一种聚氨酯发泡件旋转式发泡模具架的制作方法
1.本实用新型涉及聚氨酯发泡件技术领域,具体涉及一种聚氨酯发泡件旋转式发泡模具架。
背景技术:
2.聚氨酯全名为聚氨基甲酸酯,是一种高分子化合物。聚氨酯有聚酯型和聚醚型二大类,可制成聚氨酯塑料(以泡沫塑料为主)、聚氨酯纤维(中国称为氨纶)、聚氨酯橡胶及弹性体。
3.我国的聚氨酯产业主要集中在长三角地区,近些年随着工业制造技术不断发展,以烟台为中心的环渤海生产区、珠三角生产区以及西北制造产业基地都在蓬勃发展中。迫于国内的环保压力,各个企业开始寻求转型,以打造绿色化、环保化的聚氨酯生产工艺为主要发展方向,逐渐淘汰落后产能。
4.聚氨酯发泡模具多使用模具架配合进行聚氨酯发泡件的加工,但是传统的发泡模具架一般均为整体式固定模具架,因此在聚氨酯发泡件成型后不能轻易进行移动,不仅增加了模具的体积,使得模具结构更为复杂,且聚氨酯发泡件发泡成型后取下困难,影响发泡效率。
5.公开号为cn206780811u的专利,公开了一种旋转式发泡模具架,它包括底座,所述底座上安装有旋转电机,旋转电机的输出轴连接有发泡模具架,发泡模具架与底座之间设有滚动球,且发泡模具架的底部通过滚动球与底座的顶部滚动连接,发泡模具架的底部开设有与滚动球相适配的放置腔,放置腔的竖截面为弧形结构,放置腔内设有多个滚珠,滚珠延伸至放置腔的外侧,且滚珠与滚动球滚动连接,该装置在旋转的过程中更稳定,但是该装置存在发泡件发泡成型后取下困难的问题,为此,我们提出了一种聚氨酯发泡件旋转式发泡模具架。
技术实现要素:
6.(一)解决的技术问题
7.针对现有技术的不足,本实用新型提供了一种聚氨酯发泡件旋转式发泡模具架,克服了现有技术的不足,设计合理,结构紧凑,旨在解决传统的发泡模具架为整体式固定模具架,不仅增加了模具的体积,使得模具结构更为复杂,且聚氨酯发泡件发泡成型后取下困难,影响发泡效率的问题。
8.(二)技术方案
9.为实现以上目的,本实用新型通过以下技术方案予以实现:
10.一种聚氨酯发泡件旋转式发泡模具架,包括底箱和底箱上端安装的模具架,所述底箱背离模具架的一侧上端安装有机架,且机架上端安装有注塑机构;
11.所述模具架包括安装在底箱上端的转动架,且转动架的上端转动安装有圆形转盘,且圆形转盘的中部连接有伺服电机的输出端,且伺服电机安装在转动架上,圆形转盘的
环形侧壁上阵列分布有多个旋臂,且旋臂的自由端上安装有模座,模座的另一端设有多个水平排列的模芯;
12.所述注塑机构包括匹配设置在其中一个模座外侧的凹模,且凹模靠近模座的一侧开设有发泡型腔,凹模安装在气缸的伸缩端上,气缸固定安装在安装座的上端,且安装座固定安装在底箱上端,凹模对应发泡型腔位置的侧壁上贯通安装有软性注塑管,且软性注塑管的另一端安装在注塑机的输出端上,注塑机固定安装在原料箱的侧壁上,且注塑机的输入端延伸至原料箱的内腔下部,原料箱固定安装在机架的上端。
13.优选的,所述模座靠近模芯的一侧设有出模板,且出模板套设在多个模芯上,出模板的另一侧对称安装有两个电动推杆的伸缩端,且两个电动推杆贯穿模座并安装在同一个定位板上,定位板固定套设在旋臂上。
14.优选的,所述原料箱的顶壁上开设有补料口,且补料口上可拆卸式安装有箱盖。
15.优选的,所述出模板的侧壁轮廓与凹模上发泡型腔的内壁轮廓一致。
16.优选的,所述底箱靠近模具架的一侧设有上端不封闭设置的收集箱。
17.优选的,所述安装座的前壁上安装有控制面板,且控制面板上设有显示屏和控制按钮,控制面板内置有plc控制器。
18.(三)有益效果
19.本实用新型实施例提供了一种聚氨酯发泡件旋转式发泡模具架,具备以下有益效果:
20.1、通过转动式的模具架和注塑机构相配合,伺服电机驱动圆形转盘按照多个旋臂的分布角度进行转动,位于最左侧的旋臂末端的模座匹配对准水平设置的凹模发泡型腔,此时,气缸启动,推动凹模向右运动,与模座完成合模,配合注塑机启动,通过软性注塑管对封闭后的发泡型腔内进行注塑成型发泡,保证了聚氨酯发泡件的发泡成型。
21.2、本实用新型的聚氨酯发泡件成型后挂接在多个水平排列的模芯上,在气缸带动凹模离开成型后的聚氨酯发泡件,随着伺服电机不断驱动圆形转盘的顺时针间歇转动,聚氨酯发泡件倾斜从模芯上滑脱,完成发泡件的加工。
22.3、通过出模板、电动推杆和定位板的组合结构,随着圆形转盘的转动,其所对应的模座倾斜向下并到达收集箱的上方,此时两个电动推杆同时启动,推动出模板向外运动,将套设在多个模芯上的聚氨酯发泡件推出,实现便捷的出模收集。
附图说明
23.下面将以明确易懂的方式,结合附图说明优选实施方式,对一种聚氨酯发泡件旋转式发泡模具架的上述特性、技术特征、优点及其实现方式予以进一步说明。
