元实时监测生产车间生产线内烟雾浓度,当烟雾浓度超过阀值时,服务器向预警单元发送预警信息;
[0037]
k3:服务器接收到预警信息后通过调节热气流喷嘴与冷气流喷嘴改变生产车间生产线内温度,当温度公式时,服务器便停止调节温度控制单元;
[0038]
k4:当k3步骤中调节后的实时拟真生产线温度值oc不满足生产要求,既不满足时,服务器将通过公式调整生产线运行速度,同时,服务器产生吸附指令xf;
[0039]
k5:吸附控制单元接收到吸附指令xf后,接通正极板与负极板电源,进行静电吸附烟雾;
[0040]
k6:当烟雾浓度回落至阀值内时,服务器停止向预警单元发送预警信息;
[0041]
k7:k3-k5步骤停止,冷凝收集单元将正极板与负极板吸附的烟气冷凝成水滴,回落至生产线积液池中;
[0042]
k8:当k5步骤执行时,若25分钟后烟雾浓度依旧超过阀值,此时服务器生产报警信息;
[0043]
k9:报警单元接收报警信息后进行报警。
[0044]
与现有技术相比,本发明的有益效果:
[0045]
通过温度感应单元、烟雾感应单元以及速度感应单元的设置,使得pvc手套在生产时可以实时监测生产信息,使得pvc手套生产过程智能化;通过公式得出拟真生产线温度值oc,使得员工可以方便掌握生产线温度,云服务器控制温度控制装置自动对生产线进行温度调节,使得pvc手套能在规定温度下生产;当烟雾感应单元检测烟气超出阀值时,首先降低温度使得烟气扩散速度减慢,同时吸附控制单元控制正极板与负极板接通进行静电吸附;有效的阻止了烟气的蔓延,保证员工生命安全;
[0046]
当降低温度的同时,通过公式调控生产线速度,使得此时生产线内pvc手套能够有效的进行生产;
[0047]
当烟气浓度降低后,冷凝收集单元将正极板与负极板进行降温冷凝,将收集到的烟气冷凝成水滴,进行二次利用;
附图说明
[0048]
为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
[0049]
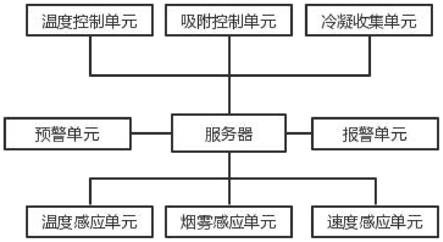
图1是本发明系统框图。
具体实施方式
[0050]
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实
施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围,本发明公式均是采集大量数据进行软件模拟得出且选取与真实值接近的一个公式,公式中的系数是由本领域技术人员根据实际情况进行设置。
[0051]
如图1所示,一种pvc手套生产车间烟气处理系统,包括服务器、温度感应单元、烟雾感应单元、速度感应单元、预警单元、报警单元、温度控制装置、吸附控制单元以及冷凝收集单元;
[0052]
温度感应单元用于监测pvc手套生产车间内温度变化,温度感应单元包括第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器以及车间温度传感器;
[0053]
烟雾感应单元用于监测pvc手套生产车间内生产线烟雾浓度,烟雾感应单元包括进口烟雾传感、出口烟雾传感器以及车间烟雾传感器;
[0054]
速度感应单元用于监测pvc手套生产车间内生产线生产速度,速度感应单元包括转速传感器和速度传感器;
[0055]
服务器用于存储和处理温度感应单元、烟雾感应单元以及速度感应单元监测得到的数据,具体为:
[0056]
步骤一:与温度感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c1指令,并将c1指令发送到预警单元中;
[0057]
步骤二:通过公式得出拟真生产线温度值oc,式中di为车间温度传感器监测的温度数据,d1为第一温度传感器监测的温度数据、d2为第二温度传感器监测的温度数据、d3为第三温度传感器监测的温度数据、d42为第四温度传感器监测的温度数据;φ、μ均为修正系数;
[0058]
车间温度传感器布置于pvc手套生产车间内,用于监测车间内温度变化;第一温度传感器、第二温度传感器、第三温度传感器、第四温度传感器均布置于生产线上,第一温度传感器采集pvc手套表面温度,第二温度传感器采集生产线入口处温度,第三温度传感器采集生产线出口处温度,第四温度传感器采集生产线入口与生产线出口之间处温度信息;
[0059]
步骤三:与烟雾感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c2指令,并将c2指令发送到预警单元中;
[0060]
步骤四:获取烟雾感应单元中进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2以及车间烟雾传感器监测数据y3,并将监测数据y1、监测数据y2 以及监测数据y3代入烟雾判断模型中进行判断,具体步骤为:
[0061]
a1:监测数据y1、监测数据y2通过公式进行比较,当比较结果大于1.3时,服务器生成bj1信号,并将bj1信号发送至预警单元;同时,监测数据y1与监测数
据y3通过公式进行比较进行比较,当比较结果大于1.3时,服务器生成bj2信号,并将bj2信号发送至预警单元;
[0062]
