汽车空调暖风芯体泡棉粘贴装置的制作方法
[0001]
本实用新型涉及汽车空调生产设备技术领域,具体涉及一种汽车空调暖风芯体泡棉粘贴装置。
背景技术:
[0002]
汽车空调系统能给汽车驾驶者和乘客带来舒适的驾驶和乘车环境,而暖风芯体又是汽车空调系统的主要部件之一。现有技术中,暖风芯体多为方形结构,通常以插接固定方式安装在空调壳体内,为充分缓解汽车振动影响,以及降低热量散失等,会在暖风芯体的周向外侧和端部包覆泡棉,以起到缓冲作用,目前市面上暖风芯体泡棉贴附主要采用人工手持转动粘贴的方式,因为会用到两种不同的泡棉,导致经常因为工人操作习惯的不同,出现漏贴或错贴等情况,相对降低了成品良品率,同时粘贴效率也相对较低。
技术实现要素:
[0003]
为解以上技术问题,本实用新型提供了一种汽车空调暖风芯体泡棉粘贴装置,以提高暖风芯体的泡棉粘贴质量和粘贴效率,提高成品良品率。
[0004]
其技术方案如下:
[0005]
一种汽车空调暖风芯体泡棉粘贴装置,其关键在于:包括机架,所述机架上具有上下正对设置的支撑盘和压紧盘,所述支撑盘和压紧盘均能够沿机架纵向轴线水平转动,其中压紧盘能够在驱动机构的作用下升降以远离或靠近支撑盘;
[0006]
所述支撑盘上固设有用于放置暖风芯体的操作平台,所述操作平台的一侧设有防错支架,该防错支架具有顶部敞口的防错槽,当待粘贴暖风芯体放置到操作平台上,且支撑盘处于初始位置时,所述防错槽正对暖风芯体上端部泡棉粘贴部位。
[0007]
采用以上结构,使用时先确保支撑盘处于初始位置,然后将端部泡棉的一端放置到操作平台上,另一端则放置到防错槽内,如发现端部泡棉不能放入其中或过长,则可确定泡棉使用错误,如泡棉无误,则可将待粘贴的暖风芯体放置到操作平台上,其前端端部压住对应的端部泡棉,同时驱动机构驱动压紧盘下压,与支撑盘共同实现对暖风芯体夹持固定,防止发生偏移,接着完成端部泡棉的粘贴,然后再拿取周向泡棉粘贴至暖风芯体的三个周向外壁,此过程中,可在保持暖风芯体无偏移情况下,直接转动支撑平台,即可快速完成三面粘贴,大大提高粘贴效率。
[0008]
作为优选:所述操作平台的两侧设有红外感应器。采用以上方案,因为暖风芯体的三个侧壁泡棉为一体,只要红外感应器感应到暖风芯体的正对两侧壁上贴附了泡棉,即可确保其后端端壁也已经贴附泡棉,可有效防止漏贴,且保证监测结果的可靠性。
[0009]
作为优选:所述驱动机构为竖直向下设置的气缸,其活塞杆下端连接有安装支架,所述压紧盘以可转动方式固设在安装支架底部;
[0010]
所述压紧盘呈圆盘状,外侧壁上具有沿其周向均匀分布的分度槽,所述分度槽竖向设置,所述安装支架上具有至少两个对称设置的支耳,支耳向下延伸至压紧盘的外侧,下
端具有沿压紧盘径向设置的套筒,所述套筒靠近压紧盘的一端具有与所述分度槽相适应的弹性阻尼头。采用以上方案,通过弹性阻尼头可对压紧盘的转动提供一定阻尼,即每转动到一个分度槽的位置,压紧盘在阻尼作用下会有所停顿,避免支撑盘和压紧盘转动过于灵活,导致员工速度跟不上,粘贴效果不佳的情况发生。
[0011]
作为优选:所述压紧盘的外壁上具有沿周向设置的环槽,该环槽与所述弹性阻尼头匹配。采用以上结构,有利于保证弹性阻尼头在各分度槽之间滑动时仍具有一定流畅性。
