一种含能材料快速成型装置及方法与流程
1.本发明涉及含能材料成型技术领域,尤其涉及一种含能材料快速成型装置及方法。
背景技术:
2.含能材料是一类具有爆炸性基团或具有氧化剂和可燃物,在外界一定的能量刺激下,能独立地进行化学反应并释放大量能量、气体和热的化合物或混合物,其包括发射药、推进剂、战斗部炸药等材料系列。在军事领域,含能材料是武器火力系统不可缺少的重要组成部分,应用于各类武器火力系统的压力推进与反作用推进;在民用领域,其广泛应用于石油、冶金、矿业、建筑等。
3.传统的含能材料成型方式主要有压铸法,压伸法和浇铸法三种,其中:压铸法适用于成型小型药柱,对于大型药柱则存在着易产生气孔,压药密度一致性差,制品力学性能较差等缺陷,同时压铸法需要水压机或油压机等大型设备,设备费用高;压伸法采用螺旋压伸机挤压成型,其优点在于成型的高度连续性及成品的绝对均匀性,但是,压伸法只适用于等截面药型药柱的成型,无法制备变截面药型药柱,此外,螺旋压伸机在成型过程处于半密闭状态,且成型过程无法实现完全的人机隔离,在成型中大型药柱时危险性大;浇铸法采用模具浇注的方式制备含能材料药柱,其克服了压伸法无法制备变截面药型药柱的缺陷,但是其对于不同结构的药柱均要制作相应的模具,尤其是对于复杂异性药柱其模具制作难度大,增加了生产成本。
4.含能材料的能量释放规律是由含能药柱的燃烧速度和燃烧表面积决定的,其中燃烧表面积主要取决于药柱的几何形状、尺寸等,如发射药,现在常用的有管状、球状、多孔状等。对于推进剂,就有实心端面,五星孔等形状。在传统的成型方式中,为制造多变的药型,不得不设计不同的模具。而且含能材料在制造过程中,受到温度与各种载荷的作用,容易发生危险事故,对操作人员产生威胁。并且传统成型方式过程冗繁、复杂异型药柱适应性差、生产效率低,越来越不能满足新型弹药武器技术对含能材料药柱能量、燃烧、力学、安全等性能提出的要求。
5.快速成型技术是一种以数字模型文件为基础,运用可粘合材料,通过逐层打印的方式来构造物体的快速成型技术。该技术一开始应用于工业领域的模具制造,后用于产品的直接制造。近些年伴随数字技术的飞速发展,3d打印又在建筑、医疗、汽车、电子甚至食品、美容、珠宝等领域风生水起,被誉为“21世纪最具潜力的技术”。
技术实现要素:
6.本发明要解决的技术问题是克服现有技术存在的缺陷,本发明将快速成型技术应用于含能材料制备领域中,由于其成型不受零件形状影响,能够实现无模具化成型,解决传统含能材料成型工艺对于复杂异型药柱适应性差,容易产生内部气泡和裂隙等质量不稳定的缺陷,提高了产品成品率,同时整个成型过程由上位机控制,人为参与少,可以更好地实
现人机隔离,解决传统含能材料成型工艺成型过程的安全性问题。
7.为解决上述技术问题,本发明采用的技术方案是:一种含能材料快速成型装置,包括结构框架,所述结构框架内部由上而下分别安装有混合输送组件以及三维运动组件,混合输送组件包括输送防爆电机、混合槽和横向输送螺杆,所述混合槽内部安装有横向输送螺杆,横向输送螺杆通过传动部件与输送防爆电机相连接,横向输送螺杆尾端连接有挤出组件,挤出组件包括挤出阀体、安装在挤出阀体上的挤出防爆电机、定子、转子以及开设在挤出阀体底部的挤出嘴,所述挤出防爆电机连接有转子,所述转子表面套设有定子,三维运动组件包括平面运动部件与垂直运动部件,平面运动部件由x运动副、y运动副组成,垂直运动部件由z运动副、安装平台组成,结构框架内壁安装有y运动副,x运动副安装于结构框架底部,y运动副上安装有安装平台,z运动副安装于安装平台内部,所述安装平台顶部安装有负压吸附组件,所述负压吸附组件包括加热管、打印平台以及负压腔,所述负压腔内部安装有加热管,所述负压腔顶部安装有打印平台。
8.进一步地,所述混合输送组件还包括搅拌桨叶,以所述横向输送螺杆长度为对称中心在混合槽内部安装有多组搅拌桨叶,搅拌桨叶一端安装有搅拌防爆电机,混合槽顶部通过盖板进行密封,所述盖板上安装有压紧气缸。
