一种提升3D打印层附力的方法及装置与流程
一种提升3d打印层附力的方法及装置
技术领域
1.本发明涉及3d打印技术领域,尤其涉及一种提升3d打印层附力的方法及装置。
背景技术:
2.3d打印作为制造业领域快速发展的新兴技术,与传统减材制造的方式截然不同,是以数字化模型为基础,运用粉末状金属或丝状塑料的可粘合材料,通过分层制造和逐层叠加的方式来构建实物。主流的3d打印技术有熔融层积成型、选择性激光粉末烧结成型、液态光敏树脂激光固化等,其中熔融层积成型技术凭借其机械结构简单、制造维护及材料成本低的优势,已经占据3d打印市场的半壁江山。
3.熔融层积成型技术在带来便利的同时也存在一些原理性的缺陷,其中一个便是层与层之间的粘附强度问题。打印过程中堆积层之间粘结存在一定的时间间隔,致使喷头挤出的熔融材料与已堆积的模型之间具有温度差,造成逐层叠加的纵向粘附强度远远小于已堆积层的横向抗拉强度,因此在3d打印过程中易出现层分离、切口和断裂等现象,以及打印成品的逐层叠加方向无法承受过大载荷的情况。
4.经公开资料查询,天津工业大学申请了“一种纤维增强复合材料3d打印的层间增强”专利(申请号201810616915.3),该专利公开了一种纤维增强复合材料3d打印的层间增强技术,通过热塑性树脂打印喷头和层间增强喷头交替工作,向打印完成的叠层区域纵向植入高温金属棒,完成不同层次的增强。该技术虽然在一定程度上能够增强纵向层粘附力,但存在纵向层粘附力强度不够以及强行植入过程破坏已有打印结构的情况。
5.另外,北京机科国创轻量化科学研究院有限公司申请了“一种层间增强复合材料3d打印装置”专利(申请号201910469186.8),该专利公开了一种层间增强复合材料3d打印装置,装置包含打印模块和纤维铺放模块,其中纤维铺放模块负责短纤维层间铺放,通过控制纤维铺放模块振动频率、振幅和网筛的筛网孔径,实现不同长度短纤维的均匀定量精确铺放。该技术将进一步加强已堆积层的横向粘附力,但对纵向层粘附力未起到相应加强作用。
技术实现要素:
6.本发明提供了一种提升3d打印层附力的方法,以解决现有的3d打印技术中层与层之间的粘附强度不高的问题。
7.本发明采用的技术方案是:一种提升3d打印层附力的方法,所述方法包括:
8.在三维模型的切片分层阶段设置具有特殊结构的纵向腔体,在打印阶段采用多喷头3d打印设备,其中树脂打印喷头负责产品成型,层间增强喷头负责产品加强;所述层间增强喷头在所述纵向腔体中添加金属或纤维塑料,注入液态粘结溶剂,冷却后形成稳定的层间增强骨架。
9.优选地,所述三维模型的切片分层设置有不同高度的所述纵向腔体,形成层间错落的增强骨架。
10.优选地,所述纵向腔体顶部设有直径不大于3mm的开口。
11.优选地,所述层间增强喷头由纤维打印模块和热熔胶打印模块组成,所述纤维打印模块在纵向腔体中添加金属或纤维塑料,所述热熔胶打印模块向纵向腔体中注入液态粘结溶剂。
12.优选地,所述纤维打印模块填充原材料为铝合金、钛合金、钢材和纤维塑料,所述纤维打印模块内部设置有截断装置。
13.优选地,所述液态粘结溶剂是由热塑性材料经过所述热熔胶打印模块加热挤压而成,所述液态粘结溶剂为tpu热熔胶、pe热熔胶或环氧树脂热熔胶。
14.优选地,所述树脂打印喷头所需原材料为丙烯晴-丁二烯-苯乙烯塑料、聚乳酸、聚碳酸酯、尼龙或高抗冲聚苯乙烯。
15.优选地,所述纵向腔体内部的悬空角度小于30
°
,形状为菱形、椭圆形、燕尾形或葫芦形。
16.本发明还提供一种提升3d打印层附力的装置,其特征在于,包括3d打印软件系统以及与3d打印软件系统相连的树脂打印喷头和层间增强喷头,所述层间增强喷头包括热熔胶打印模块和纤维打印模块,纤维打印模块内设置有截断装置。
17.优选地,所述树脂打印喷头根据3d打印软件系统的设置打印出具有纵向腔体的层状产品,所述纤维打印模块在纵向腔体中添加金属或纤维塑料,所述热熔胶打印模块在纵向腔体中注入液态粘结溶剂。
