一种开模顶出的注塑模具的制作方法
1.本实用新型涉及注塑模具,具体公开了一种开模顶出的注塑模具。
背景技术:
2.模具,在工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法获得所需产品的各种模子和工具。注塑是将热塑性或热固性塑料利用塑料成型模具制成各种形状的塑料制品的生产技术,塑料成型模具又称注塑模具。
3.注塑模具在合模后,注塑机通过流道向型腔内注入熔融塑胶,冷却形成后型腔内形成有注塑件,由于注塑件与型腔的内部之间存在一定的摩擦力,开模后,需要通过顶针将注塑件顶出离开型腔。现有技术中,在开模后,是通过外界的动力结构驱动顶针上升将型腔中的注塑件顶出,顶出效率低,需要额外的其他动力结构辅助完成,装置成本高。
技术实现要素:
4.基于此,有必要针对现有技术问题,提供一种开模顶出的注塑模具,在开模的同时能够对注塑件实现可靠的顶出动作,顶出效率高,装置成本低。
5.为解决现有技术问题,本实用新型公开一种开模顶出的注塑模具,包括依次设置的上垫板、上模板、下模板、下模座和下垫板,下模座内设有脱料活动腔,上模板和上垫板中设有注塑主流道,上模板的底部固定有m个凸模块和n个上限位柱,m和n均为大于1的整数;
6.下模板上设有m个位于凸模块正下方的凹模腔,各个凹模腔之间连接有注塑分流道,注塑分流道位于注塑主流道的正下方,注塑分流道的底部连接有第一顶出孔,下模板中设有n个限位孔,上限位柱可滑动连接于限位孔内;
7.第一顶出孔内滑动连接有第一顶针,第一顶针的底部固定有顶料板,顶料板滑动连接于脱料活动腔内,顶料板与下垫板之间连接有至少两个弹簧,顶料板上固定有m个下限位柱,下限位柱滑动连接于限位孔内;
8.下模板和下模座的厚度和为d,顶料板的厚度为d,弹簧的原始长度为l,下限位柱的长度为h,d=h+d+l。
9.进一步的,上模板中设有上冷却流道,下模板中设有下冷却流道。
10.进一步的,上限位柱的底面覆盖有第一缓冲层。
11.进一步的,下模板的底面覆盖有第二缓冲层。
12.进一步的,凹模腔远离注塑分流道的一侧连接有顶块成型槽,顶块成型槽的底部连接有第二顶出孔,第二顶出孔内滑动连接有一第二顶针,第二顶针的底端与顶料板固定连接。
13.进一步的,下垫板中设有导槽,顶料板的底部固定有导柱,导柱滑动连接于导槽内。
14.本实用新型的有益效果为:本实用新型公开一种开模顶出的注塑模具,设置有特殊的顶出结构,上模板和下模板之间的位置关系能够间接控制顶针的位置,合模时,顶针被
限制于顶针孔内,为注塑时熔融塑胶流动而让位,冷却成型后,顶针能够在开模的同时实现上升动作,从而对注塑件实现可靠的顶出动作,无需额外的时间,顶出效率高,且无需额外的顶出动力结构辅助,装置成本低,此外,下限位柱的顶面与下模板的顶面齐平,为取料让位。
附图说明
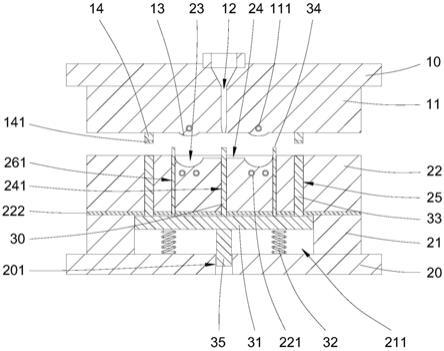
15.图1为本实用新型合模注塑时的结构示意图。
16.图2为本实用新型开模脱料时的结构示意图。
17.附图标记为:上垫板10、上模板11、上冷却流道111、注塑主流道12、凸模块13、上限位柱14、第一缓冲层141、下垫板20、导槽201、下模座21、脱料活动腔211、下模板22、下冷却流道221、第二缓冲层222、凹模腔23、注塑分流道24、第一顶出孔241、限位孔25、顶块成型槽26、第二顶出孔261、第一顶针30、顶料板31、弹簧32、下限位柱33、第二顶针34、导柱35。
具体实施方式
18.为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
19.参考图1、图2。
20.本实用新型实施例公开一种开模顶出的注塑模具,包括从上至下依次设置的上垫板10、上模板11、下模板22、下模座21和下垫板20,下模座21内设有贯穿其上下的脱料活动腔211,上模板11和上垫板10中设有注塑主流道12,上模板11的底部固定有m个凸模块13和n个上限位柱14,m和n均为大于1的整数;