9.进一步地,所述结构框架连接有加热组件,所述加热组件包括循环油温机、油管、风机加热器以及加热套,所述结构框架侧壁安装有隔板,隔板上安装有风机加热器,所述挤出阀体表面套设有加热套,所述循环油温机分别通过油管与混合槽、横向输送螺杆、挤出阀体、加热套以及风机加热器相连接。
10.进一步地,所述结构框架外侧连接有气路组件,气路组件包括负压泵、空压机、油水分离器、调压阀,所述压紧气缸通过油水分离器和调压阀与空压机相连接,所述负压腔连接有负压泵。
11.进一步地,所述x运动副包括第一导轨、第一丝杆、第一联轴器以及第一防爆电机;y运动副包括第二导轨、第二丝杆、第二联轴器以及第二防爆电机;z运动副均包括第三导轨、第三丝杆、第三联轴器以及第三防爆电机,x运动副与y运动副共同组成十字式平面运动结构,所述第一防爆电机依次连接有第一联轴器以及第一丝杆,所述第二防爆电机依次连接有第二联轴器以及第二丝杆,所述第三防爆电机依次连接有第三联轴器以及第三丝杆,所述安装平台分为连接台以及伸缩台,所述第一丝杆连接有第二导轨,第二导轨能够沿所述第一导轨左右运动,所述第二丝杆连接有连接台,连接台能够沿所述第二导轨前后运动,第三防爆电机安装在连接台内部,第三丝杆与伸缩台相连接,伸缩台能够沿所述第三滑轨上下运动。
12.进一步地,所述隔板顶部安装有溶剂去除组件,所述溶剂去除组件包括排风风机以及通风管道,排风风机连接有通风管道。
13.进一步地,还包括安全组件,所述安全组件包括监控设备和喷淋器,所述结构框架顶部固定有监控设备和喷淋器。
14.进一步地,所述传动部件包括主动齿轮、从动齿轮以及齿轮皮带,所述输送防爆电机上安装有主动齿轮,所述横向输送螺杆一端安装有从动齿轮,主动齿轮与从动齿轮之间安装有齿轮皮带。
15.进一步地,所述监控设备包括多组防爆摄像头与热像仪构成,多个所述防爆摄像
头与热像仪均安装在结构框架顶部。
16.进一步地,所述转子为蠕状结构,所述定子内部为柱形结构。
17.进一步地,所述混合输送组件、挤出组件、三维运动组件、气压驱动组件、溶剂去除组件和安全组件均与控制组件相连接,所述控制组件包括电柜主体、防爆电机伺服驱动器、上位机、控制器、伺服控制器以及编码器,所述防爆电机伺服驱动器、上位机、控制器、伺服控制器以及编码器均安装在电柜主体内部,所述防爆电机伺服驱动器与上位机分别电性连接有控制器,所述控制器与编码器分别数据连接有伺服控制器。
18.进一步地,一种含能材料快速成型方法,包括以下步骤:
19.步骤一:通过三维建模软件进行三维建模,保存为stl文件;
20.步骤二:将stl文件导入上位机,上位机得到运动指令数据和挤出装置指令数据,并将数据代码发送给控制器;
21.步骤三:控制器将指令数据转换成脉冲信号与方向信号,通过串口分别发送给防爆电机伺服驱动器。
22.步骤四:防爆电机伺服驱动器将脉冲信号与方向信号转换为电机控制电流,各防爆电机带动三维运动组件、含能材料挤出组件进行3d打印动作,防爆电机编码器将实时位置信息反馈回伺服控制器以补偿电机运动。
23.本发明的含能材料快速成型装置与现有技术相比,本发明的有益效果包括:
24.(1)本发明由热像仪实时监控成型时各部位的温度,通过防爆摄像头进行实时监控,遇到紧急情况可及时断电喷淋。
25.(2)本发明含能充分提高材料利用率,节省了制备成本。
26.(3)本发明通过搅拌防爆电机带动搅拌桨叶在混合槽内部转动对不同的药料进行混合,提高了含能材料的混合均匀性。
27.(4)本发明通过输送防爆电机带动横向输送螺杆进行输送,对含能材料进行运输,提高了含能材料的输送稳定性。
28.(5)本发明工作过程中打印材料可直接放在打印平台上进行打印,打印材料无需制备成特定的丝状或粉状,简化了制作工艺。
