一种简易平面口罩制造机的制作方法
[0001]
本实用新型涉及口罩制造领域,特别涉及一种简易平面口罩制造机。
背景技术:
[0002]
口罩是一种以纱布或纸等制成的卫生用品,现有的口罩制造机多为生产线型,设备体积大,占地面积大,在应急和生产条件有限的情况下不具备生产条件,使用局限性大,而且生产周期长,难以满足在应急情况下的生产需求。因而,在“新冠疫情”特殊时期暴露出应急情况下口罩供不应求的情况。
技术实现要素:
[0003]
本实用新型所要解决的技术问题在于,提供一种结构紧凑、体积小、生产周期短的简易平面口罩制造机,能适应更多生产环境,满足在应急情况下的生产需求。
[0004]
为了解决上述技术问题,本实用新型提供了一种简易平面口罩制造机,包括基板、供料装置和合模装置,所述供料装置和合模装置安装于基板上,所述供料装置包括相连接的供料机构和驱料机构,所述供料机构包括第一料、第二料和第三料;
[0005]
所述合模装置包括第一模机构、第二模机构和驱模机构,所述第一模机构包括第一模具,所述第二模机构包括第二模具,所述驱模机构分别与第一模具和第二模具连接,所述驱模机构用于驱动第一模具和第二模具开模或合模;所述第一料穿过第一模具后,所述第一料与第二料和第三料汇合,一并穿过第二模具,所述驱料机构用于驱动第一料、第二料和第三料自第一模具向第二模具的方向移动。
[0006]
作为上述方案的改进,所述第一模具包括第一上模和第一下模,所述第一料穿设于第一上模和第一下模之间,所述第一上模设有第一加热器和第一导热杆,所述第一下模设有与第一导热杆相适配的第一通孔。
[0007]
作为上述方案的改进,所述第二模具包括第二上模和第二下模,所述第一料、第二料和第三料穿设于第二上模和第二下模之间,所述第二上模设有第二加热器、第二导热杆和熔接模芯,所述第二下模设有与熔接模芯相适配的熔接台和裁切刀,所述熔接台设有与第二导热杆相适配的第二通孔,所述裁切刀围绕在熔接台的四周。
[0008]
作为上述方案的改进,所述熔接台高于裁切刀;
[0009]
所述第二下模包括合模板、支撑模板、模块和往复组件,所述合模板通过模块与支撑模板连接,所述裁切刀固设于合模板上,所述熔接台通过往复组件与支撑模板活动连接;
[0010]
所述往复组件包括支撑杆、套设于第一导向杆外的弹簧和设于支撑模板上的支撑通孔,所述支撑杆穿设于支撑通孔上,且支撑杆的一端与熔接台固定连接,另一端能卡设于支撑通孔上,所述弹簧的一端与熔接台抵接,另一端与支撑模板固定连接。
[0011]
作为上述方案的改进,所述第一模机构还包括第一模导向组件,所述第一模导向组件包括两块相对设置的第一导向板和分别与两块第一导向板连接的第一导向杆,所述第一上模和第一下模穿设于第一导向杆上,且能沿第一导向杆移动,以实现第一模具开模或
合模;
[0012]
所述第二模机构还包括第二模导向组件,所述第二模导向组件包括两块相对设置的第二导向板和分别与两块第一导向板连接的第二导向杆,所述第二上模和第二下模穿设于第二导向杆上,且能沿第二导向杆移动,以实现第二模具开模或合模;
[0013]
所述供料机构还包括用于供应第一料的第一料卷、用于供应第二料的第二料卷和用于供应第三料的第三料卷,所述第一料卷设于第一模具的进料口,所述第二料卷和第三料卷设于第二模具的进料口。
[0014]
作为上述方案的改进,所述驱模机构包括驱杆和升降组件,所述升降组件分别与第一模具和第二模具活动连接,通过所述驱杆驱动升降组件升降,以使所述第一模具和第二模具开模或合模;
[0015]
所述驱杆和基板活动连接,所述驱杆设有活动孔;所述升降组件包括升降杆、连接杆、提杆和联动杆,所述提杆固设于升降杆上,所述提杆通过联动杆分别与第一上模、第一下模、第二上模和第二下模活动连接,所述升降杆通过连接杆和活动孔与驱杆活动连接。
[0016]
