大曲面贴膜结构的制作方法
1.本实用新型专利涉及大曲面贴膜机的技术领域,具体而言,涉及大曲面贴膜结构。
背景技术:
2.曲面屏是一种采用柔性塑料的显示屏,主要通过oled面板来实现;曲面屏以非刚性玻璃作为基底,弹性更好,不易破碎,降低了屏幕的磨损几率,尤其是被触碰率较高的手机屏幕;曲面屏长应用在手机、电视机、智能手表、头戴式智能眼镜等。
3.目前,现有的贴膜机,大多数针对平面玻璃的贴膜操作,无法有效对曲面玻璃进行贴膜操作,导致曲面玻璃弯曲部分的膜片贴合效果差且容易出现气泡皱褶,降低成品合格率。
技术实现要素:
4.本实用新型的目的在于提供大曲面贴膜结构,旨在解决现有技术中,曲面产品缺乏自动化贴膜的问题。
5.本实用新型是这样实现的,大曲面贴膜结构,包括粘合滚轮机构、产品输送平台以及粘合导轨,所述粘合滚轮机构与所述粘合导轨呈对接布置,膜材处于所述产品输送平台的上方,所述粘合滚轮机构处于膜材的上方;所述产品输送平台具有用于承载曲面产品的承载面,所述承载面呈曲面状布置;所述粘合滚轮机构沿所述粘合导轨移动时,同步朝下移动对膜材施加抵压力,使膜材粘合曲面产品。
6.进一步的,所述粘合滚轮机构包括粘合滚轮电机、粘合滚轮座以及粘合滚轮移动架,所述粘合滚轮座具有粘合滚轮导轨,所述粘合滚轮移动架与所述粘合滚轮导轨呈对接布置;所述粘合滚轮体安设所述粘合滚轮移动架,所述粘合滚轮电机用于驱动所述粘合滚轮体沿膜材施加抵压力或撤销抵压力。
7.进一步的,所述大曲面贴膜结构包括配重机构,膜材粘合在钢带条上,所述钢带条对接所述配重机构;当所述粘合滚轮体沿膜材施加抵压力或撤销抵压力时,带动所述配重机构沿纵向往复移动。
8.进一步的,所述钢带条分别连接让位滚轮机构和补偿升降机构,所述粘合滚轮机构处于所述让位滚轮机构和所述补偿升降机构之间;贴膜时,所述粘合滚轮体沿所述补偿升降机构至所述让位滚轮机构方向移动且朝下施加抵压力;当曲面产品为朝上凸起布置时,所述让位滚轮机构移动至最高处,随着所述粘合滚轮体的移动,所述让位滚轮机构同步逐渐下降。
9.进一步的,所述钢带条分别与所述配重机构、所述让位滚轮机构和所述补偿升降机构呈对接布置,所述配重机构、所述让位滚轮机构和所述补偿升降机构呈依序对应布置;当所述钢带条受压时,带动所述配重机构上升,当撤销所述钢带条的抵压力时,所述配重机构下降使所述钢带条复位。
10.进一步的,所述配重机构包括配重块,所述当所述钢带条受压时,带动所述配重块
上升,当撤销所述钢带条的抵压力时,所述配重块下降使所述钢带条复位;所述大曲面贴膜结构包括固定块,所述钢带条对接所述固定块,当所述配重块上升时,所述固定块在自重作用下呈逐渐下降,当所述配重块下降时,带动所述固定块上升。
11.进一步的,所述粘合滚轮机构包括膜材分离滚轮,所述膜材分离滚轮与所述粘合滚轮体呈对应布置,所述膜材分离滚轮与所述粘合滚轮体之间形成分离间隙,经过所述分离间隙,底膜与膜材呈分离布置;所述膜材分离滚轮与所述粘合滚轮体呈上下错位布置。
12.进一步的,所述产品输送平台包括两个侧加固座、承载座以及基座,所述承载座具有承载槽,所述承载槽用于放置曲面产品,沿所述承载座的长度方向,两个所述侧加固座分别对应布置在所述承载座的两端,所述侧加固座的底部与所述基座呈对接布置,所述侧加固座的顶部延伸至所述承载槽的内部且抵压曲面产品。
13.进一步的,所述承载槽具有限制板,所述产品输送平台包括至少一个前加固座,所述前加固座的底部与所述基座呈对接布置,所述前加固座的顶部延伸至所述承载槽的内部抵压曲面产品,所述前加固座与所述限制板夹持曲面产品。
14.进一步的,所述产品输送平台包括xxy调节台,所述基座与所述xxy调节台呈上下对接布置;所述xxy调节台包括x轴调节件、y轴调节件以及角度调节件,所述x轴调节件、所述y轴调节件和所述角度调节件分别对接所述基座,所述x轴调节件用于调整所述基座沿x方向移动,所述y轴调节件用于调整所述基座沿y方向移动,所述角度调节件用于调整所述基座的水平角度。
15.与现有技术相比,本实用新型提供的大曲面贴膜结构,由于膜材处于产品输送平台的上方,所述粘合滚轮机构处于膜材的上方,将曲面产品放置在产品输送平台上,进行贴膜作业时,粘合滚轮机构沿粘合导轨移动,进行水平移动,且粘合滚轮机构水平移动时,同步朝下移动对膜材施加抵压力,根据承载面的变化,粘合滚轮机构朝下移动的距离也随其变化,最终使膜材与曲面产品呈贴合布置;这样,实现曲面产品自动化贴膜,有效提高工作效率,同时,粘合滚轮机构沿粘合导轨移动且纵向移动,实现曲面产品的贴膜,实现全面贴膜,避免出现气泡、皱褶,从而提高成品合格率。
附图说明