29.(6)本发明转子采用蠕状结构,不受液体粘度影响的容积计量,通过了无限的活塞运动,没有剪切,低脉动,不易产生气泡。有回吸功能,确保前端部位没有液体,干净整洁。未端计量,精度更准确,方便数字智能化控制。并且其构造简单,便于维护,方便和各类型的机器进行对接。
30.(7)本发明通过负压吸附组件,在提供加热的同时可以有效地吸附供打印的薄膜板,当打印完成后,直接将薄膜取下,方便取件。
31.(8)本发明整个设备所需温度由外置的加热组件提供,杜绝了电加热,提高了含能材料制备中的安全性。
32.(9)本发明整个成型过程由远程上位机控制,实现人机隔离,解决传统含能材料成型工艺成型过程的安全性问题。
附图说明
33.参照附图来说明本发明的公开内容。应当了解,附图仅仅用于说明目的,而并非意
在对本发明的保护范围构成限制。在附图中,相同的附图标记用于指代相同的部件。其中:
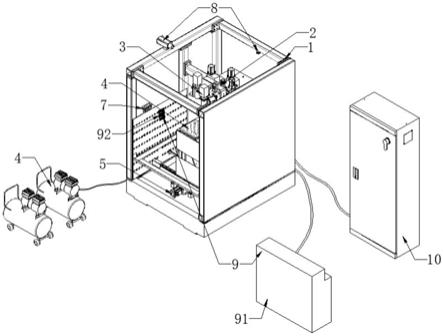
34.图1为本发明一种含能材料快速成型装置的结构示意图;
35.图2为本发明一种含能材料快速成型装置中结构框架的结构示意图;
36.图3为本发明一种含能材料快速成型装置中混合输送组件的结构示意图;
37.图4为本发明一种含能材料快速成型装置中挤出组件的结构示意图;
38.图5为本发明一种含能材料快速成型装置中挤出组件的正视剖视图;
39.图6为本发明一种含能材料快速成型装置中负压吸附组件的结构示意图;
40.图7为本发明一种含能材料快速成型装置中加热油管与负压腔体结构示意图;
41.图8为本发明一种含能材料快速成型装置中三维运动组件的结构示意图。
42.图9为本发明一种含能材料快速成型装置中上位机工作框图。
43.图10为本发明一种含能材料快速成型装置中成型设备系统框图。
44.图中标号:1
‑
结构框架、2
‑
混合输送组件、3
‑
挤出组件、4
‑
负压吸附组件、5
‑
三维运动组件、6
‑
气压驱动组件、7
‑
溶剂去除组件、8
‑
安全组件、9
‑
加热组件、10
‑
控制组件、21
‑
输送防爆电机、22
‑
搅拌防爆电机、23
‑
传动部件、24
‑
搅拌桨叶、25
‑
混合槽、26
‑
压紧气缸、27
‑
盖板、28
‑
横向输送螺杆、31
‑
挤出防爆电机、32
‑
加热套、33
‑
转子、34
‑
定子、35
‑
挤出嘴、41
‑
打印平台、42
‑
加热管、43
‑
负压腔、51
‑
x运动副、52
‑
y运动副、53
‑
z运动副、54
‑
安装平台、91
‑
循环油温机、92
‑
风机加热器。
具体实施方式
45.容易理解,根据本发明的技术方案,在不变更本发明实质精神下,本领域的一般技术人员可以提出可相互替换的多种结构方式以及实现方式。因此,以下具体实施方式以及附图仅是对本发明的技术方案的示例性说明,而不应当视为本发明的全部或者视为对本发明技术方案的限定或限制。
46.根据本发明的一实施方式结合图1示出。一种含能材料快速成型装置,包括结构框架1,结构框架1内部由上而下分别安装有混合输送组件2以及三维运动组件5。
47.由图3,混合输送组件2包括输送防爆电机21、混合槽25和横向输送螺杆28,混合槽25内部安装有横向输送螺杆28,横向输送螺杆28通过传动部件23与输送防爆电机21相连接,混合输送组件2还包括搅拌桨叶24,以横向输送螺杆28长度为对称中心在混合槽25内部安装有多组搅拌桨叶24,搅拌桨叶24一端安装有搅拌防爆电机22,混合槽25顶部通过盖板27进行密封,盖板27上安装有压紧气缸26,在进行工作时搅拌防爆电机22带动搅拌桨叶24转动对混合槽25内的药液进行均匀混合,输送防爆电机21通过传动部件23带动横向输送螺杆28转动对混合后的药液进行运输,通过压紧气缸26下压盖板27使混合槽25达到密封状态,防止溶剂挥发。