作为上述方案的改进,所述第一上模设有第一定位杆,所述第二上模设有第二定位杆,所述第一定位杆和第二定位杆相邻设置;
[0017]
所述第二模具的出料口设有红外传感器。
[0018]
作为上述方案的改进,所述供料机构还包括导料组件和回料轮,所述驱料机构与回料轮连接以驱动回料轮旋转,所述导料组件包括第一导料柱、第二导料柱和第三导料柱,所述第一料依次绕过第一导料柱、第二导料柱和第三导料柱后与回料轮连接,所述第二料和第三料依次绕过第二导料柱和第三导料柱后与回料轮连接;
[0019]
所述回料轮设有限动组件,所述限动组件用于限制回料轮转动。
[0020]
作为上述方案的改进,所述驱料机构包括驱轮机构和驱轮组件,所述驱轮组件包括与驱轮机构连接的第一皮带轮、设于回料轮上的第二皮带轮以及分别与第一皮带轮和第二皮带轮啮合的皮带,所述驱轮机构用于驱动第一皮带轮旋转,并通过皮带和第二皮带轮来驱动回料轮旋转,以实现回收第一料、第二料和第三料。
[0021]
作为上述方案的改进,所述驱轮机构为电机和/或手动组件,所述手动组件包括手轮和驱动杆,所述驱动杆分别与手轮、第一皮带轮连接;
[0022]
所述导料组件还包括与第一导料柱相适配的第一压料柱、与第二导料柱相适配的第二压料柱和与第三导料柱相适配的第三压料柱,所述第一压料柱用于将第一料压紧于第一导料柱上,所述第二压料柱用于将第一料、第二料和第三料压紧于第二导料柱上,所述第三压料柱用于将第一料、第二料和第三料压紧于第三导料柱上。
[0023]
实施本实用新型,具有如下有益效果:
[0024]
本实用新型与现有的普通口罩机相比,同样采用了三种原料布,同样采用了熔接工序。不同的是,本实用新型用于生产简易的平面口罩,其简化工序,只生产口罩面,降低生产条件,省去了折叠成型工序和熔接耳带工序,取而代之的是打孔、熔接和裁切工序、人工穿耳带和人工穿鼻夹工序,使生产线更短、更简单,结构紧凑、体积小、占地面积小,便携,能适应更多生产环境,且生产周期短,满足在应急情况下的生产需求,可以作为现有口罩制造机的应急补充,适合应急便携式生产。因此,本实用新型可以适应更多生产环境,实现快速小批量地生产简易平面口罩面,口罩面再通过手工外耳带即可作为简易平面口罩使用,在
应急和生产条件有限的情况下具有优势。
附图说明
[0025]
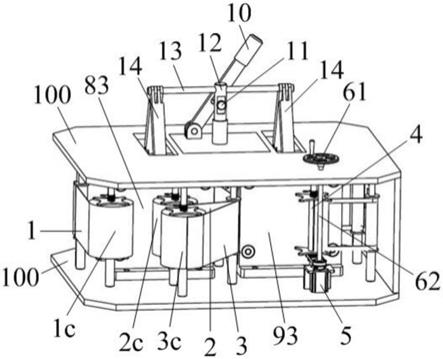
图1是本实用新型简易平面口罩制造机的结构示意图;
[0026]
图2是图1供料装置和合模装置的结构示意图;
[0027]
图3是图2的俯视图;
[0028]
图4是图2供料装置、第一模机构和第二模机构的俯视图;
[0029]
图5是图2驱模机构的结构示意图;
[0030]
图6是图2第一模具的结构示意图;
[0031]
图7是图2第二模具的结构示意图;
[0032]
图8是图7的剖视图;
[0033]
图9是图1驱料机构和回料轮的结构示意图;
[0034]
图10是本实用新型简易平面口罩制造机制得的简易平面口罩面的结构示意图。
具体实施方式
[0035]
为使本实用新型的目的、技术方案和优点更加清楚,下面将结合附图对本实用新型作进一步地详细描述。
[0036]
如图1-9所示,本实用新型提供一种简易平面口罩制造机,包括基板100、供料装置和合模装置,所述供料装置和合模装置安装于基板100上,所述供料装置包括相连接的供料机构和驱料机构,所述供料机构包括第一料1、第二料2和第三料3。具体的,所述基板100包括上基板和下基板,所述供料装置和合模装置安装于上基板和下基板之间。所述合模装置包括第一模机构、第二模机构和驱模机构,所述第一模机构包括第一模具8,所述第二模机构包括第二模具9,所述驱模机构分别与第一模具8和第二模具9连接,所述驱模机构用于驱动第一模具8和第二模具9开模或合模;所述第一料1穿过第一模具8后,所述第一料1与第二料2和第三料3汇合,一并穿过第二模具9,所述驱料机构用于驱动第一料1、第二料2和第三料3自第一模具8向第二模具9的方向移动。优选地,所述第一模具8和第二模具9成一直线排布。
