一种注塑工件模内切水口装置的制作方法
[0001]
本实用新型涉及注塑模具,尤其涉及一种注塑工件模内切水口装置。
背景技术:
[0002]
现有技术中,塑料管件大多采用注塑而成,在生产过程中,根据需求会在模具上开设不等数量进胶口,进胶口与模腔连通,用于向模腔内注入熔融的塑料材料,熔融的塑料材料进入模腔形成产品,在产品上对应的熔融的塑料材料的进入的口为水口,为了保证注塑的效率、节省生产成本,一般在注塑模具上会设计多个型腔,采用多个进胶口,例如设计四个进胶口,一次能生产四个产品也就是一出四模具。在注塑产品完成后的塑料件上会有水口,在产品成型后,需先开模将产品取出,此时产品与水口连在一起,然后再将产品和水口固定于专用治具上进行料头的切除,以上这些操作步骤需要人工或者机械手进行完成,由于是人工操作,劳动强度大,浇口修剪不美观,导致工作效率低下,加工品质较差。此外,现有的注塑加工过程中,当工件注塑成型后,需要先将工件和水口一并顶出,然后再进行人工切除水口的工序,这种工序不仅繁琐,而且自动化性能不足,同样存在生产效率低下的问题。
技术实现要素:
[0003]
本实用新型要解决的技术问题在于,针对现有技术的不足,提供一种可自动切除工件水口,有助于提高生产效率和加工品质的注塑工件模内切水口装置。
[0004]
为解决上述技术问题,本实用新型采用如下技术方案。
[0005]
一种注塑工件模内切水口装置,其包括有第一模仁和第二模仁,所述第一模仁和第二模仁上下层叠设置且二者可拆卸配合,所述第一模仁的底部开设有模腔以及与所述模腔相连通的流道,所述第二模仁的边缘处固定有支架,所述支架的外侧固定有气缸,所述支架的内侧设有滑块,所述滑块的后端与所述气缸的伸缩轴传动连接,所述滑块的前端向所述模腔方向延伸,且所述滑块能够沿着所述第二模仁的表面滑动,所述滑块的前端固定有切刀,所述切刀的刀刃与所述流道的末端对齐,所述第一模仁与所述第二模仁完成注塑后分离时,所述气缸驱使所述滑块向前滑动,借由所述切刀将所述流道内成型的水口切除。
[0006]
优选地,所述第一模仁的底部开设有至少两个模腔,所述滑块的前端固定有两个相互平行的切刀,两个切刀的刀刃分别与所述流道的两个末端对齐。
[0007]
优选地,所述切刀的末端形成有固定片,所述滑块的两侧分别开设有固定槽,所述固定片卡设于所述固定槽内,且所述固定片与所述滑块通过螺丝固定连接。
[0008]
优选地,所述切刀的侧面与所述滑块的侧面平齐。
[0009]
优选地,所述第二模仁上嵌设有承载块,所述承载块的顶部形成有滑轨,所述滑块的底部开设有滑槽,所述滑轨设于所述滑槽内且二者滑动配合。
[0010]
优选地,所述滑轨是截面呈等腰梯形的滑轨,所述滑槽是截面呈等腰梯形的滑槽,且所述滑轨卡设于所述滑槽内。
[0011]
优选地,所述第二模仁上开设有安装口,所述承载块固定于所述安装口内,且所述承载块的顶面与所述第二模仁的顶面平齐。
[0012]
优选地,所述滑块的后端开设有t形卡口,所述气缸的伸缩轴前端形成有t形凸块,所述t形凸块卡设于所述t形卡口内。
[0013]
优选地,所述第一模仁的底部开设有避空槽,所述滑块位于所述避空槽内。
[0014]
优选地,所述支架包括有两个相互平行的侧向支撑块及一后端支撑块,所述侧向支撑块的前端与所述第二模仁的侧部固定连接,所述后端支撑块与两个侧向支撑块的后端固定连接,所述气缸固定于所述后端支撑块上,且所述后端支撑块上开设有可供所述气缸的伸缩轴穿过的凹口。
[0015]
本实用新型公开的注塑工件模内切水口装置中,当执行注塑工序时,将所述第一模仁与第二模仁上下层叠固定,通过进胶口注入熔融状态的塑胶,塑胶经由所述流道注入所述模腔,待所述模腔内的塑胶冷却后形成工件,同时所述流道内的塑胶形成水口,此时将所述第一模仁升起,所述气缸向前推进所述滑块,利用所述滑块前端的所述切刀将所述流道内成型的水口切除,使得水口部分与所述模腔内成型的工件分离,从而得到工件产品。相比现有技术而言,本实用新型无需人工进行切除操作,大大提高了工作效率以及节省了人力成本,同时,相比人工切除的方式而言,本实用新型可使得切口更加平整,切削部位的一致性更好,从而提高了工件的产品品质,此外,本实用新型结构简单、易于实现,因此适合在注塑模具设备中推广应用,并具有较好的应用前景。
附图说明
[0016]
图1为本实用新型注塑工件模内切水口装置的立体图;
[0017]
图2为本实用新型注塑工件模内切水口装置的分解图一;
[0018]
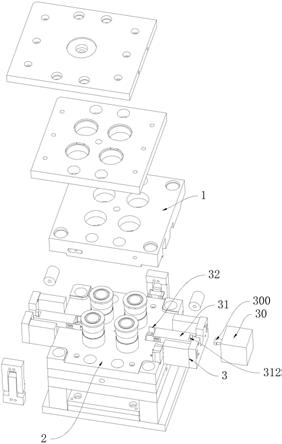
图3为本实用新型注塑工件模内切水口装置的分解图二;
[0019]
图4为本实用新型注塑工件模内切水口装置的局部结构图;
[0020]
图5为本实用新型注塑工件模内切水口装置的局部分解图。
具体实施方式
[0021]
下面结合附图和实施例对本实用新型作更加详细的描述。
[0022]
