充气产品的内部张紧构件及其制造设备、方法和充气产品与流程
1.本发明涉及充气产品领域,尤其涉及一种充气产品的内部张紧构件及其制造设备和制造方法,以及具有该内部张紧构件的充气产品。
背景技术:
2.充气产品通常需要内部拉带来维持特定的形状。诸如充气床垫,其面片和底片之间设置有多根拉带来防止其充气过程中面片和底片过度地向外膨胀。
3.现有充气产品的拉带材质主要包括夹网材料和pvc材料这两种,其中夹网材料由两层pvc片及两层pvc片中间所夹的一层织物组成,重量偏重且成本高,pvc材料制成的内部拉带的重量略轻,但仍然占据充气产品的大部分比重,同时受力方向上容易产生变形。
4.本领域的技术人员致力于研发新型的充气产品内部拉带,以降低充气产品的重量并防止充气产品在内部空气压力下产生变形。
技术实现要素:
5.本发明的目的在于克服上述现有技术中存在的缺陷,提供一种充气产品的内部张紧构件,以及提供一种用于制造该内部张紧构件的设备、制造该内部张紧构件的方法和采用该内部张紧构件的充气产品。
6.根据本发明的第一方面,提供了一种用于制造充气产品的内部张紧构件的设备,所述设备包括:
7.支撑框架;
8.基板,所述基板设置为贯穿所述支撑框架的内部;
9.基带输送装置,所述基带输送装置包括持续供应基带的两个内基带卷轴、两个外基带卷轴和牵引轮,所述牵引轮牵引四条基带持续移动;
10.绕线装置,所述绕线装置包括环绕所述基板设置的旋转装置和对称设置在所述基板两侧的绕线导向轴,所述旋转装置以旋转的方式将线绕在两个内基带上;
11.焊接装置,所述焊接装置设置在所述绕线装置和所述牵引轮的中间位置,所述焊接装置将两个内基带分别与各自对应的两个外基带焊接。
12.在一些可选形式中,所述基板包括上表面和下表面,所述上表面和下表面之间的距离是固定不变的或可调节的。
13.在一些可选形式中,所述绕线导向轴之间的距离是可调节的。
14.在一些可选形式中,所述基带输送装置还包括适配于所述两个内基带卷轴的至少一个内基带张紧轮和适配于所述两个外基带卷轴的至少一个外基带张紧轮。
15.在一些可选形式中,所述旋转装置包括环形转盘和若干个线轴,所述环形转盘在其圆周上设置有若干个均匀间隔的出线头,每个所述出线头与一个所述线轴相对应。
16.在一些可选形式中,所述设备还包括布置于所述牵引轮的输出端的切断装置。
17.根据本发明的第二方面,提供了一种制造充气产品的内部张紧构件的方法,所述
方法通过根据本发明的第一方面所述的用于制造充气产品的内部张紧构件的设备实施,并包括:
18.步骤一:通过基带输送装置平行且持续地输送第一内基带和第二内基带至绕线装置;
19.步骤二:通过所述绕线装置将至少一根连续线体绕在所述第一内基带和第二内基带上;
20.步骤三:通过所述基带输送装置平行且持续地输送第一外基带和第二外基带,使所述第一外基带覆盖所述第一内基带,并使所述第二外基带覆盖所述第二内基带;
21.步骤四:将所述第一外基带和第一内基带焊接,同时将所述第二外基带和第二内基带焊接。
22.在一些可选形式中,所述方法还包括调节所述绕线装置的绕线导向轴之间的距离。
23.根据本发明的第三方面,提供了一种充气产品的内部张紧构件,包括间隔开的第一张紧部和第二张紧部,以及连接所述第一张紧部和第二张紧部的线状元件,所述内部张紧构件由根据本发明的第一方面所述的用于制造充气产品的内部张紧构件的设备制造,或者由根据本发明的第二方面所述的制造充气产品的内部张紧构件的方法制造,所述第一张紧部包括焊接连接的第一内基带和第一外基带,所述第二张紧部包括焊接连接的第二内基带和第二外基带,所述线状元件包括至少一根螺旋地缠绕于所述第一内基带和第二内基带的连续线体,所述连续线体包括夹设于所述第一内基带和第一外基带之间的第一区段和夹设于所述第二内基带和第二外基带之间的第二区段。