a2:当监测数据y1、监测数据y2通过公式进行比较,比较结果小于1.3时,服务器向预警单元发送zc1信息;
[0063]
步骤五:与速度感应单元建立数据连接,当数据连接失败超过五次时,服务器生产c3指令,并将c3指令发送到预警单元中;
[0064]
步骤六:获取转速传感器监测数据zs和速度传感器监测数据sd。
[0065]
速传感器用于监测pvc手套生产过程中的转速;速度传感器用于监测pvc 手套生产过程中生产线生产速度;
[0066]
预警单元接收到服务器生成bj1信号后,若在次接收到服务器生成bj2信号时,预警单元将生成调节指令tj,并将调节指令tj发送至服务器中。
[0067]
服务器接收到调节指令tj后,获取实时拟真生产线温度值oc、进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2、车间烟雾传感器监测数据y3、监测数据zs以及监测数据sd,并将实时拟真生产线温度值oc、进口烟雾传感监测数据y1、出口烟雾传感器监测数据y2、车间烟雾传感器监测数据y3、监测数据zs以及监测数据sd代入烟气调节模型中进行烟气调节,具体步骤如下:
[0068]
b1:获取实时拟真生产线温度值oc与出口烟雾传感器监测数据y2,并通过公式对实时拟真生产线温度值oc进行调节,式中t为实时拟真生产线温度值oc实时数值,具体为:
[0069]
b11:与温度控制单元进行数据连接;
[0070]
b12:温度控制单元包括热气流喷嘴与冷气流喷嘴,温度控制单元通过控制热气流喷嘴与冷气流喷嘴开合进而将温度调节至公式对应范围内;
[0071]
b2:将b1步骤调节后的实时拟真生产线温度值oc代入生产模型中进行匹配,具体步骤为:
[0072]
b21:温度属于(40℃,60℃]时,对生产无影响;
[0073]
b22:温度属于(20℃,40℃]时,pvc手套将无法成型,通过公式调控生产线速度,同时服务器产生吸附指令xf,并将吸附指令xf 发送至吸附控制单元。
[0074]
述吸附控制单元包括正极板与负极板,吸附控制单元接收到吸附指令xf后,接通正极板与负极板电源;正极板与负极板用于吸附生产线中的烟气。
[0075]
预警单元中接收到c1指令、c2指令以及c3指令后,预警单元对温度感应单元、烟雾
感应单元以及速度感应单元进行故障筛查,具体步骤为:
[0076]
o1:预警单元与温度感应单元进行数据连接,若连接成功,则将c1指令重新标记为c11指令;预警单元与烟雾感应单元进行数据连接,若连接成功,则将c2指令重新标记为c21指令;预警单元与速度感应单元进行数据连接,若连接成功,则将c3指令重新标记为c31指令;
[0077]
o2:c11指令、c21指令以及c31指令发送至服务器,服务器接收c11指令生成服务器与温度感应单元线路故障指令;服务器接收c21指令生成服务器与烟雾感应单元线路故障指令;服务器接收c31指令生成服务器与速度感应单元线路故障指令;
[0078]
o3:预警单元与温度感应单元进行数据连接,若连接失败,则将c1指令重新标记为c10指令;预警单元与烟雾感应单元进行数据连接,若连接失败,则将c2指令重新标记为c20指令;预警单元与速度感应单元进行数据连接,若连接失败,则将c3指令重新标记为0指令;
[0079]
o4:c10指令、c20指令以及c0指令发送至服务器,服务器接收c10指令生成温度感应单元传感器故障指令;服务器接收c20指令生成烟雾感应单元传感器故障指令;服务器接收c30指令生成速度感应单元传感器故障指令。
[0080]
本发明在具体进行实施时:
[0081]
接通电源,pvc手套生产车间流水线开始运转,云服务器与温度控制单元、吸附控制单元、冷凝收集单元、预警单元、报警单元、温度感应单元、烟雾感应单元以及速度感应单元建立数据联系;烟雾感应单元实时监测生产车间生产线内烟雾浓度,当烟雾浓度超过阀值时,服务器向预警单元发送预警信息;
[0082]
服务器接收到预警信息后通过调节热气流喷嘴与冷气流喷嘴改变生产车间生产线内温度,当温度公式时,服务器便停止调节温度控制单元;
[0083]
当k3步骤中调节后的实时拟真生产线温度值oc不满足生产要求,既不满足时,服务器将通过公式调整生产线运行速度,同时,服务器产生吸附指令xf;吸附控制单元接收到吸附指令xf后,接通正极板与负极板电源,进行静电吸附烟雾;当烟雾浓度回落至阀值内时,服务器停止向预警单元发送预警信息;冷凝收集单元将正极板与负极板吸附的烟气冷凝成水滴,回落至生产线积液池中;若25分钟后烟雾浓度依旧超过阀值,此时服务器生产报警信息;报警单元接收报警信息后进行报警。
[0084]
上述公式均是采集大量数据进行软件模拟得出且选取与真实值接近的一个公式,公式中的系数是由本领域技术人员根据实际情况进行设置。
[0085]
在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0086]
除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可
以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义;以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1