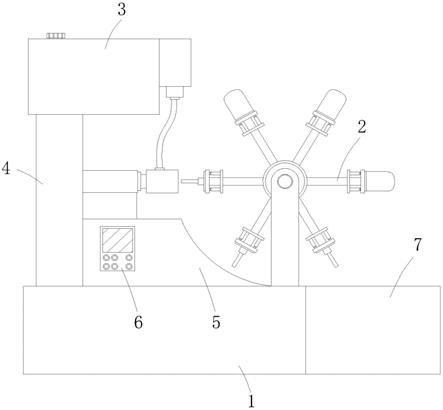
24.图1为本实用新型外观示意图;
25.图2为本实用新型结构示意图;
26.图3为本实用新型中模具架的部分结构剖视图;
27.图4为本实用新型中模芯、出模板和模座的组合结构示意图。
28.图中:底箱1、模具架2、转动架21、圆形转盘22、旋臂23、模座24、出模板25、电动推杆26、定位板27、模芯28、注塑机构3、凹模31、气缸32、软性注塑管33、注塑机34、原料箱35、补料口36、机架4、安装座5、控制面板6、收集箱7、聚氨酯发泡件a。
具体实施方式
29.下面结合附图1
‑
4和实施例对本实用新型进一步说明:
30.实施例1
31.一种聚氨酯发泡件旋转式发泡模具架,包括底箱1和底箱1上端安装的模具架2,所述底箱1背离模具架2的一侧上端安装有机架4,且机架4上端安装有注塑机构3;
32.本实施例中,如图1
‑
4所示,所述模具架2包括安装在底箱1上端的转动架21,且转动架21的上端转动安装有圆形转盘22,且圆形转盘22的中部连接有伺服电机的输出端,且伺服电机安装在转动架21上,圆形转盘22的环形侧壁上阵列分布有多个旋臂23,且旋臂23的自由端上安装有模座24,模座24的另一端设有多个水平排列的模芯28;
33.本实施例中,如图2所示,所述注塑机构3包括匹配设置在其中一个模座24外侧的凹模31,且凹模31靠近模座24的一侧开设有发泡型腔,凹模31安装在气缸32的伸缩端上,气缸32固定安装在安装座5的上端,且安装座5固定安装在底箱1上端,凹模31对应发泡型腔位置的侧壁上贯通安装有软性注塑管33,且软性注塑管33的另一端安装在注塑机34的输出端上,注塑机34固定安装在原料箱35的侧壁上,且注塑机34的输入端延伸至原料箱35的内腔下部,原料箱35固定安装在机架4的上端;
34.本实施例中,伺服电机驱动圆形转盘22按照多个旋臂23的分布角度进行转动,位于最左侧的旋臂23末端的模座24匹配对准水平设置的凹模31发泡型腔,此时,气缸32启动,推动凹模31向右运动,与模座24完成合模;注塑机34启动,通过软性注塑管33对封闭后的发泡型腔内进行注塑成型发泡;
35.可以理解的是,在聚氨酯发泡件a成型后,挂接在多个水平排列的模芯28,在气缸32带动凹模31向左运动后,随着伺服电机不断驱动圆形转盘22的顺时针间歇转动,聚氨酯发泡件a倾斜从模芯28上滑脱,完成发泡件的加工。
36.本实施例中,如图2所示,所述原料箱35的顶壁上开设有补料口36,且补料口36上可拆卸式安装有箱盖,有效的保证聚氨酯发泡件a加工的原料充足。
37.本实施例中,如图1
‑
2所示,所述底箱1靠近模具架2的一侧设有上端不封闭设置的收集箱7,匹配对应顺时针间歇转动的圆形转盘22,用于收集从模芯28上滑脱的聚氨酯发泡件a。
38.本实施例中,如图1所示,所述安装座5的前壁上安装有控制面板6,且控制面板6上设有显示屏和控制按钮,控制面板6内置有plc控制器,本实施例中,plc控制器的型号为西门子s7
‑
200,控制面板6通过电气控制线与伺服电机、气缸32和注塑机34相连接;
39.加工人员通过对控制面板6上控制按钮的操控,结合plc控制器,有效的控制伺服电机驱动圆形转盘22按照多个旋臂23的分布角度进行转动,从而匹配注塑机构3的合模注塑成型发泡;有效的控制气缸32的伸缩控制,保证模座24与凹模31的合模与开模,在合模时,配合注塑机34的启动,实现聚氨酯发泡件a的发泡加工。
40.实施例2
41.本实施例与实施例1的区别在于,如图3和4所示,所述模座24靠近模芯28的一侧设有出模板25,且出模板25套设在多个模芯28上,出模板25的另一侧对称安装有两个电动推杆26的伸缩端,且两个电动推杆26贯穿模座24并安装在同一个定位板27上,定位板27固定套设在旋臂23上,聚氨酯发泡件a挂接在在模芯28上,随着圆形转盘22的转动,其所对应的
模座24倾斜向下并到达收集箱7的上方,此时两个电动推杆26同时启动,推动出模板25向外运动,将套设在多个模芯28上的聚氨酯发泡件a推出,实现便捷的出模收集。
42.本实施例中,如图3和4所示,所述出模板25的侧壁轮廓与凹模31上发泡型腔的内壁轮廓一致,有效的保证了合模后发泡型腔的密闭,从而保证聚氨酯发泡件a的外形和质量。
43.其他未描述结构参照实施例1。
44.本实用新型的实施例公布的是较佳的实施例,但并不局限于此,本领域的普通技术人员,极易根据上述实施例,领会本实用新型的精神,并做出不同的引申和变化,但只要不脱离本实用新型的精神,都在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1