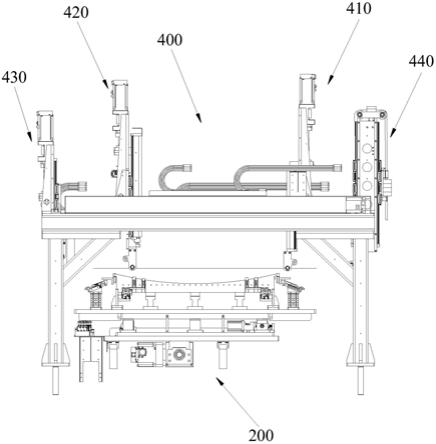
16.图1是本发明提供的大曲面贴膜机的立体示意图;
17.图2是本发明提供的产品上料结构的立体示意图;
18.图3是本发明提供的产品上料结构的平面示意图;
19.图4是本发明提供的产品上料结构的上料机械手的立体示意图;
20.图5是本发明提供的产品输送结构的立体示意图;
21.图6是本发明提供的产品输送结构的左视示意图;
22.图7是本发明提供的膜材输送结构的立体示意图;
23.图8是本发明提供的膜材输送结构的左视示意图;
24.图9是本发明提供的膜材输送结构的立体示意图;
25.图10是本发明提供的膜材输送结构与膜材剥膜贴膜结构的配合立体示意图;
26.图11是本发明提供的产品输送平台的立体示意图;
27.图12是本发明提供的产品输送平台的左视示意图;
28.图13是本发明提供的侧加固座的立体示意图;
29.图14是本发明提供的产品输送结构与膜材剥膜贴膜结构的配合立体示意图;
30.图15是本发明提供的产品输送结构与膜材剥膜贴膜结构的配合左视示意图;
31.图16是本发明提供的粘合滚轮机构的立体示意图;
32.图17是本发明提供的曲面产品呈朝下凹陷曲面布置的作业示意图;
33.图18是本发明提供的曲面产品呈朝上凸起曲面布置的作业示意图;
34.图19是本发明提供的钢带条与膜材布局示意图。
具体实施方式
35.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
36.以下结合具体实施例对本实用新型的实现进行详细的描述。
37.本实施例的附图中相同或相似的标号对应相同或相似的部件;在本实用新型的描述中,需要理解的是,若有术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此附图中描述位置关系的用语仅用于示例性说明,不能理解为对本专利的限制,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语的具体含义。
38.参照图1
‑
19所示,为本实用新型提供的较佳实施例。
39.本实施例中,膜材剥膜大曲面贴膜结构400包括膜材剥膜结构以及大曲面贴膜结构。
40.本实施例中,大曲面贴膜结构,包括粘合滚轮机构420、产品输送平台220 以及粘合导轨,粘合滚轮机构420与粘合导轨呈对接布置,膜材600处于产品输送平台220的上方,粘合滚轮机构420处于膜材600的上方;产品输送平台220 具有用于承载曲面产品的承载面,承载面呈曲面状布置;粘合滚轮机构420沿粘合导轨移动时,同步朝下移动对膜材600施加抵压力,使膜材600粘合曲面产品。
41.进行贴膜作业时,由于膜材600处于产品输送平台220的上方,所述粘合滚轮机构420处于膜材600的上方,将曲面产品放置在产品输送平台220上,进行贴膜作业时,粘合滚轮机构420沿粘合导轨移动,进行水平移动,且粘合滚轮机构420水平移动时,同步朝下移动对膜材600施加抵压力,根据承载面的变化,粘合滚轮机构420朝下移动的距离也随其变化,最终使膜材600与曲面产品呈贴合布置;这样,实现曲面产品自动化贴膜,有效提高工作效率,同时,粘合滚轮机构420沿粘合导轨移动且纵向移动,实现曲面产品的贴膜,实现全面贴膜,避免出现气泡、皱褶,从而提高成品合格率。
42.粘合滚轮机构420包括粘合滚轮电机425、粘合滚轮座422以及粘合滚轮移动架424,粘合滚轮座422具有粘合滚轮导轨423,粘合滚轮移动架424与粘合滚轮导轨423呈对接布置;粘合滚轮体421安设粘合滚轮移动架424,粘合滚轮电机425用于驱动粘合滚轮体421沿膜材600施加抵压力或撤销抵压力;实现膜材600与曲面产品呈贴合布置。
43.大曲面贴膜结构包括配重机构440,膜材600粘合在钢带条500上,钢带条 500对接
配重机构440;当粘合滚轮体421沿膜材600施加抵压力或撤销抵压力时,带动配重机构440沿纵向往复移动;在配重机构440的作用下,便于钢带条 500的复位,以及有效对粘合滚轮机构420朝下移动施加的抵压力起到缓冲作用,使粘合滚轮机构420朝下移动的更加平稳。
44.钢带条500分别连接让位滚轮机构410和补偿升降机构430,粘合滚轮机构 420处于让位滚轮机构410和补偿升降机构430之间;贴膜时,粘合滚轮体421 沿补偿升降机构430至让位滚轮机构410方向移动且朝下施加抵压力;当曲面产品为朝上凸起布置时,让位滚轮机构410移动至最高处,随着粘合滚轮体421的移动,让位滚轮机构410同步逐渐下降;这样,贴膜时,避免出现气泡、皱褶,从而提高成品合格率。