[0037]
具体的,如图1-4所示,所述供料机构还包括用于供应第一料1的第一料卷1c、用于供应第二料2的第二料卷2c和用于供应第三料3的第三料卷3c,所述第一料卷1c设于第一模具8的进料口,所述第二料卷2c和第三料卷3c设于第二模具9的进料口。
[0038]
本实用新型用于生产简易的平面口罩,只生产口罩面,采用第一模具和第二模具对三层的原料布进行打孔和熔接操作,而耳带和鼻夹则采用人工加工,省去了现有口罩制造中的折叠成型工序和熔接耳带工序,简化生产工序,缩短生产线,缩短生产周期,能快速小批量地生产简易平面口罩面。
[0039]
如图2-4、6所示,所述第一模具8包括第一上模81和第一下模82,所述第一料1穿设于第一上模81和第一下模82之间,所述第一上模81设有第一加热器81a和第一导热杆81b,所述第一下模82设有与第一导热杆81b相适配的第一通孔82a。所述第一导热杆81b为两条。所述第一模具用于实现第一工序,第一模具用于熔穿平面口罩外层材料即第一料的鼻夹穿接孔。第一加热器为加热棒,设于第一上模内,通过接通电源使加热棒发热,从而加热第一
上模和第一导热杆,第一料通过驱料机构传送到第一上模和第二上模之间,再通过驱模机构使第一上模和第一下模合模。在此过程中,第一导热杆熔穿第一料,并穿过第一料插入到第一通孔内,实现对第一料进行打鼻夹穿接孔。
[0040]
优选地,如图2-4所示,所述第一模机构还包括第一模导向组件,所述第一模导向组件包括两块相对设置的第一导向板83和分别与两块第一导向板83连接的第一导向杆84,所述第一上模81和第一下模82穿设于第一导向杆84上,且能沿第一导向杆84移动,以实现第一模具8开模或合模。所述第一导向板相互平行,所述第一导向杆垂直连接于第一导向板。所述第一导向杆优选为4条,且相互平行。通过第一模导向组件的设置可保证第一上模和第一下模移动的稳定性、合模的准确性。
[0041]
如图2-4、7-8所示,所述第二模具9包括第二上模91和第二下模92,所述第一料1、第二料2和第三料3穿设于第二上模91和第二下模92之间,所述第二上模91设有第二加热器91a、第二导热杆91b和熔接模芯91c,所述第二下模92设有与熔接模芯91c相适配的熔接台924和裁切刀925,所述熔接台924设有与第二导热杆91b相适配的第二通孔924a,所述裁切刀925围绕在熔接台924的四周。所述第二导热杆91b为六条。所述第二模具用于实现第二工序,第二模具用于熔穿外耳带的穿接孔、熔接三层平面口罩材料以及裁切。第二加热器为加热棒,设于第二上模内,通过接通电源使加热棒发热,从而加热第二上模和第二导热杆。第一料经过了第一工序即第一模具的加工后形成具有鼻夹穿接孔的平面口罩外层材料,第一料在驱料机构的作用下往第二模具方向移动。同时,第二料和第三料在进入第二模具进行加工之前与第一料汇合,使第一料、第二料和第三料合并重叠在一起后进入第二模具中进行第二工序加工,对三层平面口罩材料进行熔接、一并打孔以及将口罩面从原料布中裁切出来。
[0042]
优选地,所述熔接台924高于裁切刀925。
[0043]
如图7-8所示,所述第二下模92包括合模板921、支撑模板922、模块923和往复组件,所述合模板921通过模块923与支撑模板922连接,所述裁切刀925固设于合模板921上,所述熔接台924通过往复组件与支撑模板922活动连接。所述模块923优选为两块,合模板和支撑模板通过两模块连接。熔接台高于裁切刀,在第二模具合模的过程中,第二导热杆熔穿第一料、第二料和第三料后穿插到第二通孔上,并且第一料、第二料和第三料被熔接模芯和熔接台压紧在它们之间实现对三层平面口罩材料进行熔接。这样,便实现熔穿三层口罩面材料外耳带的穿接孔和熔接三层平面口罩材料。这时,第二上模和第二下模继续相对运动,熔接模芯推动熔接台往下运动,逐渐使裁切刀高于熔接台,从而将三层口罩面从原料布中裁切出来,实现第二模具对口罩面的裁切。当第二模具开模时,夹在第二上模和第二下模之间且已经裁切出来的口罩面会掉落到下基板上的口罩面收集箱上,而熔接台则在往复组件的作用下复位。