24.在一些可选形式中,所述第一张紧部和第二张紧部平行布置,所述连续线体以相等的螺距螺旋地缠绕于所述第一内基带和第二内基带。
25.根据本发明的第四方面,提供了一种充气产品,包括间隔开的第一料片和第二料片,所述第一料片和第二料片通过根据本发明的第三方面所述的充气产品的内部张紧构件连接,其中,第一张紧部的第一外基带与所述第一料片连接,第二张紧部的第二外基带与所述第二料片连接。
26.在一些可选形式中,所述第一外基带和/或所述第二外基带通过辅助料片与所述第一料片和/或第二料片连接,其中,所述第一外基带和/或所述第二外基带与所述辅助料片的中间部连接,所述辅助料片的相对于所述中间部对称的两个侧边部与所述第一料片和/或第二料片连接。
27.在一些可选形式中,所述第一料片和第二料片与内部张紧构件的连接为焊接连接,所述焊接连接的焊接痕形成为封闭的环形或非封闭的线形,其中封闭的环形包括在所述充气产品上点阵排列的多个封闭的环形,或在所述充气产品上平行排列的多个封闭的环形。
28.在一些可选形式中,所述第一料片、第二料片、第一张紧部和第二张紧部为pvc材料或tpu材料。
29.在一些可选形式中,所述充气产品包括充气床垫、充气spa或充气冲浪板。
30.根据本发明的第五方面,提供了一种充气产品,包括第一外片、第二外片和设置在第一、第二外片之间的内部张紧构件,所述内部张紧构件包括:
31.第一内基带和第二内基带;
32.第一外基带和第二外基带;
33.至少一根连续线体绕过所述第一内基带和第二内基带,
34.所述第一内基带和第一外基带紧固贴合,所述第二内基带和第二外基带紧固贴合,所述至少一根连续线体部分地固定在所述第一内基带和第一外基带之间以及所述第二内基带和第二外基带之间,所述第一外基带和第二外基带分别与第一外片和第二外片紧固连接。
35.在一些可选形式中,其中,所述第一内基带和第一外基带通过焊接方式连接,所述第二内基带和第二外基带通过焊接方式连接。
36.本发明揭示了一种充气产品的内部张紧构件,该内部张紧构件是通过将一根或多根连续线体缠绕于相距一定距离的两个内基带,并通过对应于两个内基带的两个外基带将连续线体夹设在内基带和与内基带对应的外基带之间,所形成的一种特殊结构的拉带。本发明的内部张紧构件具有重量轻、受力方向不易变形的优势,能够适用于不同类型的充气产品。另外,本发明所揭示的用于制造充气产品的该内部张紧构件的设备,能够根据需要生产适用于不同充气产品的不同尺寸的内部张紧构件,其自动化的配置具有生产效率高的优势。
附图说明
37.本发明的其它特征以及优点将通过以下结合附图详细描述的优选实施方式被更好地理解,在附图中,相同的附图标记表示相同或相似的部件,其中:
38.图1示出了根据本发明一种实施方式的充气产品的内部张紧构件连接在充气产品的内部的分解示意图;
39.图2示出了根据本发明一种实施方式的用于制造充气产品的内部张紧构件的设备(以下简称设备)处于非工作状态的立体图;
40.图3示出了图2所示设备处于非工作状态的另一个视角的立体图;
41.图4示出了根据本发明一种实施方式的设备中绕线装置处于非工作状态的立体图;
42.图5示出了根据本发明一种实施方式的设备中绕线装置和焊接装置处于非工作状态的立体图;
43.图6示出了图2所示设备处于工作状态的立体图;
44.图7示出了图2所示设备处于工作状态的另一个视角的立体图;
45.图8示出了图2所示设备处于工作状态的又一个视角的立体图;
46.图9示出了图2所示设备处于工作状态的又一个视角的立体图;