45.当曲面产品为朝下凹陷布置时,沿水平方向,让位滚轮机构410与补偿升降机构430呈对应布置,实现对钢带条500的固定,使膜材600呈水平布置,便于膜材600与曲面产品对应,便于粘合滚轮体421抵压钢带条500使膜材600与曲面产品贴合。
46.钢带条500分别与配重机构440、让位滚轮机构410和补偿升降机构430呈对接布置,配重机构440、让位滚轮机构410和补偿升降机构430呈依序对应布置;当钢带条500受压时,带动配重机构440上升,当撤销钢带条500的抵压力时,配重机构440下降使钢带条500复位;这样,配重机构440、让位滚轮机构410、粘合滚轮电机425和补偿升降机构430之间配合,实现贴膜,以及避免出现气泡、皱褶,从而提高成品合格率。
47.配重机构440包括配重块441,当钢带条500受压时,带动配重块441上升,当撤销钢带条500的抵压力时,配重块441下降使钢带条500复位;大曲面贴膜结构包括固定块450,钢带条500对接固定块450,当配重块441上升时,固定块450在自重作用下呈逐渐下降,当配重块441下降时,带动固定块450上升;通过配重块441与固定块450的配合下,无论是剥膜作业,还是贴膜作业,粘合滚轮机构420上下移动的更加平稳,避免出现气泡、皱褶,从而提高成品合格率。
48.进行贴膜作业时,两个侧加固座240和多个前加固座250配合,实现对承载座221中曲面产品的加固,避免贴膜时,曲面产品误偏移,从而提高成品合格率。
49.膜材剥膜结构包括粘合滚轮机构420、让位滚轮机构410、钢带条500以及粘合导轨,粘合滚轮机构420与粘合导轨呈对接布置,钢带条500的两端分别对接粘合滚轮机构420和让位滚轮机构410,钢带条500呈水平布置,钢带条500 具有粘合层510,粘合层510用于粘合膜材600;粘合滚轮机构420包括粘合滚轮体421,粘合滚轮体421处于钢带条500的上方;当剥膜时,粘合滚轮体421 沿粘合导轨移动,粘合滚轮体421朝下施加挤压力,使粘合层510粘合膜材600。
50.进行膜材600剥膜时,膜材输送结构300将膜材600输送至钢带条500的下方,由于钢带条500呈水平布置,钢带条500具有粘合层510,这样,通过粘合滚轮机构420沿粘合导轨移动,使粘合滚轮体421朝下施加挤压力,使粘合层510 粘合膜材600,最后,粘合滚轮体421复位,在让位滚轮机构410和补偿升降机构430的配合作用下,钢带条500带动膜材600脱离底膜,实现膜材600的剥膜;这样,实现自动化剥膜,降低对膜材600的损伤,同时提高后续整体贴膜作业的效率。
51.粘合滚轮机构420包括粘合滚轮电机425、粘合滚轮座422以及粘合滚轮移动架424,粘合滚轮座422具有粘合滚轮导轨423,粘合滚轮移动架424与粘合滚轮导轨423呈对接布置;粘合滚轮体421安设粘合滚轮移动架424,粘合滚轮电机425用于驱动粘合滚轮体421
沿朝向或背离钢带条500方向往复移动;通过粘合滚轮体421的纵向移动,实现对钢带条500的挤压以及释放,实现对膜材600 的粘附以及膜材600的剥离。
52.粘合滚轮机构420包括膜材分离滚轮426,膜材分离滚轮426与粘合滚轮体 421呈对应布置,膜材分离滚轮426与粘合滚轮体421之间形成分离间隙,钢带条500贯穿分离间隙,钢带条500具有第一厚度,粘合层510贴合钢带条500形成第二厚度,分离间隙具有第三厚度,第三厚度大于第一厚度,第三厚度小于第一厚度;这样,在剥膜时,复合膜移动经过分离间隙,底膜经过分离间隙,而膜材600受到阻挡,与底膜分离,便于膜材600与底膜的分离。
53.膜材分离滚轮426与粘合滚轮体421呈上下错位布置;这样,起到导向作用,同时便于膜材600与底膜分离。。
54.大曲面钢带粘膜结构包括水平检测器,水平检测器发射水平检测线,水平检测线与钢带条500呈同一水平布置;这样,通过水平检测器实现对钢带条500水平进行检测,便于后续对膜材600的粘合以及剥膜。
55.水平检测器可以是红外传感器,也可以是ccd照相机。
56.通过膜材输送结构300转移膜材600,膜材输送结构300包括输送带321,输送带321包括输送板以及分离板,膜材600平铺在输送板,输送板呈水平布置,分离板的内端对接输送板,分离板的外端逐渐朝上倾斜布置;剥膜时,粘合滚轮体421沿分离板的外端至内端方向移动,直至移动输送板,将粘合层510全面抵触膜材600;这样,便于粘合层510对膜材600的粘附。