[0012]
作为优选:所述分度槽有四个。采用以上方案,针对矩形结构的暖风芯体,通过四个分度槽刚好对应其四个外侧,且确保安装完成,暖风芯体回到初始位置,有利于进一步提高粘贴效率。
[0013]
作为优选:所述支撑盘底部具有竖向设置在转轴,所述机架上对应转轴的位置设有推力球轴承,所述支撑盘通过转轴以可转动方式支撑在推力球轴承上。采用以上方案,有利于保证支撑盘的平稳度,且确保其具有良好的载荷能力,保证具有较长是使用寿命。
[0014]
作为优选:所述转轴下端固套有光码盘,机架上设有与该光码盘配合的光电传感器。采用以上方案,通过广电传感器和光码盘配合可有效监测支撑盘的转动角度,如转动角度有误,则可反推粘贴出现问题,有利于进一步防止粘贴失误,提高粘贴质量等。
[0015]
作为优选:所述操作平台的前后两端分别设有前定位块和后定位块,其中前定位块具有凸出至操作平台上方的凸出部,所述后定位块的前侧与操作平台的后端面齐平。采用以上方案,有利于保证暖风芯体在操作平台上的稳定性,通过前后的定位块防止其在长度方向上发生偏移。
[0016]
作为优选:所述操作平台上在前定位块和后定位块之间设有垫块,所述垫块上具有沿其长度方向对称设置的定位槽。采用以上方案,可对暖风芯体的宽度方向进行限位,进一步提高暖风芯体的稳定性。
[0017]
作为优选:所述操作平台上设有端部泡棉摆放块,该端部泡棉摆放块位于垫块与前定位块之间,其上具有与所述防错槽正对设置的放置槽。采用以上方案,粘贴时,端部泡棉的一端直接铺在放置槽内,另一端则放置在防错槽内,其粘面朝上,这样当暖风芯体放置到垫块上时,便于快速完成其端部一侧的粘贴,再将防错槽内的部分端部泡棉翻转朝下粘贴到暖风芯体前端另一侧,有利于进一步提高粘贴效率。
[0018]
与现有技术相比,本实用新型的有益效果:
[0019]
采用以上技术方案的汽车空调暖风芯体泡棉粘贴装置,针对不同位置的泡棉设计合理的粘贴方式,以及对应的防错和检测结构,并保证暖风芯体粘接过程的相对稳定性等,有利于提高粘贴质量和粘贴效率,保证成品良品率等。
附图说明
[0020]
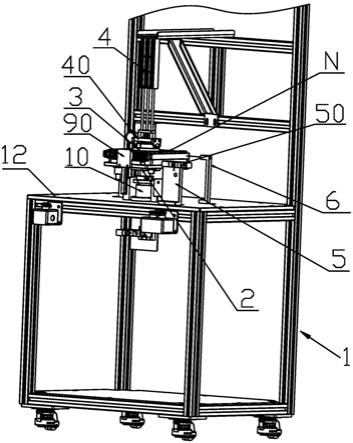
图1为本实用新型的结构示意图;
[0021]
图2为支撑盘、压紧盘安装结构放大图;
[0022]
图3为图1的俯视图;
[0023]
图4为图1侧视图中局部放大图;
[0024]
图5为图1的底部结构示意图。
具体实施方式
[0025]
以下结合实施例和附图对本实用新型作进一步说明。
[0026]
参考图1至图5所示的本实用新型的汽车空调暖风芯体泡棉粘贴装置,其中所述的暖风芯体n如图所示,其大体包括呈长方体的本体,本体前端具有用于铆接水管的接口n0,在安装暖风芯体n之前,需要在其前端的周向外侧,以及本体两侧和后端壁上粘附泡棉,且因为对应位置不同,故所使用的泡棉尺寸也会有所不同,本装置的主要目的就是在于实现泡棉的快速粘附,且确保不会出现错粘和漏粘的情况,提高粘接质量和效率。
[0027]
