笔记本LSR脚垫三色注塑成型机的制作方法
笔记本lsr脚垫三色注塑成型机
技术领域
1.本实用新型涉及注塑模具,更具体地说,它涉及笔记本lsr脚垫三色注塑成型机。
背景技术:
2.笔记本脚垫用于垫高笔记本,可以起到辅助散热的作用,具体是可以抬高笔记本进风面(d面),增加进风量,对于风扇配置好且笔记本内部空间小,d面进风量大的笔记本辅助散热效果突出,从而改善散热。此外,对于轻薄本,垫高打字手感会好一点,垫高对于保护颈椎,腕部都有一定的积极作用。
3.目前,少数高端品牌笔记本开始采用lst(液态硅胶)表面的脚垫,液态硅胶相比橡胶材质优势明显,如:1、表面不易吸附灰尘,不发粘,而且抗油性和抗化学性好;2、通过注塑成型,无需喷手感油等二次加工处理即可得到丝滑触感;3、不含塑化剂,不会出现tpe, tpu等材料的“析蜡”现象,影响身体健康,安全环保;4、包覆性比较好,与许多热塑性工程塑料如pc、pc/abs、abs、pa、pvc等具有优异的粘接性;目前,这种笔记本脚垫为双层结构,底层为单层热塑性工程塑料,上层为硅胶表面,现有技术通常采用pc+lsr材料,或是abs+lsr等材料组合成笔记本脚垫,但是在一些特殊使用条件下,如军用、医用,需要使脚垫具备更好的韧性、耐热/低温性和抗冲击性,传统的二色注塑已经不能满足使用要求,因此,为适应特殊环境下使的使用要求,需要研制性能更好的笔记本脚贴,并开发新设备和新工艺。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供笔记本 lsr脚垫三色注塑成型机及其注塑成型工艺,其具有能够满足三色笔记本脚贴的注塑成型要求。
5.为实现上述目的,本实用新型提供了如下技术方案:
6.笔记本lsr脚垫三色注塑成型机,包括底座,其特征在于:所述底座上设置有卧式注塑机本体,所述卧式注塑机本体包括驱动部、注塑模具、注塑系统,所述注塑系统包括与注塑模具连接且相互平行的一射单元和二射单元,所述底座侧面设置有固定支架,所述固定支架上设置有用于注射液态硅胶的lsr注射单元,所述底座一侧设置有与 lsr注射单元连接的混料系统,所述注塑模具内包括与驱动部连接的换向盘,所述驱动部包括用于带动模具开模和合模的直线运动部以及与换向盘连接的转动部,所述换向盘包括两个动模仁,所述注塑模具还包括两个与动模仁对应的定模仁。
7.优选的,所述动模仁结构相同且关于换向盘中心对称,所述定模仁包括用于一射成型的第一定模仁,所述定模仁还包括用于二射、三射成型的第二定模仁。
8.优选的,所述lsr注射单元包括与注塑模具侧壁连接的lsr喷嘴。
9.优选的,所述lsr喷嘴上设置有冷却水套,所述冷却水套连接有工业冷水机。
10.优选的,每一所述动模仁和所述定模仁矩形阵列设置有多排相互平行的型腔。
11.优选的,所述一射单元注塑材料包括pc、pc+gf或pbt,所述二射单元注塑材料包括abs、pc+abs或tpu。
12.与现有技术相比,本实用新型具有以下有益效果:
13.1、通过三色注塑成型的笔记本脚贴融合了三种材料的特性,脚垫具备更好的韧性、耐热、耐低温性和抗冲击性,新工艺笔记本脚垫解决了传统脚垫易损的问题,提升了笔记本的整体品质;
14.2、优化后的三色注射成型机结构优点:(1)快捷简便的安装注射系统;(2)一次可注塑成型多个笔记本脚垫,通过换向盘交替注塑,注塑效率高;(3)三射lsr注射系统为独立的控制系统,非常节省料管中的储料节约成本,可自动调节ab胶的用量,减少产品毛边的产生,可减少人力成本。
附图说明
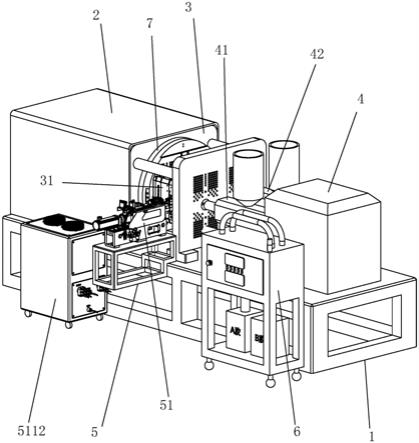
15.图1为本实施例的结构示意图;
16.图2为三色注塑模具结构示意图。
17.图中:1、底座;2、驱动部;3、注塑模具;31、动模仁;32、定模仁;321、第一定模仁;322、第二定模仁;33、型腔;4、注塑系统;41、一射单元;42、二射单元;5、固定支架;51、lsr注射单元;511、lsr喷嘴;5111、冷却水套;5112、冷水机;6、混料系统;7、换向盘。