57.大曲面钢带粘膜结构包括粘合架,粘合架的底部呈固定布置,粘合架的顶部形成粘合导轨;粘合架的内部形成粘合区域,膜材输送结构300将膜材600输送至粘合区域,粘合滚轮体421处于粘合区域;便于粘合滚轮机构420、让位滚轮机构410以及粘合滚轮机构420的安设。
58.钢带条500具有第一宽度,粘合层510具有第二宽度,膜材600具有第三宽度,第一宽度大于第二宽度,第二宽度大于第三宽度;这样,粘合层510全面覆盖在钢带条500,且粘合层510全面粘附膜材600,从而提高剥膜效果。
59.让位滚轮机构410包括让位滚轮电机以及让位滚轮体,让位滚轮电机用于驱动让位滚轮体沿纵向往复移动;让位滚轮体处于粘合滚轮体421的上方;这样,让位滚轮体与粘合滚轮体421呈错位布置,这样,粘合层510在在粘合膜材600 时,复合膜形成角度差,使需要粘附的膜材600与其他膜材600呈错位布置,便于膜材600的剥离。
60.补偿升降机构430包括补偿升降电机以及补偿滚轮体,补偿升降电机用于驱动补偿滚轮体沿纵向往复移动;粘合滚轮体421处于让位滚轮体与补偿滚轮体之间,补偿滚轮体处于粘合滚轮体421的上方;在膜材600与产品贴合时,避免钢带条500的粘合层510全面粘合输料平台,便于钢带条500复位。
61.大曲面贴膜机,包括产品上料结构100、产品输送结构200、大曲面贴膜结构、膜材输送结构300、膜材剥膜结构以及下料结构,产品上料结构100提取产品至产品输送结构200,产品输送结构200输送产品经过对位和调整后,将产品输送至大曲面贴膜结构;膜材输送结构300将膜材600输送至膜材剥膜结构,膜材600剥膜后输送至大曲面贴膜结构,大曲面贴膜结构将产品与膜材600贴合后,输送至下料结构。
62.上述的大曲面贴膜机,进行工作时,通过产品上料结构100进行上料,在转移至产
品输送结构200,产品输送结构200再将曲面产品输送至大曲面贴膜结构,同时,膜材输送结构300将膜材600输送至膜材剥膜结构,膜材600通过膜材剥膜结构进行膜材600剥膜,再输送至大曲面贴膜结构,大曲面贴膜结构将曲面产品与膜材600贴合后,输送至下料结构,最终通过下料结构,实现贴膜后产品的收集;这样,全程自动化生产加工,极大提高工作效率,以及曲面产品与膜材600 的贴合效果,提高成品合格率。
63.本实施例中,产品上料结构100,包括上料导轨110以及上料机械手120,上料导轨110与上料机械手120呈活动对接布置;上料机械手120包括第一吸取部121以及两个第二吸取部122,第一吸取部121处于两个第二吸取部122之间,沿自上而下方向,两个第二吸取部122呈同一水平面布置,第一吸取部121与第二吸取部122呈错位布置;当提取产品时,第一吸取部121和第二吸取部122分别抵触吸附产品。
64.通过第一吸取部121和第二吸取部122分别抵触吸附产品,由于沿自上而下方向,两个第二吸取部122呈同一水平面布置,实现两个第二吸取部122同步吸附产品,提高产品移动的稳固性,同时,第一吸取部121与第二吸取部122呈错位布置,这样,针对朝上拱起的曲面产品,或者朝下凹陷的曲面产品,利用第一吸取部121和两个第二吸取部122的配合,均可实现曲面产品的提取,最后通过上料机械手120相对上料导轨110移动,将曲面产品转移至下道工序;实现曲面产品的自动化上料,有效提高工作效率。
65.上料机械手120包括移动组,移动组与上料导轨110呈对接布置,移动组包括移动轨以及多个移动块,移动轨呈水平延伸布置,移动块与移动轨呈对接布置,第一吸取部121和两个第二吸取部122分别对接移动块;通过第一旋紧件,旋紧时,使移动块与移动轨呈相对固定布置,旋松时,沿水平方向,使移动块相对移动轨呈相对移动布置;这样,通过调节移动块与移动轨的相对位置,实现第一吸取部121和两个第二吸取部122的位置调节,满足不同的曲面产品的贴膜加工需求。
66.各个移动块沿移动轨的长度方向呈间隔对应布置,且各个移动块与第一吸取部121、第二吸取部122和辅助吸取部123呈一一对应布置,实现第一吸取部121、第二吸取部122和辅助吸取部123分别与移动轨的相对移动。
67.移动块具有横向槽,各个移动块的横向槽呈同一水平布置,移动轨沿水平贯穿各个横向槽,实现移动块与移动轨的对接;移动块具有纵向槽,辅助纵板贯穿纵向槽,实现辅助纵板的高度调节,满足不同的曲面产品的贴膜加工需求。
68.横向槽沿水平呈横向贯通布置,纵向槽沿纵向呈贯通布置;横向槽与纵向槽呈错位布置,避免移动块横向移动和纵向移动造成相互影响。