[0044]
如图8所示,所述往复组件包括支撑杆926、套设于第一导向杆94外的弹簧927和设于支撑模板922上的支撑通孔922a,所述支撑杆926穿设于支撑通孔922a上,且支撑杆926的一端与熔接台924固定连接,另一端能卡设于支撑通孔922a上,所述弹簧927的一端与熔接台924抵接,另一端与支撑模板922固定连接。具体的,支撑杆926的一端与熔接台924固定连接,另一端则设有卡头,能使支撑杆926卡设于支撑通孔922a上。在第二模具处于开模状态时,熔接台没有受到挤压,熔接台在弹簧的作用下,卡头卡在支撑通孔上,熔接台保持高于
裁切刀的状态。在第二模具处于合模状态时,由于熔接台受到第二上模的熔接模芯的挤压,推动熔接台往下移动,支撑杆随熔接台往下移动,穿出支撑通孔,同时,弹簧被挤压,从而使裁切刀高于熔接台,实现对口罩面材料裁切。第二上模和第二下模分离时,即第二模具开模,熔接台和支撑杆在弹簧的作用下复位。
[0045]
需要说明的是,本实用新型将熔接台设得比裁切刀要高,是为了使三层平面口罩材料在合模的过程中先进行熔接后再进行裁切。如果将熔接台设得比裁切刀要低,则实现先裁切后熔接,这样的话,三层平面口罩材料之间容易移位,容易松散,后续熔接则会影响熔接效果。如果熔接台和裁切刀的高度相同,三层平面口罩材料还没有熔接好便进行裁切,同样会影响熔接的效果。
[0046]
优选地,如图2-4所示,所述第二模机构还包括第二模导向组件,所述第二模导向组件包括两块相对设置的第二导向板93和分别与两块第一导向板93连接的第二导向杆94,所述第二上模91和第二下模92穿设于第二导向杆94上,且能沿第二导向杆94移动,以实现第二模具9开模或合模。所述第二导向板93相互平行,所述第二导向杆94垂直连接于第二导向板93。所述第二导向杆94优选为4条,且相互平行。通过第二模导向组件的设置可保证第二上模和第二下模移动的稳定性、合模的准确性。
[0047]
如图5所示,所述驱模机构包括驱杆10和升降组件,所述升降组件分别与第一模具8和第二模具9活动连接,通过所述驱杆10驱动升降组件升降,以使所述第一模具8和第二模具9开模或合模。所述驱杆10和基板100活动连接,所述驱杆10设有活动孔101。所述升降组件包括升降杆12、连接杆11、提杆13和联动杆14,所述提杆13固设于升降杆12上,所述提杆13通过联动杆14分别与第一上模81、第一下模82、第二上模91和第二下模92活动连接,所述升降杆12通过连接杆11和活动孔101与驱杆10活动连接。具体的,所述驱杆10的一端和上基板铰接。所述联动杆14为四条,其中,第一联动杆分别与第一上模81和提杆13铰接,第二联动杆分别与第一下模82和提杆13铰接,第三联动杆分别与第二上模91和提杆13铰接,第四联动杆分别与第二下模92和提杆13铰接。所述连接杆11的一端固设于升降杆12上,另一端穿设于活动孔101内。优选地,所述基板上设有垂直于基板的套筒,升降杆设于套筒内,保证升降杆在竖向上移动,从而保证驱模机构能有效地驱动第一模具和第二模具合模或开模。
[0048]
