一种带前模板倒扣结构的注塑模具的制作方法
[0001]
本实用新型涉及注塑模具技术领域,尤其是指一种带前模板倒扣结构的注塑模具。
背景技术:
[0002]
模具是注塑成型中不可缺少的重要工具,注塑成型是将热熔态的塑胶材料高速注入模具内具有所需形状的密闭型腔中,待塑胶材料冷却固化,打开模具将固化的塑胶产品顶出,以获得成型产品的加工方法。由于注塑成型加工方法具有成型费用低、成型周期短、成型过程简单和易于成型形状复杂的塑胶产品等特点,因此在塑胶产品应用领域应用极为广泛。三板模又称细口模,多用于制品的四周不准有浇口痕迹的场合,其成型的制品浇口痕迹小,外观美观,在注塑模具中得到广泛的使用。
[0003]
传统的注塑模具,抽芯结构通常设置在模腔的下方,完成注塑成型后,抽芯结构从模腔的下方抽出,顶针再将模腔里面的注塑件顶出,但是,在结构复杂的注塑件中,利用传统的抽芯方式不便于脱模,且注塑成型的效果很差,甚至无法实现成型,对人们造成很大的困扰。
技术实现要素:
[0004]
本实用新型要解决的技术问题是提供一种带前模板倒扣结构的注塑模具,能够实现结构复杂的注塑件的快速成型,脱模效果好,提高生产效率。
[0005]
为了解决上述技术问题,本实用新型采用如下技术方案:
[0006]
一种带前模板倒扣结构的注塑模具,其包括前模板以及与前模板相对应的后模板,前模板设有前模芯,后模板设有与前模芯相对应的后模芯,前模芯与后模芯围设形成模腔,所述注塑模具还包括水口板,水口板活动设置于前模板的上方,所述前模板设有倒扣结构和两个斜抽芯孔,倒扣结构包括两个斜行位以及两个镶针,两个斜行位分别滑动安装于两个斜抽芯孔,两个镶针的一端分别固定安装于两个斜行位,两个镶针的另一端分别穿过前模芯并突伸至模腔,水口板固定有两个扣件,两个斜行位均设有锁固槽,两个扣件分别限位于两个斜行位的锁固槽内。
[0007]
进一步地,所述扣件与水口板经由螺钉固定连接,扣件设有锁固凸块,锁固凸块的横截面和锁固槽的横截面均呈等腰梯形;合模时,锁固凸块限位于斜行位的锁固槽内。
[0008]
进一步地,两个所述斜抽芯孔的上开口端均安装有限位块,限位块与水口板经由螺钉固定连接,限位块的侧壁与限位块的底壁垂直设置,所述斜行位设有横挡壁以及与横挡壁垂直设置的竖挡壁;开模时,限位块的底壁与横挡壁抵触。
[0009]
进一步地,两个所述斜行位均安装有弹簧,弹簧内设有限位孔,镶针位于限位孔内,前模芯设有两个容置槽,弹簧位于容置槽内。
[0010]
进一步地,还包括脱模结构,脱模结构包括后模面板、滑动设置于后模面板的顶针板、固定安装于后模面板的司筒针以及固定于顶针板的多个司筒,司筒为中空结构,司筒针
穿设于司筒,司筒针的上端依次穿过后模板和后模芯并突伸至模腔,司筒的顶端与司筒针的顶端之间留有延迟间距。
[0011]
本实用新型的有益效果:本实用新型完成注塑成型后开模,水口板倾斜向上移动,两个斜行位倾斜向上移动,两个斜抽芯孔倾斜向上移动抽出前模芯,斜抽芯孔的端部与注塑件分离,当扣件完全露出前模板,两个扣件分别与两个斜行位分离,通过倒扣结构能够完成倒扣抽芯动作,在整个开合模动作中并没有因此产生额外的时间消耗,能够实现结构复杂的注塑件的快速成型,注塑成型的效果好,脱模效果好,生产效率高。
附图说明
[0012]
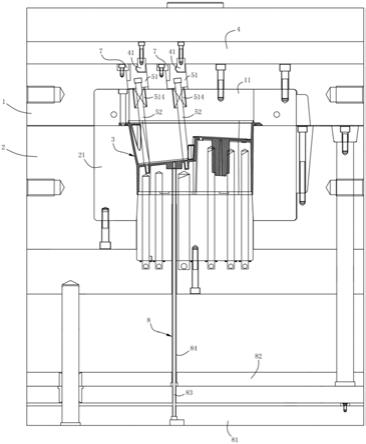
图1为本实用新型的整体结构示意图。
[0013]
图2为本实用新型的倒扣结构、前模板、前模芯、扣件、限位块和水口板的结构示意图。