18.本发明的有益效果是:(1)本发明通过优化三维模型的切片分层结构,多喷头3d打印技术和多材料组合应用技术,创新地提出在模型内腔添加金属或纤维增强塑料,并注入液态粘结溶剂,冷却后形成稳定的层间增强骨架,从而消除打印过程中出现的层分离或切口现象,缩减打印材料使用量,增加3d打印堆积层之间的纵向粘附强度,提升3d打印产品的机械性能。
19.(2)纵向腔体在模型内部形成表面密集边框,将进一步增强层间粘附力,并减少3d打印材料的使用量。
附图说明
20.图1为本发明公开的一种提升3d打印层附力的方法流程示意图。
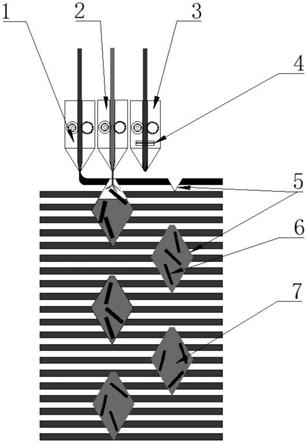
21.图2为本发明公开的一种提升3d打印层附力的装置结构示意图。
22.附图标记:1、树脂打印喷头;2、热熔胶打印模块;3、纤维打印模块;4、截断装置;5、纵向腔体;6、纤维棒材;7、液态粘结溶剂。
具体实施方式
23.为了使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明作进一步详细描述,但本发明的实施方式不限于此。
24.应当理解,本公开的方法实施方式中记载的各个步骤可以按照不同的顺序执行,和/或并行执行。此外,方法实施方式可以包括附加的步骤和/或省略执行示出的步骤。本公开的范围在此方面不受限制。
25.实施例1:
26.参见图1和图2,本实施例提供一种提升3d打印层附力的方法,该方法集成熔融层积成型技术、三维模型的切片分层技术、多喷头3d打印技术和多材料组合应用技术。
27.其方法包括如下步骤:
28.步骤1:对三维模型进行切片分层,在纵向结构上设置纵向腔体5,在纵向腔体5顶部开具不大于3mm的缺口,若干纵向腔体5在切片分层中错落放置。
29.具体的,纵向腔体5内部的悬空角度小于30
°
(即纵向腔体5的边缘与垂直于底面的竖直线的角度小于30
°
),从而使得树脂打印喷头打出的原料不会发生流动。
30.需要注意的是,图1中纵向腔体5为菱形腔体,但菱形腔体并不是对纵向腔体5形状的限制,具体结构形式可为菱形、椭圆形、燕尾形和葫芦形等。以及,在纵向腔体5顶部开具不大于3mm的缺口,缺口的形状可以为圆形、方形和多边形等。
31.步骤2:树脂打印喷头1进行模型制造,当完成一个纵向腔体5时,3d打印软件系统驱动纤维打印模块3进行纤维棒材6的打印及剪断操作,纤维棒材6落入纵向腔体5,棒材的数量及长度根据纵向腔体5的大小而定。
32.具体的,树脂打印喷头1所需原材料可为丙烯晴-丁二烯-苯乙烯塑料(abs)、聚乳酸(pla)、聚碳酸酯(pc)、尼龙(pa)和高抗冲聚苯乙烯(hips)等。
33.纤维棒材6的原料可为铝合金、钛合金、钢材和纤维塑料等,并在喷头内部设置有截断装置4。
34.步骤3:3d打印软件系统驱动热熔胶打印模块2,加热热熔胶的丝材,通过齿轮和轴承挤出液态粘结溶剂7,对纵向腔体5的内部层隙进行填充粘结,通过自然散热在产品内部完成固化,形成若干的层间增强骨架,加强每层之间的粘附力,提高3d打印产品的机械性能。
35.具体的,液态粘结溶剂7是由热塑性材料经过热熔胶打印模块2加热挤压而成,热塑性材料可为tpu热熔胶、pe热熔胶和环氧树脂热熔胶等,其具有良好的粘接能力、热塑性能和粘结强度。
36.实施例2
37.参见图1,本实施例提供一种提升3d打印层附力的装置,包括3d打印软件系统以及与3d打印软件系统相连的树脂打印喷头1和层间增强喷头,所述层间增强喷头包括热熔胶打印模块2和纤维打印模块3,纤维打印模块3内设置有截断装置4。
38.所述树脂打印喷头1根据3d打印软件系统的设置打印出具有纵向腔体的层状产品,所述纤维打印模块3在纵向腔体中添加金属或纤维塑料,所述热熔胶打印模块2在纵向腔体中注入液态粘结溶剂。
39.容易理解的是,本实施例中的3d打印软件系统是现有技术,在3d打印软件系统中进行路径规划后,树脂打印喷头1和层间增强喷头按照规划的路径进行打印。
40.以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1