一种复合材料旋翼无人机中心舱的连接结构及翻边工装的制作方法
一种复合材料旋翼无人机中心舱的连接结构及翻边工装
【技术领域】
[0001]
本实用新型属于复合材料结构制造技术领域,具体涉及一种复合材料旋翼无人机中心舱的连接结构及翻边工装。
背景技术:
[0002]
随着科学技术的飞速发展,无人机在军用和民用领域受到了越来越多的关注,并开展了广泛的应用。无人机在军事应用上,主要是作为靶机和完成军事侦查工作;在民用领域中,最常见的是旋翼无人机机型,它主要应用于应急救灾,科学探测以及商业航拍中。
[0003]
由于旋翼无人机在民用领域得到了广泛的应用,如何提高旋翼无人机的耐久性和使用寿命成为大家最为关心的问题。现有制造技术中,复合材料旋翼无人机的机身中心舱成型方式多为分体式成型方式,即先分别制造出中心舱的上下两部分结构,然后通过结构胶或粘接带连接中心舱的上下两部分,使之形成一个整体。但是通过结构胶或粘接带连接得到的无人机中心舱,连接处强度不能得到保证,而且时间长了,连接处容易开裂、损坏,极大的降低了旋翼无人机中心舱的使用寿命和耐久性。
技术实现要素:
[0004]
针对上述问题,本实用新型提供一种结构简单、强度高的复合材料旋翼无人机中心舱的连接结构。
[0005]
为了实现上述目的,本实用新型采用如下技术方案:一种复合材料旋翼无人机中心舱的连接结构,所述中心舱包括上舱盖和下舱盖以及分别连接在上舱盖和下舱盖外围的上旋翼臂和下旋翼臂;所述上舱盖与下舱盖连接的一侧设置有上翻边,下舱盖与上舱盖连接的一侧设置有下翻边,所述上翻边与上旋翼臂间隔设置,下翻边与下旋翼臂间隔设置,且上下翻边均为内翻边;上舱盖与下舱盖通过上翻边与下翻边共固化胶接。
[0006]
优选地,所述上旋翼臂与下旋翼臂对齐接触,并在其外围利用预浸带缠绕连接,将上下舱盖连接为一个整体。
[0007]
优选地,所述上舱盖、上旋翼臂以及上翻边是利用热塑性预浸料采用真空袋压成型工艺一体成型。
[0008]
优选地,所述下舱盖、下旋翼臂以及下翻边是利用热塑性预浸料采用真空袋压成型工艺一体成型。
[0009]
优选地,所述上下翻边的宽度与上下舱盖连接面的直径比为1:9~18,既能保证连接强度,又不影响中心舱的内部空间。
[0010]
优选地,所述上翻边和下翻边连接处通过铆钉对翻边处进行二次加固。
[0011]
优选地,每一上翻边的两侧分别与其两侧的上旋翼臂接触,每一下翻边的两侧分别与其两侧的下旋翼臂接触,保证上下舱盖连接处无缝隙。
[0012]
本实用新型的另一目的是提供一种翻边工装,所述工装用于制备上述中心舱连接结构中的翻边,包括圆形底盘,所述圆形底盘的上方通过连接块固定连接一顶板,所述顶板
的边缘、沿其圆周均匀设置有与旋翼臂数量相等的翅片,且所有翅片的外边缘位于同一圆周上,相邻两翅片相邻边之间的圆心角大于等于单个翅片的圆心角,使得成型后翻边工装取出方便。
[0013]
优选地,所述翻边工装的高度低于上舱盖或下舱盖的深度,且顶板上翅片外边缘所在圆周的直径小于上舱盖或下舱盖连接面的直径,保证成型翻边的上表面与上舱盖或下舱盖的连接面平齐。
[0014]
与现有技术相比,本实用新型具有以下有益效果:
[0015]
(1)本实用新型所述复合材料旋翼无人机中心舱的上舱盖和下舱盖分别采用热塑性预浸料利用真空袋压成型工艺制作,且在连接处利用热塑性预浸料可回收的特点,无需涂抹其他胶料,通过共固化胶接,使得上下翻边形成一个整体,提高了上下舱盖接缝处的连接强度,增加了无人机的耐久性和使用寿命;
[0016]
(2)本实用新型所述翻边工装的设计保证了上下翻边的成型,且所述翻边工装结构简单、使用方便。
【附图说明】
[0017]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0018]
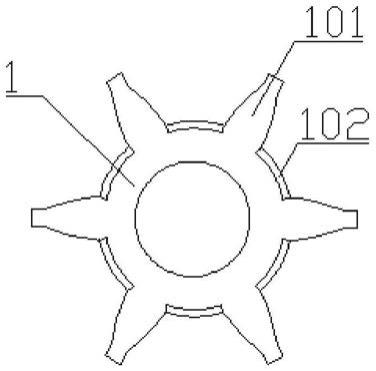
图1是本实用新型所述复合材料旋翼无人机下舱盖的示意图;
[0019]
图2是本实用新型所述复合材料旋翼无人机上舱盖的示意图;
[0020]