当手握驱杆10的另一端将驱杆10向上拉动时,连接杆11在活动孔101内往上移动,并带动升降杆12、提杆13向上移动,同时,拉动联动杆14往上提,相对的两条联动杆14处于合拢状态,使第一上模81和第一下模82相对移动,使第二上模91和第二下模92相对移动,实现第一模具8和第二模具9合模。当手握驱杆10的另一端将驱杆10向下压时,连接杆11在活动孔101内往下移动,并带动升降杆12、提杆13向下移动,同时,联动杆14向下降,相对的两条联动杆14处于张开状态,从而拉开第一上模81、第一下模82的距离,拉开第二上模91、第二下模92的距离,实现第一模具8和第二模具9开模。本实用新型通过手动控制驱杆,实现手动控制开模或合模,免去了大型设备的引入,从而减少了简易平面口罩制造机的体积及其占地面积,使其适应多种生产环境,适合应急便携式生产。
[0049]
优选地,如图6所示,所述第一上模81设有第一定位杆81c,第一下模82设有与第一定位杆81c相适配的第一定孔。第一加热器加热第一上模81和第一定位杆81c,在第一模具8合模时,第一定位杆81c将第一料1熔穿,且穿插在第一定孔上,可以起到定位第一料的作用,防止在合模的过程中第一料移位。相应地,第一定位杆打的孔为第一定位孔。所述第二
上模91设有第二定位杆91d,第二下模92设有与第二定位杆91d相适配的第二定孔。同样地,第二加热器加热第二上模91和第二定位杆91d,在第二模具9合模时,第二定位杆91d将第一料1、第二料2和第三料3一并熔穿,且穿插在第二定孔上,可以起到定位三层原料布的作用,防止在合模的过程中三层原料布移位。相应地,第二定位杆打的孔为第二定位孔。所述第一定位杆81c和第二定位杆91c相邻设置。
[0050]
进一步,如图1-4、9所示,所述供料机构还包括导料组件和回料轮4,所述驱料机构与回料轮4连接以驱动回料轮4旋转,所述导料组件包括第一导料柱1a、第二导料柱2a和第三导料柱3a,所述第一料1依次绕过第一导料柱1a、第二导料柱2a和第三导料柱3a后与回料轮4连接,所述第二料2和第三料3依次绕过第二导料柱2a和第三导料柱3a后与回料轮4连接。所述第一料1从第一料卷出来在第一导料柱1a的导向下,穿过第一模具8,经过第二导料柱2a,再穿过第二模具9,最后在第三导料柱3a的导向下,回到回料轮4中收料。而第二料2和第三料3则分别从第二料卷和第三料卷出来,在第二导料柱2a的导向下与第一料1汇合重叠,穿过第二模具9,最后在第三导料柱3a的导向下,传送到回料轮4收料。
[0051]
优选地,如图2-4、9所示,所述回料轮4设有限动组件4a,所述限动组件4a用于限制回料轮4转动。更佳地,所述第一料卷、第二料卷和第三料卷均设有限动组件4a,所述限动组件4a用于限制第一料卷、第二料卷和第三料卷转动。为了防止第一料卷、第二料卷、第三料卷和回料轮打滑,在转动的过程中由于料卷和回料轮惯性而造成的不必要转动,通过限动组件来限制它们的因惯性而造成的转动。所述限位组件包括限动弹簧和弹簧夹,先将限动弹簧套在转动轴上,再将弹簧夹夹在转动轴上将限动弹簧压紧,这时,限位弹簧一端抵接于料卷或回料轮上,另一端则抵接在弹簧夹上,给料卷或回料轮在转动时产生一定的摩擦力,从而防止它们在转动时因惯性产生不必要的转动。
[0052]
优选地,如图9所示,所述驱料机构包括驱轮机构和驱轮组件,所述驱轮组件包括与驱轮机构连接的第一皮带轮71、设于回料轮4上的第二皮带轮73以及分别与第一皮带轮71和第二皮带轮73啮合的皮带72,所述驱轮机构用于驱动第一皮带轮71旋转,并通过皮带72和第二皮带轮73来驱动回料轮4旋转,以实现回收第一料1、第二料2和第三料3。第二皮带轮73套设于回料轮4的转轴上,驱轮机构驱动第一皮带轮71旋转,带动皮带72转动,通过皮带72再带动第二皮带轮73旋转,从而使回料轮4旋转。本实用新型通过驱轮机构的驱动使回料轮旋转,回料轮旋转的过程中拉动第一料、第二料和第三料,使第一料、第二料和第三料从第一料卷、第二料卷和第三料卷中出来后,在第一导料柱、第二导料柱和第三导料柱的导向下最后缠绕在回料轮上,使三层原料布在经过了第一工序即第一模具和第二工序即第二模具的加工之后所剩余的原料布由回料轮来实现回收。
[0053]