本申请的汽车空调暖风芯体泡棉粘贴装置主要包括机架1,机架1上具有上下正对设置的支撑盘2和压紧盘3,支撑盘2和压紧盘3均能够相对机架1发生水平转动,且压紧盘3能够在驱动机构4的作用下进行升降运动,以远离或靠近支撑盘2,支撑盘2上固设有用于放置暖风芯体n的操作平台9,操作平台9的一侧设有防错支架5,且防错支架5上设有防错槽50,防错槽50的顶部和两端敞口,当支撑盘2处于初始位置时,将暖风芯体n放置于操作平台9上,其前端可朝向机架1的正前方,此时防错槽50的底壁与暖风芯体n基本齐平,且防错槽50正对暖风芯体n前端的端部泡棉部位。
[0028]
其具体结构如图所示,机架1上具有水平设置安装台12,安装台12的后端具有竖向设置的立架,驱动机构4固设于立架上,本实施例中优选气缸作为驱动结构4,气缸竖直向下设置,其活塞杆的端部固定连接有安装支架40,压紧盘40则以可转动方式固设在安装支架40的下方,通过气缸即可带动压紧盘40进行升降运动,同时压紧盘40可相对安装支架40水平转动。
[0029]
本实施例中为防止转动过程过于流畅,导致粘贴不紧密的情况发生,故对压紧盘40设置了相应的阻尼结构,如图所示,压紧盘3呈圆盘状,其周向外壁上分布有至少两个分度槽30,分度槽30竖直设置,而安装支架40上至少具有两个对称设置的支耳400,支耳400向下延伸至压紧盘3的周向外侧,与此同时,支耳400上具有沿压紧盘3的径向设置的套筒401,套筒401内靠近压紧盘3的一端设有与分度槽30相适应的弹性阻尼头402,当弹性阻尼头402位于分度槽30时,压紧盘3转动则需要较大的外力,而当弹性阻尼头402与压紧盘3的外壁接触时,此时较小的外力则可使其转动。
[0030]
当然考虑到转动的平稳性,本实施例中在压紧盘3的外壁上还设有贯通所有分度槽30的环槽31,环槽31的高度与弹性阻尼头402一致,且同样能够与弹性阻尼头402相适应,但环槽31的深度相对分度槽30的深度要浅一些,主要对弹性阻尼头402起到定位导向作用。
[0031]
本实施例中主要针对如前所述呈长方体的暖风芯体n,故此处的分度槽30优选为四个,四个分度槽30均匀分布在压紧盘3的周向侧壁上,即一个分度槽30对应90
°
的转动范围,便于更好的控制粘接节奏,提高粘接质量。
[0032]
本申请中支撑盘2主要通过转轴20以可转动方式支撑在安装台12上,如图所示,安装台12上对应转轴20的位置设有推力球轴承10,转轴20则固定支撑在轴承10的轴圈上,参照压紧盘3的分度结构,可在转轴20上固套与压紧盘3类似的分度盘22,并同样在安装台12设置相应的阻尼结构,以确保支撑盘2的转动节奏能够与压紧盘3保持一致,此外,也可根据实际暖风芯体的结构,对分度比例进行合理划分,使其满足粘贴需求。
[0033]
转轴20的下端贯穿安装台12,其下端固套有光码盘21,而安装台12的下方设有与光码盘21匹配的光电传感器11,二者配合即可实现转轴20转动角度的监测,同理,安装台12
的上方还在操作平台9的两侧还具有对称设置的红外传感器6,其主要用于检测暖风芯体n的本体周向侧壁是否有贴附泡棉,当然为确保各传感器能够真实发挥作用,机架1上会设置与之相连的反馈设备,如报警器或警示灯等。
[0034]