48.由图4和图5,横向输送螺杆28尾端连接有挤出组件3,挤出组件3包括挤出阀体、安装在挤出阀体上的挤出防爆电机31、定子34、转子33以及开设在挤出阀体底部的挤出嘴35,挤出防爆电机31连接有转子33,转子33表面套设有定子34,转子33为蠕状结构,定子34内部为柱形结构,在工作时,挤出防爆电机31带动转子33转动将药液顺着定子34内部流动,通过挤出嘴35挤出。
49.由图8,三维运动组件5包括平面运动部件与垂直运动部件,平面运动部件由x运动
副51、y运动副52组成,垂直运动部件由z运动副53、安装平台54组成,结构框架1内壁安装有y运动副52,x运动副51安装于结构框架1底部,y运动副52上安装有安装平台54,z运动副53安装于安装平台54内部,安装平台54顶部安装有负压吸附组件4,x运动副51包括第一导轨、第一丝杆、第一联轴器以及第一防爆电机;y运动副52包括第二导轨、第二丝杆、第二联轴器以及第二防爆电机;z运动副53均包括第三导轨、第三丝杆、第三联轴器以及第三防爆电机,x运动副51与y运动副52共同组成十字式平面运动结构,第一防爆电机依次连接有第一联轴器以及第一丝杆,第二防爆电机依次连接有第二联轴器以及第二丝杆,第三防爆电机依次连接有第三联轴器以及第三丝杆,安装平台54分为连接台以及伸缩台,第一丝杆连接有第二导轨,第二导轨能够沿第一导轨左右运动,第二丝杆连接有连接台,连接台能够沿第二导轨前后运动,第三防爆电机安装在连接台内部,第三丝杆与伸缩台相连接,伸缩台能够沿第三滑轨上下运动,通过x运动副51、y运动副52对第二导轨、安装平台54进行平面运动,通过z运动副53对伸缩台进行竖直方向的移动。
50.由图6和图7,负压吸附组件4包括加热管42、打印平台41以及负压腔43,负压腔43内部安装有加热管42,加热管42呈u型结构,负压腔43顶部安装有打印平台41,通过加热管42方便热量传导,u型结构在加热时更加均匀。
51.由图1,结构框架1连接有加热组件9,加热组件9包括循环油温机91、油管、风机加热器92以及加热套32,结构框架1侧壁安装有隔板,隔板上安装有风机加热器92,挤出阀体表面套设有加热套32,循环油温机91分别通过油管与混合槽25、横向输送螺杆28、挤出阀体、加热套32以及风机加热器92相连接,通过循环油温机91将加热后的油液顺着油管运输到混合槽25、横向输送螺杆28、挤出阀体、加热套32以及风机加热器92内部,对每个部件进行充分加热。
52.由图1,结构框架1外侧连接有气路组件,气路组件包括负压泵、空压机、油水分离器、调压阀,压紧气缸26通过油水分离器和调压阀与空压机相连接,负压腔43连接有负压泵,通过负压泵对使负压腔43内部呈负压状态,通过调压阀对负压腔43内的压力进行调节,空压机驱动压紧气缸26,通过油水分离器进行油水分离。
53.由图1,隔板顶部安装有溶剂去除组件7,溶剂去除组件7包括排风风机以及通风管道,排风风机连接有通风管道,通过排风风机将打印时产生的含有溶剂的气体由通风管道排放到室外。
54.还包括安全组件8,安全组件8包括监控设备和喷淋器,结构框架1顶部固定有监控设备和喷淋器,遇到紧急情况可断电通过喷淋器进行喷淋,传动部件23包括主动齿轮、从动齿轮以及齿轮皮带,输送防爆电机21上安装有主动齿轮,横向输送螺杆28一端安装有从动齿轮,主动齿轮与从动齿轮之间安装有齿轮皮带,通过齿轮进行传动提高了传动时的稳定性,防止传动时发生滑动。
55.监控设备包括多组防爆摄像头与热像仪构成,多组防爆摄像头与热像仪均安装在结构框架1顶部,通过防爆摄像头对打印状况进行实时监控,通过热像仪实时监控成型时各部位的温度。
56.混合输送组件2、挤出组件3、三维运动组件5、气压驱动组件6、溶剂去除组件7和安全组件8均与控制组件10相连接,控制组件10包括电柜主体、防爆电机伺服驱动器、上位机、控制器、伺服控制器以及编码器,防爆电机伺服驱动器、上位机、控制器、伺服控制器以及编
码器均安装在电柜主体内部,防爆电机伺服驱动器与上位机分别电性连接有控制器,控制器与编码器分别数据连接有伺服控制器,通过控制组件10控制成型装置内部各器件的运动。