图3是本实用新型所述复合材料旋翼无人机中心舱连接处的局部示意图;
[0021]
图4是本实用新型所述翻边工装的结构示意图;
[0022]
其中:1-下舱盖;101-下旋翼臂;102-下翻边;2-上舱盖;201-上旋翼臂;202-上翻边;3-铆钉;4-圆形底盘;5-顶板;6-翅片。
【具体实施方式】
[0023]
为使本实用新型的目的、技术方案和优点更加清楚,下面结合附图和具体实施例,对本实用新型做进一步描述。
[0024]
实施例1
[0025]
本实施例提供了一种复合材料旋翼无人机中心舱的连接结构,所述中心舱包括上舱盖和下舱盖;如图1和2所示,所述上舱盖2和下舱盖1的外围分别均匀设置有数量相等的上旋翼臂201和下旋翼臂101;所述上舱盖2与下舱盖1连接的一侧设置有上翻边202,下舱盖1与上舱盖2连接的一侧设置有下翻边102,所述上舱盖2、上旋翼臂201以及上翻边202是利用热塑性预浸料采用真空袋压成型工艺一体成型;所述下舱盖1、下旋翼臂101以及下翻边102是利用热塑性预浸料采用真空袋压成型工艺一体成型。
[0026]
如图1和2所示,所述上翻边202与上旋翼臂201的数量相等,且间隔设置,下翻边102与下旋翼臂101的数量相等,且间隔设置;所述上下翻边均为内翻边;如图3所示,上舱盖2与下舱盖1通过上翻边202与下翻边102共固化胶接,并在上下翻边连接处利用铆钉3进行
二次加固;所述上旋翼臂201与下旋翼臂101对齐接触,并在其外围利用预浸带缠绕连接,将上下舱盖连接为一个整体,保证上下舱盖连接处无缝隙。
[0027]
作为优选,所述上下翻边的宽度(即由边缘向内翻折的距离)与上下舱盖连接面的直径比为1:9~18;既能保证连接强度,又不影响中心舱的内部空间,且设置为内翻边可以保证无人机中心舱舱身的流线型结构,不影响其整体性能。
[0028]
作为优选,如图1和2所示,每一上翻边202长度方向的两端分别与其两侧的上旋翼臂201接触,每一下翻边长度102方向的两端分别与其两侧的下旋翼臂101接触,保证上下舱盖连接处无缝隙。
[0029]
实施例2
[0030]
如图4所示,本实施例提供了一种翻边工装,所述翻边工装用于制作上下舱盖连接处的翻边,包括圆形底盘4,所述圆形底盘4的上方通过连接块固定连接一顶板5,所述顶板5上沿其圆周均匀设置有与旋翼臂数量相等的翅片6(翅片的形状、大小相同),翅片6的外边缘设置为弧形,且所有翅片的外边缘在同一圆周上,相邻两翅片相邻边之间的圆心角大于等于单个翅片的圆心角;在制作内翻边的时候,将预浸料向内翻折到翅片6上,固化完成后旋转工装,将翅片旋转至相邻两翻边之间的空隙中,将翻边工装取出。
[0031]
作为优选,所述翻边工装的总高度低于上舱盖或下舱盖的深度,且顶板上翅片外边缘所在圆周的直径小于上舱盖或下舱盖连接面的直径。
[0032]
本实用新型所述复合材料旋翼无人机中心舱的制作过程:准备好制作上舱盖的模具,将热塑性预浸料以及辅助材料(如隔离膜、透气毡、真空袋等)铺层到模具型腔内,将所述翻边工装放置在模具内(所述顶板上翅片的外边缘与模具内边缘之间留有一定距离,该距离为预浸料及辅助材料的总厚度;且顶板的顶部低于模具的上边缘,保证成型的翻边与中心舱模具的上端面平齐),并保证将每一翅片放置在相邻两旋翼臂之间,将翻边的预浸料和辅助材料一起向内翻折到工装顶板的翅片上,利用真空袋压成型工艺制备成型;结束后,转动工装,将翅片6转至相邻两翻边之间的空隙中,将工装取出,即得上舱盖2;按照上述过程制备下舱盖1,上下舱盖均制作完成后,将上旋翼臂201与下旋翼臂202对齐接触,此时上翻边与下翻边也相应对齐,对上下翻边处进行共固化胶接处理(对其余部分进行隔热保护,只对翻边处进行软化处理),使得上下翻边成为一个整体,并在上下翻边连接处使用铆钉紧固;上旋翼臂与下旋翼臂对齐后,在其外围缠绕预浸带,最终将上下舱盖连接成一个整体,保证上下舱盖连接处无缝隙。
[0033]
以上所述实施例仅表达了本实用新型的某种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1