一种大型锥型橡胶制品硫化设备的制作方法
[0001]
本实用新型属于橡胶制品加工技术领域,具体涉及一种大型锥型橡胶制品硫化设备。
背景技术:
[0002]
随着码头建设发展的需要,码头对护舷的性能要求更苛刻,要求护舷吸能量高反力低。这种特大型锥型橡胶护舷被越来越多的大型码头所选用。而生产这种产品的模具设计制作却存在较大困难。一是模具所需承受产品硫化所产生的膨胀力,比常规产品所要承受的力大的多,单纯依靠模具来解决成本太高。二是这种模具因体积太大,用普通的硫化方式进硫化罐硫化较困难。
[0003]
因此,现有技术有待进一步研究。
技术实现要素:
[0004]
本实用新型的目的是提供一种大型锥型橡胶制品硫化设备,旨在解决传统模具体积大,硫化困难的问题,同时,解决由于常规大型锥型橡胶制品模具成本高的问题。
[0005]
为解决上述问题,本实用新型所采用的技术方案是:
[0006]
一种大型锥型橡胶制品硫化设备,包括机架,所述机架包括底座、压紧平台及驱动压紧平台上下移动的驱动装置,所述底座上设置锥型模具,所述锥型模具包括上模及下模,所述上模与下模之间设置外模与芯模,所述外模与芯模之间形成制品腔室,所述外模上均匀设置多个气室,所述气室均设置气室封板。
[0007]
所述外模包括左模与右模,所述左模与右模上均匀设置多个纵向筋板与环形筋板,所述纵向筋板与环形筋板之间形成气室。
[0008]
所述环形筋板与纵向筋板上均设置通气孔,所述外模上设置进气管与出气管,所述进气管、出气管与气室连通。
[0009]
所述上模与外模之间通过螺栓连接,所述螺栓与上模之间设置安全垫片组。
[0010]
所述安全垫片组自下而上依次包括第一安全垫片、第二安全垫片及第三安全垫片。
[0011]
所述第一安全垫片内设置有安装台,所述第二安全垫片固定在安装台上。
[0012]
所述安装台内设置补偿槽,所述第二安全垫片的截面为t型。
[0013]
所述驱动装置为液压缸,所述液压缸活塞杆与压紧平台相连,所述机架上还设置导柱支架,所述压紧平台沿到导柱支架上下移动。
[0014]
所述芯模设置为中空结构。
[0015]
本实用新型的有益效果是:
[0016]
1、本实用新型设置压紧平台及锥型模具,压紧平台上方设置液压缸,液压缸驱动压紧平台压紧模具,减少锥型模具硫化时所需承受的力,利用压紧平台来分担模具所需承受的力,降低模具所需强度,进一步地减少模具加工费用,锥型模具增加气室,为产品硫化
提供所需容器,不需要额外使用硫化罐,解决了这种大型锥型橡胶制品需要大型锥型模具,大型锥型模具需要大型硫化罐进行硫化的问题。
[0017]
2、本实用新型上模与外模紧固处增加安全垫片组,安全垫片组包括第一安全垫片、第二安全垫片及第三安全垫片,第一安全垫片内设置补偿槽,若第二安全垫片断裂时,在补偿槽处可以产生变形,保证密封性,采用安全垫片组进行密封,方便更换,此外,当橡胶硫化膨胀压力过大时,中间的第二安全垫片会产生变形,向第一安全垫片处下陷,给模具起到缓冲作用,从而起到保护模具的目的。
附图说明
[0018]
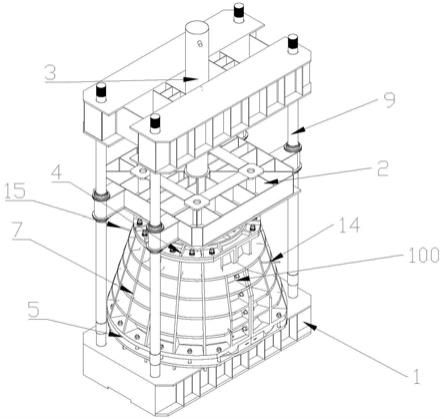
图1是本实用新型整体结构示意图;
[0019]
图2是本实用新型锥型模具局部结构示意图(不含气室封板);
[0020]
图3是锥型模具剖视图;
[0021]
图4是安全垫片组爆炸结构示意图。
具体实施方式
[0022]
为能清楚说明本方案的技术特点,下面通过具体实施方式,并结合其附图,对本方案进行阐述。
[0023]
如图1-图4所示,一种大型锥型橡胶制品硫化设备,包括机架,所述机架包括底座1、压紧平台2及驱动压紧平台2上下移动的驱动装置,所述底座 1上设置锥型模具100,所述锥型模具100包括上模4及下模5,所述上模4 与下模5之间设置外模7与芯模6,所述外模7与芯模6之间形成制品腔室8,所述外模上均匀设置多个气室12,所述气室12均设置气室封板22,所述芯模6设置为中空结构。
[0024]
所述驱动装置为液压缸3,所述液压缸3活塞杆与压紧平台2相连,所述机架上还设置导柱支架9,所述压紧平台2沿导柱支架9上下移动。
[0025]
所述外模7包括左模701与右模702,外模7设置为分体式,方便组装与拆卸。
[0026]
所述左模701与右模702上均匀设置多个纵向筋板10与环形筋板11,所述纵向筋板10与环形筋板11之间形成气室12。所述环形筋板11与纵向筋板 10上均设置通气孔13,所述外模7上设置进气管14与出气管15,所述进气管14、出气管15与气室12连通。外模7上设置多个气室12,为锥型橡胶制品硫化提供了所需容器,具体地,通过进气管14向气室12内循环补充硫化热蒸汽,热蒸汽在所有气室12内流通。
[0027]
具体地,环形筋板11与纵向筋板10上均设置通气孔13,用气室封板22 封闭后,通气孔13的存在保证所有气室连通,保证气室12内气体流通,
[0028]
所述上模4与外模7之间通过螺栓16连接,所述螺栓16与上模4之间设置安全垫片组200。
[0029]
所述安全垫片组200自下而上依次包括第一安全垫片17、第二安全垫片 18及第三安全垫片19。所述第一安全垫片17内设置有安装台20,所述第二安全垫片18固定在安装台20上。所述安装台20内设置补偿槽21,所述第二安全垫片18的截面为t型。
[0030]
具体地,硫化时,当锥型橡胶制品硫化膨胀力过大时,中间的第二安全垫片19会部分下陷进入第一安全垫片18处,给锥型模具起到缓冲作用,从而起到保护模具的作用。
[0031]
具体地,向制品腔室8内注入橡胶,注胶完成后,将锥型模具100合模,同时,液压缸3驱动压紧平台2沿导柱支架9向下移动,压紧锥型模具100,此时,通过进气管14向气室12内通入硫化热蒸汽,向芯模6的腔体通入热蒸汽,开始加热硫化,硫化完成后,开模取出产品,即制备得到大型锥型橡胶制品。
[0032]
以上所述是本实用新型的结构和组装方式,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和优化,这些改进和优化也被视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1