69.第一吸取部121包括第一横向板124以及第一纵向板125,第一横向板124 呈横向布置,第一纵向板125呈纵向布置,第一纵向板125与移动块呈对接布置,第一纵向板125的底部与第一横向板124呈活动对接布置;通过第二旋紧件,旋紧时,第一纵向板125与移动块呈相对固定布置,旋松时,沿纵向方向,使第一纵向板125相对移动块呈相对移动布置;这样,实现第一纵向板125的高度调节,从而调节第一吸盘126的吸附高度,满足不同的曲面产品的贴膜加工需求。
70.第一吸取部121包括多个第一吸盘126,当提取产品时,各个第一吸盘126 分别抵触吸附产品;第一吸盘126的上部安设第一横向板124,第一吸盘126的下部沿背离第一横向板124方向延伸布置;沿垂直于移动轨方向,第一横向板124 呈延伸布置,各个第一吸盘126
沿第一横向板124的长度方向呈依序间隔布置;这样,通过各个第一吸盘126同步吸附曲面产品,提高曲面产品的吸附稳固性。
71.另外,各个第一吸盘126沿曲面产品的宽度方向布置,由于曲面产品的宽度方向的曲面度是一致的,这样,多个第一吸盘126呈同一水平布置,同步对曲面产品进行吸附。
72.第二吸取部122包括第二横向板以及第二纵向板,第二横向板呈横向布置,第二纵向板呈纵向布置,第二纵向板与移动块呈对接布置,第二纵向板的底部与第二横向板呈活动对接布置;旋紧时,第二纵向板与移动块呈相对固定布置,旋松时,沿纵向方向,使第二纵向板相对移动块呈相对移动布置;这样,实现第二纵向板的高度调节,从而调节第二吸盘的吸附高度,满足不同的曲面产品的贴膜加工需求。
73.第二吸取部122包括多个第二吸盘,当提取产品时,各个第二吸盘分别抵触吸附产品;第二吸盘的上部安设第二横向板,第二吸盘的下部沿背离第二横向板方向延伸布置;沿垂直于移动轨方向,第二横向板呈延伸布置,各个第二吸盘沿第二横向板的长度方向呈依序间隔布置;这样,通过各个第二吸盘同步吸附曲面产品,提高曲面产品的吸附稳固性。
74.另外,各个第二吸盘沿曲面产品的宽度方向布置,由于曲面产品的宽度方向的曲面度是一致的,这样,多个第二吸盘呈同一水平布置,同步对曲面产品进行吸附。
75.上料机械手120包括两个辅助吸取部123,辅助吸取部123处于第一吸取部 121与第二吸取部122之间;沿自上而下方向,第一吸取部121、辅助吸取部123 和第二吸取部122呈依次错位布置;这样,在第一吸取部121、两个辅助吸取部 123和两个第二吸取部122的配合作用下,实现更大范围的提取,满足大曲面产品的提取需求。
76.另外,沿自上而下方向,因为第一吸取部121、辅助吸取部123和第二吸取部122呈依次错位布置,所以,第一吸取部121、辅助吸取部123和第二吸取部 122针对曲面产品的不同曲面区域进行同步吸附,实现大曲面产品的上料需求。
77.第二吸取部122、辅助吸取部123、第一吸取部121、辅助吸取部123和第二吸取部122呈依序对应布置,通过调节第一吸取部121的高度,以及调节两个辅助吸取部123的高度,满足拱起式的曲面产品的提取需求,以及满足凹陷曲面产品的提取需求。
78.移动块与辅助吸取部123呈一一对应布置,辅助吸取部123包括辅助纵板、辅助横板、辅助调节板以及多个辅助吸盘,辅助纵板呈纵向布置,辅助纵板的上部与移动块呈对接布置,辅助横板的内端与辅助纵板的下部呈对接布置,辅助横板的外端与辅助调节板呈对接布置,沿移动轨的长度方向,辅助调节板呈延伸布置,沿辅助调节板的长度方向,各个辅助吸盘呈依序间隔对应布置,当提取产品时,第一吸取部121、第二吸取部122以及辅助吸盘分别抵触吸附产品;提高曲面产品的吸附稳固性。
79.同时,各个辅助吸盘沿曲面产品的长度方向呈依序间隔布置,结合第一吸盘 126和第二吸盘,实现多方向吸附产品,提高曲面产品的转移安全性。
80.辅助吸盘的上部具有辅助轴,辅助轴与辅助调节板呈螺纹对接布置,通过辅助轴相对辅助调节板的位置调节,实现各个辅助吸盘之间的高度调节,满足不同的曲面产品的贴膜加工需求。
81.辅助吸取部123包括调节电机,调节电机具有调节轴,调节电机安设辅助横板的外端,调节轴朝下延伸连接辅助调节板;当调节轴旋转,带动辅助调节板沿水平方向摆动;实现辅助调节板与移动轨之间的角度调节,满足不同的曲面产品的贴膜加工需求。
82.移动组设有上距离监测器以及下距离监测器,上距离监测器与下距离监测器呈上下对应布置;上料导轨110具有提取部,提取部具有提取面,当提取产品时,移动组移动至提取部,上距离监测器与下距离监测器分别与提取面呈对应布置;通过上距离监测器和下距离监测器,检测移动组是否移动至指定的位置,保证第一吸取部121、第二吸取部122以及辅助吸取部123能同步吸附曲面产品,提高加工的精准性,以及提高产品的合格率。