47.图10示出了根据本发明一种实施方式的设备的部分原理示意图;
48.图11a示出了根据本发明一种实施方式的充气产品的立体图,图11b示出了图11a所示充气产品的内部示意图,图11c示出了图11b中局部a的放大示意图,图11d示出了充气产品的内部张紧构件连接在充气产品的内部的一种实施方式的示意图;
49.图12a示出了根据本发明另一种实施方式的充气产品的立体图,图12b示出了图12a所示充气产品的内部示意图,图12c示出了图12b中局部b的放大示意图;
50.图13a示出了根据本发明又一种实施方式的充气产品的立体图,图13b示出了图13a所示充气产品的内部示意图,图13c示出了图13b中局部c的放大示意图,图13d示出了充气产品的内部张紧构件连接在充气产品的内部的另一种实施方式的示意图;
51.图14a示出了根据本发明又一种实施方式的充气产品的内部示意图,图14b示出了图14a中局部d的放大示意图;
52.图15示出了根据本发明又一种实施方式的充气产品的立体图;
53.图16a示出了根据本发明又一种实施方式的充气产品的立体图,图16b示出了图16a所示充气产品的截面图;
54.图17a示出了根据本发明又一种实施方式的充气产品的立体图,图17b示出了图17a所示充气产品的截面图。
具体实施方式
55.如本领域的普通技术人员将理解的,参照任何一个附图示出和描述的实施例的各种特征可以与一个或更多其它附图中示出的特征组合以产生没有明确示出或描述的其它实施例。所示特征的组合为典型应用提供了代表性实施例。然而,对于特定的应用或实现,可以期望与本公开内容的教导一致地对特征进行各种组合和修改。
56.在本说明书中,术语“第一”、“第二”、“第三”并不能用于限定先后顺序以及组件数量,除非另有说明。
57.参照图1所示一种实施方式的充气产品,充气产品的第一料片1和第二料片2之间设置有内部张紧构件3,图1所示的内部张紧构件3以与第一料片1和第二料片2分离的状态示出。内部张紧构件3包括间隔开的第一张紧部31、第二张紧部32以及连接第一张紧部31和第二张紧部32的线状元件33。其中,第一张紧部31包括焊接连接的第一内基带311和第一外基带312,第二张紧部32包括焊接连接的第二内基带321和第二外基带322。在第一内基带311和第一外基带312以及第二内基带321和第二外基带322焊接连接之前,线状元件33已经螺旋地缠绕于第一内基带311和第二内基带321。为了清楚地示出线状元件33的缠绕方式,图1中仅示例性地示出了一根螺旋地缠绕于第一内基带311和第二内基带321的连续线体,即线状元件33至少包括一根连续线体。在第一内基带311和第一外基带312以及第二内基带321和第二外基带322焊接连接之后,该连续线体包括夹设于第一内基带311和第一外基带312之间的第一区段331和夹设于第二内基带321和第二外基带322之间的第二区段332。优选地,内部张紧构件3的第一张紧部31和第二张紧部32平行布置,并且,至少一根连续线体以相等的螺距螺旋地缠绕于第一内基带311和第二内基带321。
58.第一料片1、第二料片2、第一张紧部31和第二张紧部32可以是pvc(聚氯乙烯)材料,也可以是tpu(热塑性聚氨酯弹性体)材料,或其它任何适于制造充气产品的弹性材料。线体可以由抗拉伸材料或完全拉伸材料制成,例如天然纤维、合成纤维、聚酯、尼龙、聚丙烯、聚乙烯、玻璃纤维、碳纤维、陶瓷等。
59.图1以示例性的方式示出了充气产品的基本上平行布置的第一料片1和第二料片2,第一料片1和第二料片2在充气产品充气的过程中逐渐远离,而连接于第一料片1和第二料片2之间的内部张紧构件3则起到了很好的充气定型作用,以防止第一料片1和第二料片2过度向外膨胀。如图1所示,第一张紧部31的第一外基带312适于与第一料片1连接,第二张
