一种玻璃钢天线罩及其制备方法与流程
3mm。
[0015]
优选的,所述纤维布为200g/
㎡
无碱纤维布。
[0016]
本发明的玻璃钢天线罩的制备方法,包括如下步骤:
[0017]
s1:真空袋膜工艺制作:将第一层纤维布置于备好的玻璃钢天线罩模具上,在第一纤维布上均匀涂上浆料,并在第一层纤维布上布置第一层强芯毡;然后在第一层强芯毡上对齐放置第二层纤维布,在第二纤维布上均匀涂上浆料,并在第二纤维布上布置第二层强芯毡,重复上述操作直至强芯毡与纤维布的厚度满足产品预设厚度;
[0018]
s2、将真空袋膜封闭严密,真空加压,压力≥0.9mpa,保压时间5分钟,在无掉压情况下,进行抽胶;
[0019]
s3:脱模后,得到与玻璃钢天线罩模具形状相同的玻璃钢天线罩,玻璃钢天线罩正面有缺陷的采用同型号胶衣修整;玻璃钢天线罩背面有空鼓、分层的进行修补,即得成品玻璃钢天线罩。
[0020]
与现有技术相比,本发明具有如下有益效果:
[0021]
1、本发明的玻璃钢天线罩力学性能优异,具有良好的比刚度、突出的抗冲击和耐疲劳性能;以及优良的透波率,产品平均透波率大于90%。
[0022]
2、采用本发明的制备工艺制得的玻璃钢天线罩具有优异的减重性,积层厚度每增加1mm,所消耗的树脂量约为600g/
㎡
;为使得产品刚度更高,对于相同的厚度,而不需要增加较重的玻纤织物或短切毡等增强物,采用强芯毡的产品重量要比纯玻璃钢的轻大约30%;良好的操作性及浸润性,非常适合于手糊、真空导流成型工艺。
[0023]
3、使用强芯毡制备玻璃钢天线罩,将减少铺层时间,并降低成本(相同厚度下),快速增加铺层厚度,节约操作时间;而且强芯毡因由聚酯纤维或玻璃纤维和微粒小球组成,可以有效地减少产品表面不平整的印透。
具体实施方式
[0024]
下面结合实施例对本发明作以下说明。
[0025]
实施例1
[0026]
玻璃钢天线罩由强芯毡、纤维布和浆料采用真空袋膜工艺制成,浆料如表1所示。
[0027]
玻璃钢天线罩的制备方法,包括如下步骤:
[0028]
s1:真空袋膜工艺制作:将第一层纤维布置于备好的玻璃钢天线罩模具上,在第一纤维布上均匀涂上浆料,并在第一层纤维布上布置第一层强芯毡;然后在第一层强芯毡上对齐放置第二层纤维布,在第二纤维布上均匀涂上浆料,并在第二纤维布上布置第二层强芯毡,重复上述操作直至强芯毡与纤维布的厚度满足产品预设厚度;
[0029]
s2:将真空袋膜封闭严密,真空加压,压力≥0.9mpa,保压时间5分钟,在无掉压情况下,进行抽胶;
[0030]
s3:脱模后,得到与玻璃钢天线罩模具形状相同的玻璃钢天线罩,玻璃钢天线罩正面有缺陷的采用同型号胶衣修整;玻璃钢天线罩背面有空鼓、分层的进行修补,即得成品玻璃钢天线罩。
[0031]
实施例2
[0032]
玻璃钢天线罩由强芯毡、纤维布和浆料采用真空袋膜工艺制成,浆料如表1所示。
[0033]
玻璃钢天线罩的制备方法,包括如下步骤:
[0034]
s1:真空袋膜工艺制作:将第一层纤维布置于备好的玻璃钢天线罩模具上,在第一纤维布上均匀涂上浆料,并在第一层纤维布上布置第一层强芯毡;然后在第一层强芯毡上对齐放置第二层纤维布,在第二纤维布上均匀涂上浆料,并在第二纤维布上布置第二层强芯毡,重复上述操作直至强芯毡与纤维布的厚度满足产品预设厚度;