83.上料导轨110包括上料上轨111以及上料下轨112,上料上轨111与上料下轨112呈上下对接布置,上料上轨111与上料下轨112配合,提高上料导轨110 支撑稳固性。
84.再者,移动组包括上对接部以及下对接部,上对接部与上料上轨111呈对接布置,下对接部与上料下轨112呈对接布置;这样,移动组相对移动轨移动时,在上对接部与上料上轨111配合下,以及下对接部与上料下轨112的配合下,提高移动平稳性,降低移动的晃动,从而提高曲面产品的转移安全性。
85.上料上轨111呈中空布置,上对接部的内端嵌入上料上轨111的内部,上对接部的外端言外延伸布置;起到导向作用。
86.大曲面上料结构包括上料架130,通过上料架130架,实现上料导轨110以及移动组的支撑和安设。
87.上料架130包括上料支撑横杆以及两个上料支撑纵杆,两个上料支撑纵杆呈平行对应布置,上料支撑纵杆的下端呈固定布置,上料支撑横杆的两端分别对接两个上料支撑纵杆的上端;上料导轨110安设上料支撑横杆;两个上料支撑纵杆与上料支撑横杆的配合,增强承压能力,保证上料导轨110的安设以及移动组的安设。
88.本实施例中,产品输送结构200包括输送导轨210、产品输送平台220以及输送电机组230,产品输送平台220与输送导轨210呈上下对接布置,输送电机组230用于控制产品输送平台220相对输送导轨210移动;产品输送平台220包括基座222以及承载座221,承载座221与基座222呈上下对接布置,基座222 与输送导轨210呈上下对接布置,承载座221具有用于承载曲面产品的承载面,承载面呈曲面状布置。
89.进行曲面产品输送时,将产品置于承载座221上,由于承载面呈曲面状布置,增大承载座221与曲面产品的接触面积,便于曲面产品的放置,然后,通过输送电机组230控制产品输送平台220相对输送导轨210移动,实现基座222和承载座221的同步移动,在基座222的作用下,使承载座221的移动更加平稳,同时,通过输送导轨210、产品输送平台220和输送电机组230之间的配合,实现曲面产品的自动化输送,有效提高工作效率。
90.承载座221具有承载槽,承载槽呈曲面状布置,承载槽用于放置曲面产品;产品输送平台220包括两个侧加固座240,沿承载座221的长度方向,两个侧加固座240分别对应布置在承载座221的两端,侧加固座240的底部与基座222呈对接布置,侧加固座240的顶部延伸至承载槽的内部且抵压曲面产品;这样,在两个侧加固座240的作用下,增强曲面产品的放置稳固性,避免移动时造成曲面产品误脱离承载座221。
91.侧加固座240包括侧底座241、侧加固电机242以及侧挤压座243,侧底座 241安设基座222,侧加固电机242安设侧底座241,侧加固电机242用于驱动侧挤压座243朝向或背离承载槽移动;当加固时,侧挤压座243朝向承载槽方向移动,直至侧挤压座243抵压曲面产品;这样,通过侧加固电机242控制侧挤压座 243移动,实现曲面产品的加固以及拿取。
92.侧底座241包括侧底板以及侧纵板,侧底板安设在基座222,侧纵板呈纵向布置,侧
纵板的底部与侧底板呈对接固定布置,侧纵板的顶部朝上延伸布置,侧加固电机242安设在侧纵板上;实现侧加固电机242的安设以及便于侧挤压座243 的安设。
93.侧纵板具有多个侧安设槽244,沿纵向布置,各个侧安设槽244呈依序布置,这样,侧加固电机242安设在不同的侧安设槽244,实现侧加固电机242的高度调节,从而实现侧挤压座243的安设高度调节,满足不同的贴膜加工需求。
94.侧挤压座243包括两个侧挤压柱245以及侧挤压板246,侧挤压板246呈条状布置,侧加固电机242用于驱动侧挤压板246朝向或背离承载槽移动;侧挤压柱245呈纵向布置,两个侧挤压柱245呈平行间隔布置,侧挤压板246具有朝向承载槽的侧挤压面,两个侧挤压柱245分别与侧挤压面呈对接布置;侧挤压柱245 这样设置,有助于增大侧挤压柱245与曲面产品的接触面,增强侧挤压柱245的加固效果;另外,在侧挤压板246的作用下,同步驱动两个侧挤压柱245移动,实现两个侧挤压柱245同步加固曲面产品,提高曲面产品的放置稳固性。
95.承载槽具有限制板260,产品输送平台220包括至少一个前加固座250,前加固座250的底部与基座222呈对接布置,前加固座250的顶部延伸至承载槽的内部抵压曲面产品,前加固座250与限制板260夹持曲面产品;在限制板260与前加固座250的配合作用下,提高曲面产品的放置稳固性。