本申请中为充分保证暖风芯体n在操作平台9上的稳定性,防止跟随转动过程中位置发生偏移,对粘贴操作造成影响,故在操作平台9上还设置了一些定位结构,如图所示,首先在操作平台9的前后两端分别设置前定位块90和后定位块91,二者均竖直向上延伸,其中前定位块90位于操作平台9的前端中部,且其上端具有正对后定位块91凸出,并位于操作平台9上方的凸出部900,而后定位块91的前侧面则刚好与操作平台9的后端面齐平,因为暖风芯体n的前端具有两个接口n0,采用此种结构,凸出部900则刚好突进两个接口n0之间,与暖风芯体n本体前端抵紧,而暖风芯体n本体后端则可与后定位块91的前侧抵紧,从而实现对暖风芯体n长度方向的限位。
[0035]
此外,本实施例中,操作平台9上还设置有垫块7,垫块7位于前定位块90和后定位块91之间,其上具有沿其长度方向对称设置的定位槽70,定位槽70的形状刚好与暖风芯体n两侧的轮廓相适应,这样当暖风芯体n放置到垫块7上时,其两侧嵌入对应定位槽70中,而其前后两端又分别受前定位块90和后定位块91的限制,上下又分别受压紧盘3和垫块7的限制,从而相对提高泡棉粘贴时的稳定性,只能跟随操作平台9转动,而不能发生径向的偏移等,确保粘接位置精准,提高粘接质量。
[0036]
为避免压紧盘3在压紧过程中力太大对暖风芯体n造成损坏,而力太小又可能出现压紧不可靠的情况,故本实施例中垫块7通过弹性保持件活动支撑在操作平台9上,即当压紧盘3下压时,垫块7可向下移动距离,起到一定缓冲作用,并可提高加压夹持的可靠性,而当压紧盘3的压力消除时,垫块7又可恢复原位。
[0037]
鉴于此种结构,本实施例中在垫块7与前定位块90之间设有端部泡棉摆放块8,如图所示,端部泡棉摆放块8沿操作平台9的宽度方向设置,其上具有两端及顶部敞口的放置槽80,当操作平台9位于初始位置时,放置槽80与防错槽50正对,处于同一直线上,且二者底部齐平,二者的槽深比端部泡棉的厚度略小,且当压紧盘3下压时,垫块7下移时,可使放置在其上的暖风芯体n与放置槽80的上沿接触。
[0038]
参考图1至图5所示的汽车空调暖风芯体泡棉粘贴装置,其工作过程如下,首先确保操作平台9位于初始位置,即前定位块90位于正前方,放置槽80与防错槽50正对,将端部泡棉水平放入放置槽80内,其外端则放至防错槽50内,粘贴面朝上,如不能放入其中或过长等,即可判定其端部泡棉拿取错误。
[0039]
在端部泡棉无误的情况下,将暖风芯体n放至垫块7上,启动气缸使压紧盘3下移压住暖风芯体n,垫块7在下移到位过程中,暖风芯体n的前端下侧首先与端部泡棉接触,同时通过下压力完成粘贴,然后再将位于防错槽50内的部分端部泡棉向上翻转粘贴到端部的上侧,即完成暖风芯体n端部泡棉的粘贴。
[0040]
接着拿取周向泡棉从暖风芯体n的一侧开始粘接,并依次转动角度,完成三个周向侧面的粘贴,粘贴完成,如无传感器警示机构警示,则可关闭气缸,待压紧盘3复位之后,即可取出粘完泡棉的暖风芯体n,且此时,操作平台9也刚好回到初始位置,便于下次粘贴操作。
[0041]
最后需要说明的是,上述描述仅仅为本实用新型的优选实施例,本领域的普通技
术人员在本实用新型的启示下,在不违背本实用新型宗旨及权利要求的前提下,可以做出多种类似的表示,这样的变换均落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1