紧部32的第二外基带322适于与第二料片2连接。随着第一外基带312与第一料片1连接,第一内基带311和线状元件33的第一区段331间接地与第一料片1连接,随着第二外基带322与第二料片2连接,第二内基带321和线状元件33的第二区段332间接地与第二料片2连接。线状元件33还包括位于其第一区段331和第二区段332之间的第三区段333,当内部张紧构件3在第一料片1和第二料片2之间连接好之后,该第三区段333起到张紧作用,以维持充气产品的特定形状。
60.对于图1所示的充气产品的内部张紧构件3,其制造设备参见图2至图10所示。
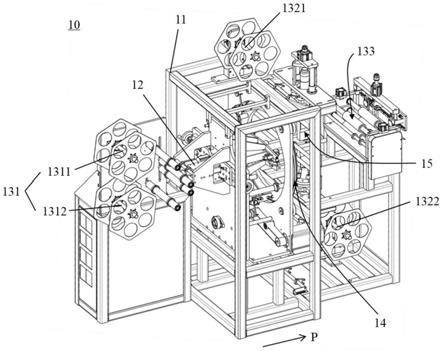
61.其中,图10示出了根据本发明一种实施方式的设备的部分原理示意图,图2至图3从两个角度示出了用于制造充气产品的内部张紧构件3的设备10(以下简称设备)处于非工作状态的立体图,图中以方向p示出了设备中产品的生产进程方向。结合图2、图3和图10所示,设备10包括支撑框架11、基板12、基带输送装置13、绕线装置14和焊接装置15。其中,基板12设置为贯穿支撑框架11的内部,基带输送装置13包括持续供应基带的两个内基带卷轴131、两个外基带卷轴132和牵引轮133,牵引轮133适于牵引四条基带持续移动。具体地,两个内基带卷轴131分别为第一内基带卷轴1311和第二内基带卷轴1312,两个外基带卷轴132分别为第一外基带卷轴1321和第二外基带卷轴1322。
62.为了清楚地示出绕线装置14,图4以与图3相同的角度仅示出了绕线装置14及贯穿其内部的基板12。其中,绕线装置14包括环绕基板12设置的旋转装置141和对称设置在基板12两侧的绕线导向轴142,旋转装置141适于以旋转的方式将线绕在两个移动的内基带上。具体而言,旋转装置141包括环形转盘1411和若干个线轴1412,环形转盘1411在其圆周上设置有若干个均匀间隔的出线头1410,每个出线头1410与一个线轴1412相对应。如图4所示,环形转盘1411在其圆周上示例性地设置有四个均匀间隔的出线头1410,那么,每一出线头1410中的线来自与其对应的一个线轴1412。对于旋转装置141的驱动方式,图4示出了驱动环形转盘1411旋转的驱动齿轮1413,该驱动齿轮1413在动力装置、例如电机的作用下旋转,并且驱动齿轮1413的齿与环形转盘1411的齿啮合,从而驱动环形转盘1411旋转。旋转装置141还包括旋转导向轮1414,例如,包括四个旋转导向轮1414,该旋转导向轮1414与旋转装置141的边缘部分1415接合,以引导并定位环形转盘1411的旋转,其中,以整个设备的产品的生产进程方向p所指示的方向为朝前的方向,边缘部分1415则位于环形转盘1411的后方并突出于环形转盘1411的齿设置,从而形成突出的边缘部分1415。可选地,环形转盘1411可在其圆周上设置有一个出线头1410、均匀间隔的两个出线头1410、均匀间隔的三个出线头1410、或者更多。
63.结合图10所示,图4中的基板12包括上表面121和下表面122,其中上表面121和下表面122位于同一基板12上,此时,上表面121和下表面122之间的距离是固定不变的。可选地,上表面121和下表面122可位于不同的且平行布置的两个基板上(未图示),两个基板之间的距离是可调节的,从而使得上表面121和下表面122之间的距离是可调节的。通过调节上表面121和下表面122之间的距离,就调节了两个内基带之间的距离,即调节了图1中所示的线状元件33的第三区段333的高度,从而满足不同充气产品对其内部张紧构件的需求。