具体实施方式
18.以下结合附图对本实用新型作进一步详细说明。
19.笔记本lsr脚垫三色注塑成型机,参照图1和2,其包括底座1,底座1上设置有卧式注塑机本体,卧式注塑机本体以dc600t标准卧式双色注塑机为基础改装,该卧式注塑机本体包括驱动部2、注塑模具3、注塑系统4,注塑系统4包括与注塑模具3连接且相互平行的一射单元41和二射单元42,底座1侧面设置有固定支架5,固定支架5上设置有用于注射液态硅胶的lsr注射单元51,底座1一侧设置有与lsr注射单元51连接的混料系统6,注塑模具3内包括与驱动部2连接的换向盘7,驱动部2包括用于带动模具开模和合模的直线运动部以及与换向盘7连接的转动部,直线运动部为液压系统,转动部具体结构可参考专利号为201721577860.7的中国实用新型专利,换向盘7位于转动部上,换向盘7上包括两个动模仁31,注塑模具3还包括两个与动模仁31对应的定模仁32。
20.两个动模仁31结构相同且关于换向盘7中心对称,定模仁32包括用于一射成型的第一定模仁321,定模仁32还包括用于二射、三射成型的第二定模仁322。
21.lsr注射单元51包括与注塑模具3侧壁连接的lsr喷嘴511,lsr 喷嘴511螺纹连接于于注塑模具3,并与内部流道相通。lsr喷嘴511 上设置有冷却水套5111,冷却水套5111连接有工业冷水机5112,因硅胶遇冷融化,遇热凝固,故需要在lsr喷嘴511处进行降温处理,使其保持流动态,实现进胶量的精准控制。
22.每一动模仁31和定模仁32矩形阵列设置有多排相互平行的型腔 33,用于提升生产效率。
23.一射单元41注塑材料包括pc、pc+gf或pbt的一种或几种,二射单元42注塑材料包括abs、pc+abs或tpu的一种或几种,通过以上材料组合,笔记本脚贴融合了三种材料的特性,脚垫具备更好的韧性、耐热、耐低温性和抗冲击性。
24.其注塑工艺主要包括如下步骤:
25.(1)注塑准备:通过注塑机直线运动部带动注塑模具3合模;
26.(2)一射成型:通过一射单元41对第一定模仁321内注入一射成型塑胶材料,注射时间控制在1.5s;
27.(3)二射准备:注塑模具3开模,通过转动部带动换向盘7180
°
换向,使两个动模仁31位置互换,注塑模具3合模;
28.(4)二射成型:通过二射单元42对第二定模仁322注入二射成型塑胶材料,注射时间控制在1.8s,同时,重复执行步骤(2);
29.(5)三射成型:通过混料系统6混合形成液态硅胶材料,通过 lsr注射单元51将液态硅胶注入第二定模仁322内,注塑温度控制在120-140℃,注射时间30s,保压10s;
30.(6)产品成型:产品注塑完成,注塑模具3开模,通过顶针将成型件顶出,通过转动部带动换向盘7180
°
换向,注塑模具3合模,跳转至步骤(4)。
31.其中,步骤(2)中,一射成型包括一段成型和二段成型,一段成型的压力控制在:80mba
‑
150mba,速度控制在100mm/s
‑‑
280mm/s,进胶量占比50
‑
80%;二段成型压力控制在40mba
‑
120mba,速度50 mm/s
‑‑
200mm/,进胶量占比:10%
‑
50%。
32.步骤(4)中,二射成型包括一段成型和二段成型,一段成型的压力控制在200bar
‑
500bar,速度控制在50mm/s
‑
100mm/s,进胶量占比:40%;二段成型压力控制在50bar—300bar,速度控制在 2mm/s
‑
80mm/s,进胶量占比:60%。
33.步骤(5)中,射出压力控制在280
‑
320bar,保压压力控制在 175
‑
210bar,注射速度控制在3
‑
6mm/s。
34.本实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1