一种P-TYPE模内转印自分离装置的制作方法
一种p-type模内转印自分离装置
技术领域
1.本实用新型涉及模内转印设备领域,具体为一种p-type模内转印自分离装置。
背景技术:
2.模内转印是在注塑的同时,胶片的印刷自动对位印在胶件上,而不要再去喷油丝印等二次的工艺,而随着技术的发展,模内转印的应用也越来越广泛。
3.但是,现有的模内转印工作存在以下缺点:
4.1、一般需要人工对注塑成型后的产品进行脱模处理,费时费力,工作人员工作强度较高。
5.2、人工不便于进行快速的卸料输送工作,导致其连续工作性较差,从而导致其连续工作效率较低。
技术实现要素:
6.本实用新型的目的在于提供一种p-type模内转印自分离装置,以解决传统的模内转印工作一般需要人工对注塑成型后的产品进行脱模处理,费时费力,工作人员工作强度较高,同时,人工不便于进行快速的卸料输送工作,导致其连续工作性较差,从而导致其连续工作效率较低的问题。
7.为实现上述目的,本实用新型提供如下技术方案:一种p-type模内转印自分离装置,包括模内转印设备的基座、模内转印设备的下模座、安装座、模内转印设备的上模座、用于对成型产品进行自动分离脱模处理的自分离结构、用于对成型产品进行辅助卸料的辅助卸料结构以及用于对成型产品进行输送工作的输送结构,所述基座的底部在靠近于其四个内角处均安装有支撑腿,所述下模座固定安装于基座的上端表面,且所述下模座的内部开设有凹坑,所述安装座为l型板,所述安装座固定安装于基座的上端表面靠近于其背面一侧边缘处,且所述安装座的l型转折端位于基座的上方,所述上模座通过第一气缸安装于安装座的l型转折端底部,所述上模座的底部设置有与凹坑相匹配的凸块,所述自分离结构安装于下模座的内部,所述辅助卸料结构安装于基座的上端表面靠近于其正面处,所述输送结构安装于基座的上端表面,且所述输送结构位于下模座的背面一侧边缘处。
8.优选的,所述自分离结构包括两个第二气缸和两个顶块,所述下模座的内部开设有两个安装槽,两个所述第二气缸分别固定安装于两个安装槽中,所述凹坑的内部底端开设有两个连通安装槽的卡槽,两个所述顶块与两个卡槽相匹配卡合,且两个所述顶块的底部分别与两个第二气缸的伸缩端固定连接,在顶块与卡槽卡合时,顶块与卡槽之间呈密封贴合状态。
9.优选的,所述辅助卸料结构包括固定板、电推杆以及活动板,所述固定板固定安装于基座的上端表面靠近于其正面处,所述电推杆设置有两个,两个所述电推杆固定均安装于固定板靠近于下模座的一侧,所述活动板的一侧与两个电推杆的伸缩端固定连接。
10.优选的,所述下模座的上端表面在靠近于其背面一侧边缘处开设有卸料斜坡,且
所述下模座的上端表面和卸料斜坡处均经过光滑处理。
11.优选的,所述活动板的水平高度高于下模座的上表面水平高度,且高度差为0.2-0.3cm。
12.优选的,所述输送结构包括输送带,所述输送带安装于基座的上端表面,且所述输送带靠近于下模座的背面处,所述输送带通过外接的电机驱动。
13.本实用新型提供了一种p-type模内转印自分离装置,具备以下有益效果:
14.(1)本实用新型通过设置有自分离结构,使得在进行模内转印工作时,若是产品已经完成注塑成型,可以通过启动第二气缸,使其伸长,带动顶块上移,从而将产品顶出,完成自动脱模分离处理,省时省力,降低工作人员的工作强度。
15.(2)本实用新型通过设置有辅助卸料结构和输送结构,使得在产品完成注塑成型并自动分离脱模后,可以通过启动电推杆,带动活动板移动,直至活动板推动成型的产品移动至卸料斜坡处,再通过卸料斜坡滑落至工作中的输送带上,进行自动卸料输送工作,从而提高其连续工作性,继而提高其整体的工作效率。
附图说明
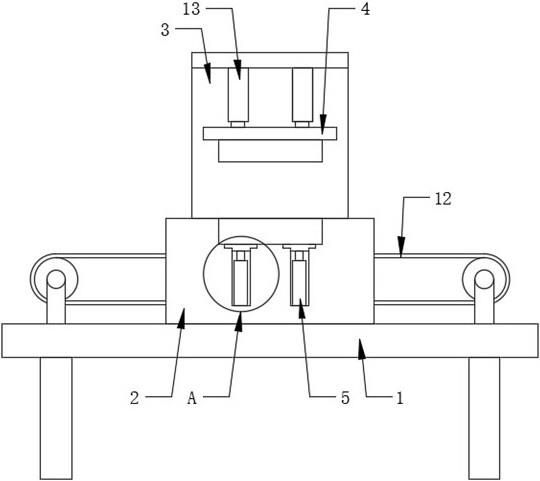
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的下模座安装俯视图;
18.图3为本实用新型的侧视结构示意图;
19.图4为图1中的a处放大示意图。