64.除了上述调节两个内基带之间的距离的方式,优选地,绕线装置14包括对称设置在基板12两侧的绕线导向轴142,通过该绕线导向轴142实现调节作用。由于来自出线头1410的线是缠绕在基板12两侧的两个绕线导向轴142上的,通过调节两个绕线导向轴142之
间的距离,就调节了线缠绕在两个绕线导向轴142上的跨度,进而调节了线缠绕在两个内基带上的高度。在可选的实施方式中,仅有一根线缠绕两个绕线导向轴142,或者,有两根线、三根线或四根线同时缠绕两个绕线导向轴142,其中,两根线、三根线或四根线同时缠绕时,由于同一时间点相对于两个绕线导向轴142的出线方向不同,因此,两根线、三根线或四根线同时以相互平行的方式缠绕两个绕线导向轴142。可选地,绕线导向轴142上设置有螺纹(未图示),螺纹的螺距设置为线在缠绕的过程中恰好缠绕在螺纹的凹部中。
65.同样出于清楚的目的,图5以与图3相同的角度仅示出了绕线装置14、基板12和焊接装置15,其中,焊接装置15包括第一焊接头151和第二焊接头152。结合附图3所示,焊接装置15设置在绕线装置14和牵引轮133的中间位置,该焊接装置15适于将两个内基带分别与各自对应的两个外基带焊接,而两个内基带通过设置在基板12的不同表面,在焊接前后,始终是相互分离的。
66.图6至图9从不同角度示出了设备10的工作状态的立体图,同样地,图中以方向p示出了设备中产品的生产进程方向。结合图1所示,设备还包括适配于两个内基带卷轴131的至少一个内基带张紧轮134和适配于两个外基带卷轴132的至少一个外基带张紧轮135。其中,结合附图10所示,两个内基带卷轴131的第一内基带卷轴1311和第二内基带卷轴1312分别用于输送第一内基带311和第二内基带321,内基带张紧轮134用于将第一内基带311和第二内基带321张紧并分别导向至基板12的上表面121和下表面122;两个外基带卷轴132的第一外基带卷轴1321和第二外基带卷轴1322分别用于输送第一外基带312和第二外基带322,外基带张紧轮135用于将第一外基带312和第二外基带322张紧并分别导向至基板12的上表面121和下表面122,并使得第一外基带312覆盖第一内基带311,同时使得第二外基带322覆盖第二内基带321。因此,在设备的产品的生产进程方向p上,外基带张紧轮135位于内基带张紧轮134的下游。在图6至图9所示的示例性实施方式中,内基带张紧轮134、外基带张紧轮135均有两个。可选地,可设置一个内基带张紧轮134和一个外基带张紧轮135,从而使得两个内基带卷轴131和两个外基带卷轴132并非必须上下对称设置。
67.在可选的实施方式中,设备还包括若干换向轮,例如图6、图8所示的若干换向轮137,通过设置换向轮137,也可以实现两个内基带卷轴131和两个外基带卷轴132的非对称设置,从而可以优化设备中各个装置的布置位置,以减小设备所占的空间。
68.在可选的实施方式中,如图6、图8所示,设备还包括布置于牵引轮133的输出端的切断装置136。如前所述,牵引轮133适于牵引四条基带持续移动。具体而言,对于这四条基带,首先,线螺旋地缠绕于第一内基带311和第二内基带321,第一外基带312和第一内基带311焊接后以及第二外基带322和第二内基带321焊接后,四条基带同时经由牵引轮133带动并输出形成内部张紧构件3。切断装置136可选地布置于牵引轮133的输出端,因此,可根据实际需要选择切断或者不切断,也可根据需要切断成所需的长度。
69.根据上述对于设备的描述,本发明还公开了一种制造充气产品的内部张紧构件的方法,该方法包括:
