雷达电波穿透型盖板制造装置及其制造方法与流程
1.本发明涉及雷达电波穿透型盖板制造装置及其制造方法。
背景技术:
2.一种智能巡航控制系统(scc;smart cruise control)是巡航控制系统(cruise control)发展的形态,即利用雷达传感器监测前车,同时具备两大功能,一是当前方有车时能与前车保持特定距离行驶的追随行驶功能,二是当前方没车时可以特定速度行驶的预设速度行驶功能。
3.智能巡航控制系统也称为自适应巡航控制系统(acc:adaptive cruise control)。
4.智能巡航控制系统是一种典型的驾驶员辅助/援助系统,具有的效果是用发动机控制单元和电子制动单元,使车辆自动加减速,不但可以提高驾驶员的舒适度,还能减少与前方撞击的危险。
5.作为这一系统核心的scc雷达安装在车辆前部的中央,这对确保性能是最有利的,但这类车辆的前部中央通常都有散热器护栏、汽车制造公司的车标或装饰物等。
6.一般来说,散热器护栏是用金属或塑料制造的,再镀上铬,以防外部环境引起腐蚀。
7.但金属的电波穿透性低,所以会对scc雷达的电波接收产生不利影响。
8.因此,为了确保电波接收顺畅,一直以来尝试着用独立雷达盖板替代散热器护栏的一部分,以确保电波的穿透性。
9.日本授权专利公报第5,560,555号(以下称为现有技术)关于一种车载电波穿透盖板的制造方法,拥有在薄膜上赋形完成预定设计的凹凸状的赋形工艺、使所述薄膜成型为最终外形后形成加饰体的加饰体形成工艺、通过在所述加饰体的表面注射成型而形成透明树脂层的透明树脂层形成工艺以及通过在所述加饰体的背面注射成型而形成基材层的基材层形成工艺。所述薄膜的特征是呈长条状,在所述长条状薄膜上对所述凹凸的凸部进行多次脱色印刷,在所述赋形工艺中,在所述长条状薄膜上多次赋形所述凹凸状,在所述加饰体形成工艺中,将所述长条状薄膜分割成一个个所述凹凸,同时形成所述最终外形。
10.现有技术是在薄膜上赋形(=真空成型)形成预定设计的凹凸的赋形工艺中,出现了预定设计无法真正地在薄膜上形成的情况。
11.也就是说,为了形成立体设计,将薄膜设置在模具之间,然后挤压。
12.根据预定的设计,薄膜上存在具有高延伸率的部分和具有低延伸率的部分。
13.传统上,将放置在模具之间的薄膜在摄氏80度左右下预热30秒,然后放置在摄氏60度左右下加热10秒的模具之间。
14.放置在模具之间的薄膜经过模具挤压和真空后具有预定的设计。
15.根据现有技术,薄膜具有高延伸率的部分和具有低延伸率的部分成型的过程中,薄膜撕裂等不良问题经常发生。
16.【现有技术文献】
17.【专利文献】
18.日本授权专利公报第5,560,555号
技术实现要素:
19.【解决的课题】
20.本发明旨在克服上述问题,提供雷达电波穿透型盖板的制造装置及其制造方法,能够使形成预定设计的凹凸形状更容易在薄膜上成型。
21.【课题的解决手段】
22.为了达到上述目的,本发明的权利要求1关于一种用于雷达电波穿透型盖板的主薄膜层成型的制造装置,所述制造装置的特征是,包括形成凸部的第一模具;通过移动构件可移向所述第一模具的第二模具,其形成凹部以与所述第一模具相啮合;所述第一模具和第二模具的温度在摄氏75度~摄氏85度下保持13秒至17秒。
23.为了达到上述目的,本发明的权利要求2中雷达电波穿透型盖板制造装置的特征是,放置在第一模具和第二模具之间的主薄膜层在摄氏310度至摄氏330度的温度下预热7秒~13秒。
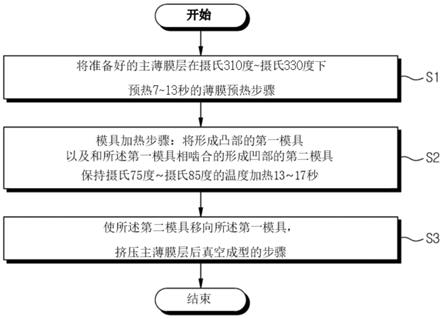
24.为了达到上述目的,本发明的权利要求3中雷达电波穿透型盖板的制造方法包括:薄膜预热步骤,即将准备好的主薄膜层在摄氏310度~摄氏330度的温度下预热7秒~13秒;模具加热步骤,即将形成凸部的第一模具以及和所述第一模具相啮合的形成凹部的第二模具保持摄氏75度~摄氏85度的温度13秒~17秒;使第二模具移向所述第一模具,挤压后真空成型的步骤。
25.【发明的效果】
26.本发明一实施例涉及的雷达电波穿透型盖板制造装置及其制造方法可具有如下效果:
27.(1)主薄膜层上可以更方便地使预定的设计成型。
28.(2)由于主薄膜层的预定设计更容易成型,因此可以减少主薄膜层的瑕疵率。
附图说明
29.图1是雷达电波穿透型盖板主薄膜层的断面图
30.图2是本发明涉及的雷达电波穿透型盖板制造装置的工艺示意图
31.图3是图1中主薄膜层预热的示意图
32.图4是本发明优选实施例涉及的主薄膜层的成型示意图
33.图5是雷达电波穿透型盖板制造方法的流程图
具体实施方式
34.以下,将参照附图1-5详细说明本发明涉及的优选实施例。
35.在此之前,本说明书和权利要求中使用的术语或词语不应被限定为常规的或以往的含义进行解释,而应该从为了以最好的方式说明发明者自身的发明这一角度来适当定义术语的概念,应解释为符合本发明技术思想的含义和概念。