20.图中:1、基座;2、下模座;3、安装座;4、上模座;5、第二气缸;6、顶块;7、安装槽;8、固定板;9、电推杆;10、活动板;11、卸料斜坡;12、输送带;13、第一气缸。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
22.如图1-4所示,本实用新型提供一种技术方案:一种p-type模内转印自分离装置,包括模内转印设备的基座1、模内转印设备的下模座2、安装座3、模内转印设备的上模座4、用于对成型产品进行自动分离脱模处理的自分离结构、用于对成型产品进行辅助卸料的辅助卸料结构以及用于对成型产品进行输送工作的输送结构,所述基座1的底部在靠近于其四个内角处均安装有支撑腿,所述下模座2固定安装于基座1的上端表面,且所述下模座2的内部开设有凹坑,所述安装座3为l型板,所述安装座3固定安装于基座1的上端表面靠近于其背面一侧边缘处,且所述安装座3的l型转折端位于基座1的上方,所述上模座4通过第一气缸13安装于安装座3的l型转折端底部,所述上模座4的底部设置有与凹坑相匹配的凸块,所述自分离结构安装于下模座2的内部,所述辅助卸料结构安装于基座1的上端表面靠近于其正面处,所述输送结构安装于基座1的上端表面,且所述输送结构位于下模座2的背面一侧边缘处。
23.所述自分离结构包括两个第二气缸5和两个顶块6,所述下模座2的内部开设有两个安装槽7,两个所述第二气缸5分别固定安装于两个安装槽7中,所述凹坑的内部底端开设有两个连通安装槽7的卡槽,两个所述顶块6与两个卡槽相匹配卡合,且两个所述顶块6的底
部分别与两个第二气缸5的伸缩端固定连接,在顶块6与卡槽卡合时,顶块6与卡槽之间呈密封贴合状态,使得在进行转印工作时,若是产品的注塑成型已完成,可以通过启动第二气缸5,使其伸长,带动顶块6上移,直至顶块6将成型后的产品顶出至下模座2的上端表面,完成自动分离脱模工作,省时省力,降低工作人员的工作强度;
24.所述辅助卸料结构包括固定板8、电推杆9以及活动板10,所述固定板8固定安装于基座1的上端表面靠近于其正面处,所述电推杆9设置有两个,两个所述电推杆9固定均安装于固定板8靠近于下模座2的一侧,所述活动板10的一侧与两个电推杆9的伸缩端固定连接,使得在注塑成型的产品完成自分离脱模之后,可以通过启动电推杆9,使其伸长,带动活动板10移动,直至活动板10将产品抵落至卸料斜坡11处,并自卸料斜坡11处滑落,完成快速的卸料工作;
25.所述下模座2的上端表面在靠近于其背面一侧边缘处开设有卸料斜坡11,且所述下模座2的上端表面和卸料斜坡11处均经过光滑处理,使得便于产品在下模座2上进行滑动移动;
26.所述活动板10的水平高度高于下模座2的上表面水平高度,且高度差为0.2-0.3cm,使得便于推动产品进行移动滑动;
27.所述输送结构包括输送带12,所述输送带12安装于基座1的上端表面,且所述输送带12靠近于下模座2的背面处,所述输送带12通过外接的电机驱动,使得当产品自卸料斜坡11处滑落至输送带12上时,可以通过输送带12进行输送工作,从而提高工作的连续性,整体上提高转印工作的工作效率;
28.可以理解的是,第一气缸13、第二气缸5以及电推杆9均外接有控制开关和驱动源。
29.工作原理:在进行转印工作时,启动第一气缸13,带动上摸座下移,直至凸块与凹坑卡合,即可开始注塑工作,若是产品的注塑成型已完成,可以通过启动第二气缸5,使其伸长,带动顶块6上移,直至顶块6将成型后的产品顶出至下模座2的上端表面,完成自动分离脱模工作,省时省力,降低工作人员的工作强度,在注塑成型的产品完成自分离脱模之后,可以通过启动电推杆9,使其伸长,带动活动板10移动,直至活动板10将产品抵落至卸料斜坡11处,并自卸料斜坡11处滑落,完成快速的卸料工作,当产品自卸料斜坡11处滑落至输送带12上时,可以通过输送带12进行输送工作,从而提高工作的连续性,整体上提高转印工作的工作效率。
30.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1