70.步骤一:通过基带输送装置13的两个内基带卷轴131和牵引轮133平行且持续地输送第一内基带311和第二内基带321至绕线装置14;
71.步骤二:通过绕线装置14将至少一根连续线体绕在第一内基带311和第二内基带321上,具体而言,至少一根连续线体从线轴1412引出并经由出线头1410缠绕在基板12两侧
的绕线导向轴142上;
72.步骤三:通过基带输送装置13的两个外基带卷轴132和牵引轮133平行且持续地输送第一外基带312和第二外基带322,使第一外基带312覆盖第一内基带311,并使第二外基带322覆盖第二内基带321,在该步骤中,至少一根连续线体通过缠绕形成包括夹设于第一内基带311和第一外基带312之间的第一区段331以及夹设于第二内基带321和第二外基带322之间的第二区段332,而连续线体的没有被夹住的部分则形成了第三区段333;
73.步骤四:通过焊接装置15的第一焊接头151将第一外基带312和第一内基带311焊接,同时通过第二焊接头152将第二外基带322和第二内基带321焊接。通过焊接,至少一根连续线体的第一区段331和第二区段332被夹紧,避免了第三区段333在充气张紧的过程中在受力方向上变形,从而保证第三区段333提供稳定的张紧力。
74.对于不同充气产品对其内部张紧构件3的第三区段333的不同的高度需求,在制造方法的步骤一之前,还可以包括调节绕线装置14的两个绕线导向轴142之间的距离,以使得连续线体缠绕形成所需高度的第三区段333。可选地,两个绕线导向轴142之间的距离可在设备的工作过程当中逐渐调节,以产生内部张紧构件3的第三区段333的渐变高度,从而使得内部张紧构件3在充气产品中连接并在充气完成后,内部张紧构件3所连接的充气产品的第一料片1和第二料片2并不总是间隔开相等的距离。
75.本发明进一步公开了使用上述实施方式所描述的内部张紧构件3的充气产品。如图11a至11c所示例性示出的一种充气床垫20,该充气床垫20包括间隔开的面片201和底片202,还包括侧围片203和内部张紧构件3a。其中,多个内部张紧构件3a在充气产品的纵向上呈平行排列,每个内部张紧构件3a包括平行布置的第一张紧部31a和第二张紧部32a,并且第一张紧部31a和第二张紧部32a在充气床垫的横向上是连续的,每个内部张紧构件3a还包括连接第一张紧部31a和第二张紧部32a的线状元件33a,该线状元件33a在充气床垫20充气后拉住第一张紧部31a和第二张紧部32a,从而拉住与第一张紧部31a连接的面片201和与第二张紧部32a连接的底片202而不至于过度膨胀。第一张紧部31a和第二张紧部32a通过焊接、胶粘等方式分别与面片201和底片202连接,优选地,第一张紧部31a与面片201焊接并且两者之间的焊接痕310形成为非封闭的线形,在该实施例中,焊接痕310形成为直线,第二张紧部32a与底片202焊接并且两者之间的焊接痕也形成为直线。如图11a所示,这种连接方式在充气床垫的面片201和底片202上形成多个平行排列的直线,从而在充气后提供了面片201和底片202上的凹凸外观。对于包括间隔开的第一料片1和第二料片2的其他充气产品,图11d示出了内部张紧构件将要与第一料片1和第二料片2连接的线形部分300。
76.仍以充气床垫为例,图12a至12c示出了另一种实施方式的充气床垫30,其所采用的多个内部张紧构件3b同样在充气产品的纵向上呈平行排列,从图中可以看出,相比于图11a至图11c所示的内部张紧构件3a的第一张紧部31a和第二张紧部32a,内部张紧构件3b的第一张紧部31b和第二张紧部32b更宽,因此,其焊接痕320可形成为绕第一张紧部31b周边一圈的封闭的环形,以使得更宽的第一张紧部31b牢固地连接在充气产品的内部。