57.一种含能材料快速成型方法,包括以下步骤:
58.步骤一:通过三维建模软件进行三维建模,保存为stl文件;
59.步骤二:将stl文件导入上位机,上位机得到运动指令数据和挤出装置指令数据,并将数据代码发送给控制器;
60.步骤三:控制器将指令数据转换成脉冲信号与方向信号,通过串口分别发送给防爆电机伺服驱动器。
61.步骤四:防爆电机伺服驱动器将脉冲信号与方向信号转换为电机控制电流,各防爆电机带动三维运动组件5、含能材料挤出组件3进行3d打印动作,防爆电机编码器将实时位置信息反馈回伺服控制器以补偿电机运动。
62.作为本发明的一个实施例,在对成型装置进行使用时,根据打印件的成型要求,首先对满足形状尺寸要求的目标样品实体进行建模,将模型文件导入到3d打印软件中,切片软件模块进行切片处理生成满足密实打印的喷头运行轨迹数据代码,并将运行轨迹和工艺控制参数转换成数控系统可执行的g代码程序文件;在程序文件编入温度、报警、挤出量等参数代码,将程序文件输入到控制组件10中,装置开机后,系统对各子系统进行自检,达到可打印要求后,启动打印程序。
63.根据温度要求,在进行打印时,加热组件9中的循环油温机91分别对混合槽25、横向输送螺杆28、挤出组件3以及负压吸附平台提供预加热并保温,循环油温机91油液通过油管运输到风机加热器92内部流动,风机加热器92开始工作,使成型室温度达到所需温度,气压驱动组件6中的负压泵开启对将负压腔43内部抽成负压,将供打印的薄膜板吸附在打印平台41上。
64.将药料加入到混合输送组件2的混合槽25中,气压驱动组件6中的空压机控制压紧气缸26下压盖板27使混合槽25达到密封状态,防止溶剂挥发,控制组件10发出信号驱动搅拌防爆电机22通过传动部件23带动搅拌桨叶24旋转,对药料进行搅拌混合,经充分混合后,控制组件10发出信号驱动输送防爆电机21带动横向输送螺杆28,将混合好的药料输送至挤出组件3中;控制组件10发出信号驱动防爆电机工作,防爆电机带动转子33绕本身的轴线旋转,另一方面它又沿定子34内表面滚动,转子33为蠕状结构,于是转子33与定子34形成多个密封腔室,转子33每转一周,密封腔室内的药料向前推进一个螺距,随着转子33的连续转动,液体螺旋形方式从一个密封腔压向另一个密封腔,最后挤出在负压吸附平台的打印平台41的薄膜板上。
65.同时控制组件10驱动运动组件的x运动副51和y运动副52运动,第一防爆电机通过第一联轴器带动第一丝杆进行转动,第一丝杆与安装架螺纹连接,使安装架顺着第一导辊进行滑动,第二防爆电机通过第二联轴器带动第二丝杆进行转动,第二丝杆与连接台螺纹连接,使安装平台54顺着第二导辊进行滑动,做平面打印;当此层打印完成后,z轴运动副53运动时,第三防爆电机通过第三联轴器带动第三丝杆进行转动,第三丝杆与伸缩台螺纹连接,伸缩台通过第三导辊顺着连接台竖直方向发生移动,周而复始,直至打印成一个完整的实体。
66.在打印过程中,排风风机将打印时产生的含有溶剂的气体由通风管道排放到室外,打印过程中主控板控制器通过安全组件8对各种参数进行实时在线监测,如发现超出阈值时,做出报警、停机、断电以及喷淋响应动作,在所有步骤完成后,系统发出打印完成提示。
67.本发明可以实现含能材料的快速成型,在打印时,由热像仪实时监控成型时各部位的温度,如遇紧急情况断电通过喷淋器进行喷淋,整个成型过程由上位机控制,人为参与少,可以更好地实现人机隔离,解决传统含能材料成型工艺成型过程的安全性问题。
68.本发明的技术范围不仅仅局限于上述说明中的内容,本领域技术人员可以在不脱离本发明技术思想的前提下,对上述实施例进行多种变形和修改,而这些变形和修改均应当属于本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1