本实用新型公开了一种注塑工件模内切水口装置,结合图1至图5所示,其包括有第一模仁1和第二模仁2,所述第一模仁1和第二模仁2上下层叠设置且二者可拆卸配合,所述第一模仁1的底部开设有模腔10以及与所述模腔10相连通的流道11,所述第二模仁2的边缘处固定有支架3,所述支架3的外侧固定有气缸30,所述支架3的内侧设有滑块31,所述滑块31的后端与所述气缸30的伸缩轴传动连接,所述滑块31的前端向所述模腔10方向延伸,且所述滑块31能够沿着所述第二模仁2的表面滑动,所述滑块31的前端固定有切刀32,所述切刀32的刀刃与所述流道11的末端对齐,所述第一模仁1与所述第二模仁2完成注塑后分离时,所述气缸30驱使所述滑块31向前滑动,借由所述切刀32将所述流道11内成型的水口切除。
[0023]
上述装置中,当执行注塑工序时,将所述第一模仁1与第二模仁2上下层叠固定,通过进胶口注入熔融状态的塑胶,塑胶经由所述流道11注入所述模腔10,待所述模腔10内的
塑胶冷却后形成工件,同时所述流道11内的塑胶形成水口,此时将所述第一模仁1升起,所述气缸30向前推进所述滑块31,利用所述滑块31前端的所述切刀32将所述流道11内成型的水口切除,使得水口部分与所述模腔10内成型的工件分离,从而得到工件产品。相比现有技术而言,本实用新型无需人工进行切除操作,大大提高了工作效率以及节省了人力成本,同时,相比人工切除的方式而言,本实用新型可使得切口更加平整,切削部位的一致性更好,从而提高了工件的产品品质,此外,本实用新型结构简单、易于实现,因此适合在注塑模具设备中推广应用,并具有较好的应用前景。
[0024]
除上述结构之外,本实施例在模具外侧配置有用于控制所述气缸30运动的电磁阀,同时,注塑机可配置有顶杆等机构,并通过控制顶杆运动,将注塑成型后的工件产品顶出,从而完成工件下料步骤。
[0025]
具体的处理流程为:当熔融塑胶冷却成型后,注塑模具打开并使得第一模仁1与第二模仁2分离,然后注塑机向电磁阀发出控制信号,由电磁阀控制所述气缸30运动,同时驱使所述滑块31向前推进,并利用所述切刀32将与工件相连的水口切除,在完成切水口工序之后,所述气缸30驱使所述所述滑块31和所述切刀32回位,然后注塑机驱使顶杆运动并将工件产品顶出。相比现有技术而言,本实用新型采用先切水口,再将工件顶出的工序,其动作过程更加合理,而且无需人工操作,所以更具自动化性能,大大提高了注塑生产效率。
[0026]
为了实现批量注塑,本实施例中,所述第一模仁1的底部开设有至少两个模腔10,所述滑块31的前端固定有两个相互平行的切刀32,两个切刀32的刀刃分别与所述流道11的两个末端对齐。
[0027]
为了对所述切刀32起到固定作用,本实施例中,所述切刀32的末端形成有固定片320,所述滑块31的两侧分别开设有固定槽310,所述固定片320卡设于所述固定槽310内,且所述固定片320与所述滑块31通过螺丝固定连接。
[0028]
作为一种优选方式,所述切刀32的侧面与所述滑块31的侧面平齐。上述结构可使得所述滑块31与所述切刀32的侧面更加平整,进而更好地滑动。
[0029]
为了对所述滑块31起到导向作用,本实施例中,所述第二模仁2上嵌设有承载块20,所述承载块20的顶部形成有滑轨21,所述滑块31的底部开设有滑槽311,所述滑轨21设于所述滑槽311内且二者滑动配合。
[0030]
作为一种优选方式,所述滑轨21是截面呈等腰梯形的滑轨,所述滑槽311是截面呈等腰梯形的滑槽,且所述滑轨21卡设于所述滑槽311内。上述结构设计可以对所述承载块20和所述滑块31起到限制作用。
[0031]
进一步地,所述第二模仁2上开设有安装口22,所述承载块20固定于所述安装口22内,且所述承载块20的顶面与所述第二模仁2的顶面平齐。
[0032]
本实施例中,所述滑块31的后端开设有t形卡口312,所述气缸30的伸缩轴前端形成有t形凸块300,所述t形凸块300卡设于所述t形卡口312内。
[0033]
上述t形结构的优势在于,方便于将所述滑块31与所述气缸30的伸缩轴进行连接,在组装时,只需将所述t形凸块300从所述t形卡口312的侧部插入即可。
[0034]
作为一种优选结构,本实施例中,所述第一模仁1的底部开设有避空槽12,所述滑块31位于所述避空槽12内。
[0035]
关于所述支架3的具体结构,本实施例中,所述支架3包括有两个相互平行的侧向
支撑块33及一后端支撑块34,所述侧向支撑块33的前端与所述第二模仁2的侧部固定连接,所述后端支撑块34与两个侧向支撑块33的后端固定连接,所述气缸30固定于所述后端支撑块34上,且所述后端支撑块34上开设有可供所述气缸30的伸缩轴穿过的凹口340。上述结构使得所述支架3呈u形,其不仅能起到较好的支撑作用,而且结构简单、易于实现,结构稳定性更好。
[0036]
以上所述只是本实用新型较佳的实施例,并不用于限制本实用新型,凡在本实用新型的技术范围内所做的修改、等同替换或者改进等,均应包含在本实用新型所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1