77.图13a至13c示出了又一种实施方式的充气床垫40,其所采用的多个内部张紧构件3c呈点阵排列,从图中可以看出,在充气产品的横向上,相比于图12a至图12c所示的内部张紧构件3b的连续的第一张紧部31b和第二张紧部32b,内部张紧构件3c的第一张紧部31c和第二张紧部32c是不连续的,其焊接痕330形成为点阵排列的封闭的环形。对于包括间隔开
的第一料片1和第二料片2的其他充气产品,图13d示出了内部张紧构件将要与第一料片1和第二料片2连接的环形部分400。
78.上述不同尺寸设置的内部张紧构件3a、内部张紧构件3b和内部张紧构件3c,为充气产品充气后提供了不同的表面凹凸外观。
79.除了图11a至图13d所示的内部张紧构件直接与第一料片1和第二料片2连接的方式,仍以充气床垫为例,图14a至图14b示出了又一种实施方式的充气床垫50。该充气床垫50包括间隔开的面片501和底片502,还包括内部张紧构件3d。其中,多个内部张紧构件3d呈平行排列,每个内部张紧构件3d包括平行布置的第一张紧部31d和第二张紧部32d,其中,第一张紧部31d通过辅助料片510与面片501连接。具体而言,第一张紧部31d与辅助料片510的中间部511连接,辅助料片510的相对于其中间部511对称的两个侧边部512与面片501连接。从图14b中可以看出,辅助料片510和内部张紧构件3d构成为y型张紧构件,其中,辅助料片510通过中间部511与第一张紧部31d紧固贴合而形成y型张紧构件的分支部分,而内部张紧构件3d则形成y型张紧构件的主体部分。可选地,第二张紧部32d也可通过辅助料片与底片502连接。
80.在可选的实施方式中,充气产品可以是充气spa,如图15所示的一种实施方式的充气spa 60。该充气spa 60包括间隔开的外围片601和内围片602,还包括多个内部张紧构件3e。每个内部张紧构件3e包括平行布置的第一张紧部31e和第二张紧部32e,其中,第一张紧部31e与外围片601连接,第二张紧部32e与内围片602连接。
81.在可选的实施方式中,充气产品还可以是充气冲浪板。图16a至图16b示例性地示出了一种实施方式的单气室冲浪板70的立体图和剖线e-e处的截面图,图17a至图17b示例性地示出了一种实施方式的双气室冲浪板80的立体图和剖线f-f处的截面图,对于不同体积和不同承重的单气室或双气室冲浪板,可选择采用不同间距排列的内部张紧构件。
82.因此,结合本发明所公开的充气床垫、充气spa和充气冲浪板,总的来说,本发明公开了一种充气产品,包括第一外片、第二外片和设置在第一、第二外片之间的内部张紧构件,其中,内部张紧构件包括:第一内基带和第二内基带;第一外基带和第二外基带;至少一根连续线体绕过第一内基带和第二内基带,第一内基带和第一外基带紧固贴合,第二内基带和第二外基带紧固贴合,至少一根连续线体部分地固定在第一内基带和第二外基带之间以及第二内基带和第二外基带之间,第一外基带和第二外基带分别与第一外片和第二外片紧固连接。
83.在可选的实施方式中,除了采用焊接形成内部张紧构件,也可采用其他合适的连接方式。例如,参照图1,可采用胶粘使得第一内基带311和第一外基带312紧固贴合,以及使得第二内基带321和第二外基带322紧固贴合。
84.本发明所公开的示例性实施方式可进行各种替换、组合或修改,在不脱离本发明实质的前提下,所有这些变形仍属于本发明的构思,并且落入本发明权利要求所限定的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1