36.用于一般的雷达电波穿透型盖板1的薄膜层的组成如下:
37.以pet、pc材质的主薄膜层300为标准进行说明。
38.主薄膜层的背面310形成由铟或陶瓷组成的蒸镀层360。
39.铟保护层(380)依次沉积于蒸镀层360以保护蒸镀层360。
40.主薄膜层的上表面305形成印刷层320,印刷保护层340依次分层堆放以保护印刷层320。
41.主薄膜层300形成凹凸,通过成型工艺使其具有所期望的形状。
42.雷达电波穿透型盖板1包括由树脂构成的顶盖构件100和底盖构件200而形成。
43.也就是说,在顶盖构件100和底盖构件200之间具备上述主薄膜层300。
44.为了方便起见,以下说明中的主薄膜层300是指由印刷层320、印刷保护层340、铟蒸镀层360、铟保护层380形成的薄膜。
45.本发明的权利要求1关于一种用于雷达电波穿透型盖板1的主薄膜层成型的制造装置。
46.首先,制造装置包括第一模具10和第二模具20而形成。
47.第一模具10上形成凸部11以使主薄膜层300成型。
48.第二模具20位于和第一模具10的上侧相对的位置。
49.与第一模具10的凸部11相啮合的凹部21形成于第二模具20上。
50.第二模具20可以通过移动构件25向第一模具10移动,这些移动构件25可以由汽缸等组成。
51.通过移动构件25使第一模具10和第二模具20相啮合。
52.这时,放置主薄膜层300的腔体50形成于啮合的第一模具10和第二模具20之间。
53.本发明的第一实施例优选第一模具10和第二模具20保持摄氏75度~摄氏85度的温度13秒至17秒。
54.第二模具20通过移动构件25向第一模具10移动,挤压主薄膜层300,以在第一模具10的上表面10a和第二模具的背面20a之间放置的主薄膜层300上形成包括预定凹凸的设计。
55.这时,第一模具10和第二模具20的温度为摄氏75度~摄氏85度,保持13秒至17秒,使主薄膜层300上的设计更容易形成。
56.本发明的第二实施例还包括将放置在第一模具10和第二模具20之间的主薄膜层300在摄氏310度~摄氏330度下预热7秒~13秒的工艺。
57.将经过前述温度、时间预热的主薄膜层300放置在第一模具10和第二模具20之间,然后使第二模具20移向第一模具10,挤压主薄膜层300后成型。
58.本发明的雷达电波穿透型盖板的制造方法如下。
59.(1)将主薄膜层300预热在摄氏310度~摄氏330度的温度下7秒~13秒至。
60.这被称为薄膜预热步骤s1。
61.(2)加热形成凸部11的第一模具10和形成凹部21的第二模具20,保持摄氏75度~摄氏85度的温度13秒~17秒。
62.这被称为模具加热步骤s2。
63.(3)使第二模具20向第一模具10移动,挤压并真空成型主薄膜层300。
64.这被称为挤压真空成型步骤s3。
65.根据上述雷达电波穿透型盖板的制造方法,挤压并真空成型主薄膜层300时,主薄膜层300的延伸率可以全面提高。
66.因此还可以防止在挤压和真空成型过程中,在主薄膜层300上具有较高延伸率的部分300a和延伸率相对较低的部分300b之间撕裂乃至损坏。
67.【产业可应用性】
68.雷达电波穿透型盖板制造装置及其制造方法不仅可以使主薄膜在模具内更方便地成型,而且在主薄膜层上形成延伸率(伸长率)不同的设计时还可防止薄膜损坏或撕裂。
69.【符号说明】
70.1:雷达电波穿透型盖板
ꢀꢀꢀ
10:第1模具
71.10a:第1模具的背面
ꢀꢀꢀꢀꢀꢀ
11:第1模具的凸部
72.20:第2模具
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
20a:第2模具的背面
73.21:第2模具的凹部
ꢀꢀꢀꢀꢀꢀꢀ
25:移动构件
74.50:腔体
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
100:顶盖构件
75.200:底盖构件
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
300:主薄膜层
76.305:主薄膜层的上表面
ꢀꢀꢀ
310:主薄膜层的背面
77.320:印刷层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
340:印刷保护层
78.360:铟蒸镀层
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
380:铟保护层
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1