具体实施方式
[0014]
为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
[0015]
如图1至图2所示,本实用新型提供的一种带前模板倒扣结构的注塑模具,其包括前模板1以及与前模板1相对应的后模板2,前模板1设有前模芯11,后模板2设有与前模芯11相对应的后模芯21,前模芯11与后模芯21围设形成模腔3,所述注塑模具还包括水口板4,水口板4活动设置于前模板1的上方,所述前模板1设有倒扣结构5和两个斜抽芯孔6,倒扣结构5包括两个斜行位51以及两个镶针52,两个斜行位51分别滑动安装于两个斜抽芯孔6,两个镶针52的一端分别固定安装于两个斜行位51,两个镶针52的另一端分别穿过前模芯11并突伸至模腔3,水口板4固定有两个扣件41,两个斜行位51均设有锁固槽511,两个扣件41分别限位于两个斜行位51的锁固槽511内。镶针52的中心轴线与竖直线交叉设置。
[0016]
实际运用中,完成注塑成型后开模,水口板4倾斜向上移动,两个斜行位51倾斜向上移动,两个斜抽芯孔6倾斜向上移动抽出前模芯11,斜抽芯孔6的端部与注塑件分离,当扣件41完全露出前模板1,两个扣件41分别与两个斜行位51分离,通过倒扣结构5能够完成倒扣抽芯动作,在整个开合模动作中并没有因此产生额外的时间消耗,注塑成型的效果好,生产效率高;本实用新型能够实现结构复杂的注塑件的快速成型,脱模效果好,提高生产效率。
[0017]
本实施例中,所述扣件41与水口板4经由螺钉固定连接,扣件41设有锁固凸块411,锁固凸块411的横截面和锁固槽511的横截面均呈等腰梯形,以便于锁固凸块411插入或抽出锁固槽511;合模时,锁固凸块411限位于斜行位51的锁固槽511内。当锁固凸块411完全露出前模板1,两个扣件41分别与两个斜行位51分离,结构设计巧妙,合模和开模的速度快、效果好。
[0018]
本实施例中,两个所述斜抽芯孔6的上开口端均安装有限位块7,限位块7与水口板4经由螺钉固定连接,限位块7的侧壁与限位块7的底壁垂直设置,所述斜行位51设有横挡壁512以及与横挡壁512垂直设置的竖挡壁513;开模时,限位块7的底壁与横挡壁512抵触。限位块7用于挡止斜行位51,防止斜行位51脱离斜抽芯孔6,限位块7与斜行位51之间留有一部
分空间,用于斜行位51移动,抽芯脱模效果好。
[0019]
本实施例中,两个所述斜行位51均安装有弹簧514,弹簧514内设有限位孔(图中未示出),镶针52位于限位孔内,前模芯11设有两个容置槽12,弹簧514位于容置槽12内。弹簧514的中心轴线与镶针52的中心轴线共线设置,弹簧514用于固定镶针52,使得镶针52保持预设的角度进行动作,提高注塑件的精确度。
[0020]
本实施例中,还包括脱模结构8,脱模结构8包括后模面板81、滑动设置于后模面板81的顶针板82、固定安装于后模面板81的司筒针83以及固定于顶针板82的多个司筒84,司筒84为中空结构,司筒针83穿设于司筒84,司筒针83的上端依次穿过后模板2和后模芯21并突伸至模腔3,司筒84的顶端与司筒针83的顶端之间留有延迟间距。脱模结构8用于实现延迟脱模,使得注塑件得到足够的冷却,脱模效果好,提高注塑件的产品质量。
[0021]
本实施例中的所有技术特征均可根据实际需要而进行自由组合。
[0022]
上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1