一种带防滑功能的汽车用主地毯及其制作方法与流程
1.本发明涉及车用地毯领域,具体涉及一种带防滑功能的汽车用主地毯及其制作方法。
背景技术:
2.随着社会的不断进步,越来越注重享受,对环境的舒适度要求越来越高,汽车主地毯的除了外观的要求,耐磨、防滑性能也是舒适度考核的重要指标;
3.现有技术中,为满足汽车主地毯的使用要求,汽车行业的主地毯在主副驾驶脚踩位置上需要具备较强的防滑功能。目前该处主地毯为满足防滑耐磨要求,均单独在主地毯上额外焊接一块耐磨防滑垫;相应需要单独采购专用的耐磨垫和焊接设备,工艺非常复杂,制备过程也不环保。
技术实现要素:
4.本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种具有较强的耐磨防滑效果、节省工序、提高效率、安全环保性高的带防滑功能的汽车用主地毯及其制作方法。
5.本发明的目的可以通过以下技术方案来实现:
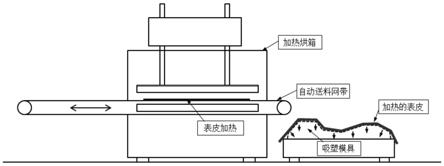
6.一种带防滑功能的汽车用主地毯的制作方法,该方法为:采用表皮吸塑成型、发泡和水切割方式,先利用烘箱加热表皮,通过烘箱网带自动铺到吸塑模具上抽真空吸塑成型,然后在背面进行pu发泡后水切割得到带防滑功能的汽车用主地毯。
7.进一步地,该方法具体包括以下步骤:
8.(1)将tpo表皮和epdm表皮叠放入烘箱内进行加热软化,再将加热软化后的两层表皮铺到吸塑模具上,其中tpo表皮位于远离吸塑模具一侧;
9.(2)启动吸塑模具抽真空开关,对软化后的两层表皮进行真空吸塑成型,制成表面带皮纹的成型表皮;
10.表皮材料为双层结构,表面装饰层tpo+背面重层epdm,两者为一体结构。将表皮按tpo向上放到烘箱自动送料网带上。通过自动程序送入烘箱进行加热。待加热时间到后,烘箱网带自动将烘软的表皮铺到吸塑模具上,启动真空瞬间将表皮吸附到吸塑模具表面。
11.(3)将成型表皮放入发泡模具内,在epdm表皮一面进行pu发泡成型,制成总成成型件;
12.(4)将总成成型件放入水切割托架上,进行边料水切割,制成带防滑功能的汽车用主地毯。
13.进一步地,步骤(1)中所述加热的温度为(250
±
20)℃,时间为(150
±
20)s。
14.进一步地,步骤(2)中所述真空吸塑成型的抽真空值为(0.08
±
0.02)mpa。
15.进一步地,步骤(3)中pu发泡成型时,在成型表皮与发泡模具预埋epp垫块。
16.进一步地,pu发泡成型时,pu料浇注流量为(260
±
20)g/s,浇注时间设定(15
±
2)
s。
17.进一步地,步骤(3)中pu发泡成型时,模具合模时间为(180
±
20)s。
18.进一步地,步骤(3)中pu发泡成型完成后,发泡模具的冷却水温为(10
±
5)℃。
19.进一步地,步骤(4)中所述的水切割,是采用机械手将待切割物件固定,然后进行自动水切割。
20.一种如上所述的方法制作的带防滑功能的汽车用主地毯
21.与现有技术相比,本发明具有以下优点:
22.(1)本发明制备的带防滑功能的汽车用主地毯具有较强的耐磨防滑效果;
23.(2)本发明在生产过程中只需要一个工段就能实现耐磨防滑的效果,无需另外增加设备和材料实现,同时也能最大程度的降低了气味散发方面的升高风险。
附图说明
24.图1为本发明成型工艺中所用的设备示意图;
25.图2为本发明主地毯表面纹路图;
26.图3为本发明吸塑模具表面纹路图。
具体实施方式
27.下面结合附图和具体实施例对本发明进行详细说明。
28.实施例
29.一种带防滑功能的汽车用主地毯的制作方法,该方法具体包括以下步骤:
30.(1)将tpo表皮和epdm表皮叠放入烘箱内进行加热软化,再将加热软化后的两层表皮铺到吸塑模具上,其中tpo表皮位于远离吸塑模具一侧;其中,加热的温度为(250
±
20)℃,时间为(150
±
20)s;
31.(2)启动吸塑模具抽真空开关,对软化后的两层表皮进行真空吸塑成型,制成表面带皮纹的成型表皮;其中,真空吸塑成型的抽真空值为(0.08
±
0.02)mpa;
32.需要说明的是,表皮材料为双层结构,表面装饰层tpo+背面重层epdm,两者为一体结构。将表皮按tpo向上放到烘箱自动送料网带上。通过自动程序送入烘箱进行加热。待加热时间到后,烘箱网带自动将烘软的表皮铺到吸塑模具上,启动真空瞬间将表皮吸附到吸塑模具表面。
33.(3)将成型表皮放入发泡模具内,在epdm表皮一面进行pu发泡成型,制成总成成型件;pu发泡成型时,在成型表皮与发泡模具预埋epp垫块,pu料浇注流量为(260
±
20)g/s,浇注时间设定(15
±
2)s,模具合模时间为(180
±
20)s。pu发泡成型完成后,发泡模具的冷却水温为(10
±
5)℃
34.(4)将总成成型件放入水切割托架上,进行边料水切割,即采用机械手将待切割物件固定,然后进行自动水切割,制成带防滑功能的汽车用主地毯。
35.其中,针对耐磨防滑性能对应的是吸塑成型工序,需要同时具备如下条件:
36.1、吸塑模具表面带皮纹;
37.2、烘箱加热表皮,必须充分软化;
38.3、将加热表皮铺到吸塑模具上时,需要将其瞬间吸附到位,确保表皮紧贴模具表
面,将模具的皮纹形状印到表皮的tpo上。
39.本实施例制备带防滑功能的汽车用主地毯的耐磨防滑性能要求如下:
[0040][0041]
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1