96.同时,限制板260、前加固座250和两个侧加固座240沿不同的方向对曲面产品进行加固,沿曲面产品的前、后、左、右进行加固,全方位的加固,极大提高曲面产品的放置稳固性。
97.前加固座250包括前底座、前加固电机以及前挤压座,前底座安设基座222,前加固电机安设前底座,前加固电机用于驱动前挤压座朝向或背离承载槽移动;当加固时,前挤压座朝向承载槽方向移动,直至前挤压座抵压曲面产品;这样,通过前加固电机控制侧挤压座243移动,实现曲面产品的加固以及拿取。
98.产品输送平台220包括多个前加固座250,多个前加固座250沿承载座221 的长度方向呈依序间隔布置,实现多区域对曲面产品进行加固。
99.前挤压座包括两个前挤压柱以及前挤压板,前挤压板呈条状布置,前加固电机用于驱动前挤压板朝向或背离承载槽移动;前挤压柱呈纵向布置,两个前挤压柱呈平行间隔布置,前挤压板具有朝向承载槽的前挤压面,两个前挤压柱分别与前挤压面呈对接布置;前挤压柱这样设置,有助于增大前挤压柱与曲面产品的接触面,增强前挤压柱的加固效果;另外,在前挤压板的作用下,同步驱动两个前挤压柱移动,实现两个前挤压柱同步加固曲面产品,提高曲面产品的放置稳固性。
100.承载座221具有多个对位槽,对位槽与前挤压柱呈一一对应布置,对位槽与承载槽呈连通布置,当加固时,前挤压柱嵌入对位槽且抵压曲面产品;这样,在对位槽的作用下,避免前挤压柱加固过程中的偏移,保证前挤压柱对曲面产品的加固。
101.基座222朝上延伸形成第一支撑座以及两个第二支撑座,第一支撑座处于两个第二支撑座之间,沿自上而下方向,两个第二支撑座呈同一水平面布置,第一支撑座与第二支撑座呈错位布置;承载座221与第一支撑座呈上下对接布置,承载座221与两个第二支撑座呈上下对接布置;通过第一支撑座与两个第二支撑座的配合,实现对承载座221的支撑和固定,另外,沿自上而下方向,由于第一支撑座与第二支撑座呈错位布置,便于全面支撑承载
座221,保证呈曲面设置的承载座221的支撑和固定。
102.第一支撑座包括底撑座以及升降座,底撑座与基座222呈对接布置,升降座的底部通过升降电机与底撑座呈对接布置,升降座的顶部对接承载座221;这样,通过升降电机,调节升降座的高度,满足拱起曲面产品的加固需求,也满足凹陷曲面产品的加工需求。
103.大曲面输料结构包括产品定位架270,定位架包括定位横杆以及两个定位纵杆,定位纵杆呈纵向布置,两个定位纵杆呈平行间隔布置,定位纵杆的下部呈固定布置,定位横杆的两端分别对接两个定位纵杆的上部;定位横杆设有两个产品定位器271,产品输送平台220处于产品定位器271的下方,当产品输送平台220 相对输送导轨210移动时,两个产品定位器271分别监测曲面产品的放置位置;这样,产品输送平台220相对输送导轨210移动输送曲面产品时,通过两个产品定位器271,对曲面产品放置的位置进行监测,提高曲面产品的放置精确性。
104.产品定位器271可以是ccd照相,实现对曲面产品的边线进行照相,分析,放置位置是否偏移,否偏移通过后续的xxy调节台进行相应的调整。
105.产品输送平台220包括xxy调节台,基座222与xxy调节台呈上下对接布置;xxy调节台包括x轴调节件、y轴调节件以及角度调节件,x轴调节件、 y轴调节件和角度调节件分别对接基座222,x轴调节件用于调整基座222沿x 方向移动,y轴调节件用于调整基座222沿y方向移动,角度调节件用于调整基座222的水平角度;实现基座222的位置调整,保证后续贴膜的精确性。
106.本实施例中,膜材输送结构300包括膜材上料导轨310、膜材输送平台320 以及光纤对位组件330,膜材输送平台320与膜材上料导轨310呈对应布置,通过膜材输送电机驱动膜材输送平台320相对膜材上料导轨310呈往复移动;复合膜包括膜材600以及底膜,膜材600贴合在底膜,复合膜呈卷状安设膜材输送平台320,膜材600具有前沿边,光纤对位组件330检测膜材600的前沿边,光纤对位组件330控制膜材输送平台320开启或停止输送复合膜;膜材600定位后,控制膜材输送平台320移动至膜材剥膜结构,膜材剥膜结构将膜材600剥离底膜。
107.这样,由于复合膜呈卷状安设在膜材输送平台320上,进行膜材600上料时,通过膜材输送电机驱动膜材输送平台320相对膜材上料导轨310移动,直至移动至膜材剥膜结构,同时,膜材输送平台320对复合膜进行输送;并且,光纤对位组件330检测膜材600的前沿边,控制膜材输送平台320停止输送复合膜,对膜材600的位置进行定位,保证后续膜材600提取以及贴膜的精确性,提高膜材600 上料的精确性,以及提高成品合格率。