[0035]
s2:将真空袋膜封闭严密,真空加压,压力≥0.9mpa,保压时间5分钟,在无掉压情况下,进行抽胶;
[0036]
s3:脱模后,得到与玻璃钢天线罩模具形状相同的玻璃钢天线罩,玻璃钢天线罩正面有缺陷的采用同型号胶衣修整;玻璃钢天线罩背面有空鼓、分层的进行修补,即得成品玻璃钢天线罩。
[0037]
实施例3
[0038]
玻璃钢天线罩由强芯毡、纤维布和浆料采用真空袋膜工艺制成,浆料如表1所示。
[0039]
玻璃钢天线罩的制备方法,包括如下步骤:
[0040]
s1:真空袋膜工艺制作:将第一层纤维布置于备好的玻璃钢天线罩模具上,在第一纤维布上均匀涂上浆料,并在第一层纤维布上布置第一层强芯毡;然后在第一层强芯毡上对齐放置第二层纤维布,在第二纤维布上均匀涂上浆料,并在第二纤维布上布置第二层强芯毡,重复上述操作直至强芯毡与纤维布的厚度满足产品预设厚度;
[0041]
s2:将真空袋膜封闭严密,真空加压,压力≥0.9mpa,保压时间5分钟,在无掉压情况下,进行抽胶;
[0042]
s3:脱模后,得到与玻璃钢天线罩模具形状相同的玻璃钢天线罩,玻璃钢天线罩正面有缺陷的采用同型号胶衣修整;玻璃钢天线罩背面有空鼓、分层的进行修补,即得成品玻璃钢天线罩。
[0043]
实施例4
[0044]
玻璃钢天线罩由强芯毡、纤维布和浆料采用真空袋膜工艺制成,浆料如表1所示。
[0045]
玻璃钢天线罩的制备方法,包括如下步骤:
[0046]
s1:真空袋膜工艺制作:将第一层纤维布置于备好的玻璃钢天线罩模具上,在第一纤维布上均匀涂上浆料,并在第一层纤维布上布置第一层强芯毡;然后在第一层强芯毡上对齐放置第二层纤维布,在第二纤维布上均匀涂上浆料,并在第二纤维布上布置第二层强芯毡,重复上述操作直至强芯毡与纤维布的厚度满足产品预设厚度;
[0047]
s2、将真空袋膜封闭严密,真空加压,压力≥0.9mpa,保压时间5分钟,在无掉压情况下,进行抽胶;
[0048]
s3:脱模后,得到与玻璃钢天线罩模具形状相同的玻璃钢天线罩,玻璃钢天线罩正面有缺陷的采用同型号胶衣修整;玻璃钢天线罩背面有空鼓、分层的进行修补,即得成品玻璃钢天线罩。
[0049]
表1
[0050]
物料种类实施例1实施例2实施例3实施例4乙烯基树脂60708075氢氧化铝58108氟化石墨烯2343
抗紫外线剂1235固化剂2453脱模剂2345抗氧剂0.5121.5偶联剂0.5121.5
[0051]
试验效果
[0052]
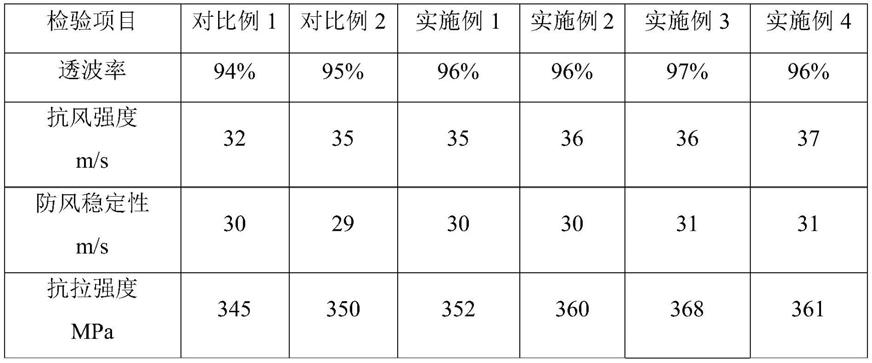
采用实施例1-4的样品进行试验测试,对比例1采用河北凯信玻璃钢有限公司生产的玻璃钢天线罩,对比例2采用鹏达(清远市)玻璃钢有限公司生产的玻璃钢天线罩,实施例1-4、对比例1-2的玻璃钢天线罩均采用相同的形状尺寸,试验结果如表2所示。
[0053]
表2实验结果
[0054][0055]
由上表可知,实施例1-4所得的玻璃钢天线罩各方面力学性能均最佳,明显优于对比例1、2。
[0056]
前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1