具体的,所述驱轮机构为电机5和/或手动组件,所述手动组件包括手轮61和驱动杆62,所述驱动杆62分别与手轮61、第一皮带轮71连接。第一皮带轮71套设于驱动杆62外,并与驱动杆62周向相对固定,手动转动手轮61,使手轮61带动驱动杆62旋转,从而使第一皮带轮71旋转,以此实现回料轮4旋转,使第一料1、第二料2和第三料3缠绕在回料轮4上实现剩余原料布的回收。而电机的输出轴则与第一皮带轮连接,通过电机同样能驱动第一皮带轮旋转。本实用新型可同时设置电机和手动组件,可实现手动和机动随时切换,适应多种的生产环境,生产灵活、机动。
[0054]
当采用手动组件进行驱动三层原料面移动时,转动手轮61,使原料布布设于第一
模具8和第二模具9上,手动压下驱杆10使第一模具8和第二模具9合模,再手动提起驱杆10使第一模具8和第二模具9开模。然后,再拨动手轮61,使原料布向前移动,即向回料轮4的方向移动,再次手动压下驱杆10使第一模具8和第二模具9合模和手动提起驱杆10使第一模具8和第二模具9开模,如此反复,实现手动控制。当采用电机5进行驱动三层原料面移动时,所述第二模具9的出料口还设有红外传感器15。基板还包括侧基板,用于安装红外传感器。启动电机5,当红外传感器15检测到剩余原料布上定位杆所打的定位孔时,红外传感器15会发出信号给控制器,再控制器接收到信号后控制电机5停止运作,这时再进行手动合模和开模。之后,再重新启动电机,使原料布继续向前移动,如此反复。
[0055]
需要说明的是,相邻两个定位孔的距离是相等的,第一定位杆和第二定位杆之间距离等于相邻两个定位孔的距离。第一模具合模时,第一定位杆对第一料定位及打第一定位孔,原料布向前移动。第二模具合模时,第二定位杆会在对应第一定位孔的位置定位及打第二定位孔。通过红外传感器感应剩余原料布上的定位孔能保证第一模具和第二模具在原料布上打孔、熔接和裁切的位置,做到精确打孔、熔接和裁切。
[0056]
优选地,所述导料组件还包括与第一导料柱1a相适配的第一压料柱1b、与第二导料柱2a相适配的第二压料柱2b和与第三导料柱3a相适配的第三压料柱3b,所述第一压料柱1b用于将第一料1压紧于第一导料柱1a上,所述第二压料柱2b用于将第一料1、第二料2和第三料3压紧于第二导料柱2a上,所述第三压料柱3b用于将第一料1、第二料2和第三料3压紧于第三导料柱3a上。为使原料布在打孔、熔接和裁切时能做到精准以及效果好,需要让原料布处于绷紧的状态,因而,本实用新型在导料柱上还设有压料柱,压紧原料布使其不松动,保证打孔、熔接和裁切的效果。
[0057]
本实用新型所生产的简易平面口罩面200如图10所示,外层面料打有两个鼻夹穿接孔,口罩面的两侧分别打有三个耳带穿接孔,口罩面的四周被熔接起来。由于简易平面口罩面省去了折叠成型工序,为使口罩面在使用时更贴合于人的脸部,可以通过在三个耳带穿接孔上穿设耳带以拉扯口罩面。本实用新型用于生产简易的平面口罩,其简化工序,只生产口罩面,降低生产条件,省去了折叠成型工序和熔接耳带工序,取而代之的是打孔、熔接和裁切工序、人工穿耳带和人工穿鼻夹工序。通过机动或手动控制原料布移动,手动控制合模,使生产线更短、更简单。而且结构紧凑、体积小、占地面积小,便携。整机的宽度为80-100cm,长度为100-150cm,高度为90-110cm。优选地,整机的宽度为88cm,长度为108cm,高度为100cm。能适应更多生产环境,且生产周期短,满足在应急情况下的生产需求,可以作为现有口罩制造机的应急补充,适合应急便携式生产。因此,本实用新型可以适应更多生产环境,实现快速小批量地生产简易平面口罩面,口罩面再通过手工外耳带即可作为简易平面口罩使用,在应急和生产条件有限的情况下具有优势。
[0058]
以上所述是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1