108.也就是说,进行膜材600上料时,膜材输送平台320移动至膜材剥膜结构,膜材600剥离底膜后,膜材输送平台320复位,然后,大曲面贴膜结构将膜材600 与曲面产品贴合,膜材输送平台320复位避免影响大曲面贴膜结构的工作,同时,节省大曲面贴膜机的整体占用面积。
109.膜材输送平台320包括输送带321、供给辊轮322以及回收辊轮323,输送带321呈水平布置,便于膜材600的平铺,便于后续膜材600的提取。
110.复合膜的内端呈卷状安设在供给辊轮322,复合膜的外端平铺输送带321延伸对接回收辊轮323;输送时,供给电机驱动供给辊轮322转动释放复合膜,回收电机驱动回收辊轮323转动回收底膜;这样,实现膜材600的供给以及底膜的回收,全程自动化操作,降低人工
参与,提高工作效率。
111.供给电机与回收电机呈同步转动布置,且供给电机正转,回收电机反转,或者,供给电机反转,回收电机正转;实现复合膜的供给以及底膜回收,保证复合膜呈张紧状态,便于膜材600与底膜的分离。
112.膜材输送平台320包括导向辊324,导向辊324呈转动布置,导向辊324处于输送带321与供给辊轮322之间,复合膜抵触导向辊324的外表面再延伸至输送带321;在导向辊324的作用下,便于引导复合膜的延伸至输送带321上。
113.导向辊324呈圆柱状布置,且由于导向辊324呈转动布置,复合膜输送时,降低导向辊324对复合膜的损伤,且降低导向辊324与复合膜之间的摩擦,便于复合膜的输送。
114.导向辊324的顶部形成输送端面,输送带321的上端面与输送端面呈平齐布置;这样便于导向辊324与输送带321之间的配合,便于复合膜从导向辊324过渡至输送带321,同时,降低复合膜出现折痕,影响后续膜材600的贴合效果。
115.膜材输送平台320包括多个辅助辊325,各个辅助辊325处于输送带321与回收辊轮323之间,复合膜依序抵触各个辅助辊325后延伸对接回收辊轮323;沿自上而下方向,各个辅助辊325逐渐朝下错位布置;这样,在各个辅助辊325 的作用下,分层次引导底膜至回收辊轮323,便于底膜的回收。
116.膜材输送平台320包括膜材输送上座、膜材输送下座以及膜材调节件,膜材输送下座与膜材上料导轨310呈对接布置,膜材输送上座与膜材输送下座呈上下对接布置,输送带321、供给辊轮322和回收辊轮323分别安设膜材输送上座;膜材调节件用于调节膜材输送上座与膜材输送下座的相对位置;这样,通过膜材调节件,调节膜材输送上座与膜材输送下座的相对位置,从而调节膜材的位置,从而使后续贴合的精确性更佳。
117.膜材上料导轨310包括两个并排布置的膜材轨道条以及膜材平台驱动电机,丝杆的一端对接膜材平台驱动电机,丝杆的另一端对接膜材输送下座;膜材输送下座同步对接两个膜材轨道条;在两个膜材轨道条作用下,使膜材输送下座移动的更加平稳。
118.丝杆处于两个膜材轨道条之间,这样,降低整体占用面积,同时丝杆驱动力有效被两个膜材轨道条分散,使膜材输送下座移动的更加平稳。
119.输送带321包括输送板以及分离板,输送板呈水平布置,分离板的内端对接输送板,分离板的外端逐渐朝上倾斜布置;复合膜同步平铺输送板和分离板;膜材600具有后边沿,当膜材600的后边沿移动至分离板时,膜材600的后边沿与底膜呈分离布置;在分离板的作用下,便于后续膜材剥膜结构将膜材600剥离底膜。
120.光纤对位组件330包括光纤支撑架以及光纤件,光纤件发射激光检测膜材 600的前沿边;光纤支撑架的下部呈固定布置,光纤件安设支撑架的上部;在光纤支撑架的作用下,便于光纤件的安设。
121.再者,光纤支撑架包括光纤底座331、光纤移动座333以及第一光纤电机332,光纤底座331的底部呈固定布置,光纤底座331的上部形成有光纤导轨,光纤导轨沿垂直于膜材输送平台320的移动方向延伸布置,光纤移动座333对接光纤导轨,第一光纤电机332用于驱动光纤移动座333相对光纤导轨移动;光纤件安设光纤移动座333;实现光纤件沿水平方向的位置调节,满足不同的监测需求。
122.光纤移动座333包括第一光纤座、第二光纤座以及第二光纤电机,第一光纤座对接
光纤导轨,第一光纤座与第二光纤座呈对接布置,第二光纤电机具有光纤驱动轴,光纤驱动轴呈纵向布置,光纤驱动轴旋转带动第二光纤座沿纵向相对第一光纤座移动;光纤件安设第二光纤座;实现光纤件沿纵向方向的位置调节,满足不同的监测需求。
123.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1