21.下模板22上设有m个分别位于各个凸模块13正下方的凹模腔23,各个凹模腔23之间连接有位于下模板22上的注塑分流道24,注塑分流道24位于注塑主流道12的正下方,注塑分流道24的底部连接有第一顶出孔241,下模板22中设有n个限位孔25,上限位柱14可滑动连接于限位孔25内;
22.每个第一顶出孔241内均滑动连接有一第一顶针30,第一顶针30直接作用于注塑分流道24中形成的连接筋处,能够有效避免凹模腔23内的成型件表面形成缺陷,所有的第一顶针30的底部固定有同一顶料板31,顶料板31滑动连接于脱料活动腔211内,顶料板31与下垫板20之间连接有至少两个弹簧32,弹簧32位于脱料活动腔211内,顶料板31上固定有m个下限位柱33,能够有效提高顶料板31升降动作的稳定性,各个下限位柱33分别位于各个上限位柱14的正下方,各个下限位柱33分别滑动连接于各个限位孔25内;
23.下模板22和下模座21的厚度和为d,顶料板31的厚度为d,弹簧32的原始长度为l,下限位柱33的长度为h,d=h+d+l,即在不受其他装置作用力的情况下,开模时,弹簧32处于放松状态,下限位柱33的顶面与下模板22的顶面齐平,能方便整片注塑件顶出后的取料操作。
24.本实用新型工作时,先进行合模,上模板11紧贴于下模板22上,下限位柱33插入限位柱,并将下限位柱33推下,顶料板31受平衡力稳定下降,弹簧32被压缩、第一顶针30缩进第一顶出孔241,凸模块13与凹模腔23之间形成注塑型腔,熔融塑胶从注塑主流道12经注塑分流道24进入各个注塑型腔中,冷却成型后注塑型腔内形成注塑产品,注塑分流道24内形
成连接筋;再进行开模,上模板11脱离下模板22上升,上限位柱14上升离开限位孔25并松开对下限位柱33的限制,在弹簧32弹性恢复力的作用下,顶料板31上升,第一顶针30跟随上升,第一顶针30将注塑分流道24内的连接筋顶出,连接筋各端连接的注塑产品跟随上升实现顶出脱料,整片注塑件取出方便,下限位柱33恰好手按在限位孔25内而不会阻碍取料。
25.在本实施例中,上模板11中设有经过凸模块13的上冷却流道111,下模板22中设有位于凹模腔23下方的下冷却流道221,在冷却成型的过程中,分别向上冷却流道111和下冷却流道221注入冷却水,能够有效提高冷却形成的速率。
26.在本实施例中,上限位柱14的底面覆盖有第一缓冲层141,优选地,第一缓冲层141为橡胶层,能够有效提高上限位柱14驱动下限位柱33活动的稳定性,避免上限位柱14和下限位柱33因碰撞受损,同时第一缓冲层141设置上限位柱14而不是下限位柱33,能够有效避免下限位柱33因顶面的大摩擦力阻碍取料。
27.在本实施例中,下模板22的底面覆盖有第二缓冲层222,限位孔25和第一顶出孔241均贯穿第二缓冲层222,通过第二缓冲层222能够有效对顶料板31实现缓冲,避免顶料板31与下模板22之间碰撞损坏,同时能够提高顶料板31升降动作的稳定性。
28.在本实施例中,每个凹模腔23远离注塑分流道24的一侧均连接有一顶块成型槽26,顶块成型槽26位于下模板22上,冷却成型后顶出形成槽内形成有顶出辅助块,每个顶块成型槽26的底部均连接有一第二顶出孔261,每个第二顶出孔261内均滑动连接有一第二顶针34,第二顶针34的底端与顶料板31固定连接,在开模时,失去限制的顶料板31带动第一顶针30和第二顶针34上升,第一顶针30作用于连接底部,第二顶针34作用于顶出辅助块的底部,能够确保整片注塑件在受到平衡的力的作用下被稳定顶出,避免整片注塑件被顶出的过程中发生偏移倾斜而损坏。
29.在本实施例中,下垫板20中设有导槽201,顶料板31的底部固定有导柱35,导柱35滑动连接于导槽201内,通过导柱35和导槽201能够进一步提高顶料板31升降动作的稳定性。
30.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1