一种耦合器自动成型生产线的制作方法
一种耦合器自动成型生产线
【技术领域】
[0001]
本申请涉及成型耦合器的技术领域,具体来说是涉及一种耦合器自动成型生产线。
背景技术:
[0002]
目前,随着人们生活品质的提高,破壁机、豆浆机等健康厨房电器,越来越受到人们的青睐,而耦合器是所述破壁机、豆浆机等健康厨房电器不可或缺的器件。
[0003]
但是,现有耦合器的生产模式绝大多数还是半自动化生产,其不仅无法进一步提高生产效率,且还大大加强了操作员工的劳动强度,同时还加大了生产企业的加工制造成本。
[0004]
为此,本领域技术人员亟需研发一种可自动化成型生产耦合器的生产线来满足实际生产需求。
技术实现要素:
[0005]
本申请所要解决是针对的上述现有耦合器的生产模式绝大多数还是半自动化生产,其不仅无法进一步提高生产效率,且还大大加强了操作员工的劳动强度,同时还加大了生产企业的加工制造成本的技术问题,提供一种耦合器自动成型生产线。
[0006]
为解决上述技术问题,本申请是通过以下技术方案实现:
[0007]
一种耦合器自动成型生产线,包括:
[0008]
机架;
[0009]
移动载放台,其设于所述机架上;
[0010]
送针机构,其设于所述机架上,位于所述移动载放台后侧,用于输出插针;
[0011]
移动插针机构,其设于所述移动载放台与所述送针机构间,并与所述送针机构相连接,用于接收插针且将插针插至所述移动载放台上;
[0012]
注塑成型机构,其设于所述机架上,位于所述移动载放台右侧,当插置有插针的所述移动载放台移动伸入其内部时,则与所述移动载放台相配合以用于注塑成型具有插针的耦合器;
[0013]
卸料机构,其设于所述机架上,位于所述移动载放台左侧,当所述移动载放台从所述注塑成型机构移出且将耦合器移动至其下侧时,则用于卸下所述移动载放台上的耦合器。
[0014]
如上所述的耦合器自动成型生产线,所述移动载放台包括:
[0015]
横向移动机构,其沿所述机架横向方向设置于所述机架上侧;
[0016]
第一工位载放组,其设于所述横向移动机构上侧;
[0017]
第二工位载放组,其设于所述横向移动机构上侧,并位于所述第一工位载放组一侧;
[0018]
旋转驱动机构,其设于所述横向移动机构上,并与所述第一工位载放组和所述第
二工位载放组连接,用于驱动所述第一工位载放组和所述第二工位载放组旋转以互换位置,且当受所述横向移动机构驱动时,还用于带动所述第一工位载放组和所述第二工位载放组沿所述机架横向方向左右移动。
[0019]
如上所述的耦合器自动成型生产线,所述第一工位载放组和所述第二工位载放组均包括:
[0020]
载放板组,其设于所述旋转驱动机构上侧;
[0021]
载放升降驱动组,其设于所述旋转驱动机构上侧,并与所述载放板组连接,用于驱动所述载放板组上下升降移动。
[0022]
如上所述的耦合器自动成型生产线,所述载放板组包括:
[0023]
中间过渡连接板,其一侧与所述载放升降驱动组连接;
[0024]
模仁安装板,其一侧与所述中间过渡连接板另一侧相连接,且其上开设有容装孔;
[0025]
模仁镶块,其设于所述容装孔上,且其上开设有用于插设插针的插设孔。
[0026]
如上所述的耦合器自动成型生产线,所述中间过渡连接板形状为h形。
[0027]
如上所述的耦合器自动成型生产线,所述移动插针机构包括:
[0028]
横向驱动组,其沿所述机架横向方向设置于所述机架上;
[0029]
纵向驱动组,其沿所述机架纵向方向设置于所述横向驱动组上,且受所述横向驱动组驱动而左右往复移动;
[0030]
竖向驱动组,其沿所述机架竖向方向设置于所述纵向驱动组上,且受所述纵向驱动组驱动而前后往复移动;
[0031]
下推移动组,其设于所述竖向驱动组上,且受所述竖向驱动组驱动而上下往复移动;
[0032]
插针接收夹头,其设于所述下推移动组下端,并被所述下推移动组动力输出端伸入其内部,且其插针输入端与所述送针机构插针输出端连接,用于接收所述送针机构所输出插针;当所述下推移动组下推位于所述插针接收夹头内部插针时,则可将插针插设于所述插设孔内。
[0033]
如上所述的耦合器自动成型生产线,所述耦合器自动成型生产线还包括设于所述注塑成型机构后侧以用于夹取注塑成型耦合器时所产出胶口料的胶口料夹取机械手。
[0034]
如上所述的耦合器自动成型生产线,所述胶口料夹取机械手为斜式注塑机械手。
[0035]
如上所述的耦合器自动成型生产线,所述卸料机构包括:
[0036]
卸料驱动组,其设于所述机架左上侧;
[0037]
卸料夹爪,其设于所述卸料驱动组下侧,用于卸除所述移动载放台上的耦合器。
[0038]
如上所述的耦合器自动成型生产线,所述卸料机构还包括:
[0039]
中间连接板组,其设于所述卸料驱动组与所述卸料夹爪间,用于连接所述卸料驱动组和所述卸料夹爪;
[0040]
卸料漏斗通道,其设于所述机架上,位于所述卸料夹爪下侧,用于接收所述卸料夹爪所卸除耦合器,且将耦合器输出至指定地点。
[0041]
与现有技术相比,上述申请有如下优点:
[0042]
1、本申请耦合器自动成型生产线通过所述移动载放台和所述送针机构、所述移动插针机构、所述注塑成型机构及所述卸料机构相配合以实现全自动化成型生产耦合器,继
而不仅可大大地提高生产效率,且还可大幅度降低操作员工的劳动强度,同时还可减少人工成本以及生产成本,另外,还可大大有利于推动本领域技术的进一步发展。
[0043]
2、本申请耦合器自动成型生产线通过所述旋转驱动机构驱动所述第一工位载放组和所述第二工位载放组旋转交替互换工作位置,继而实现双工位交替使用目的,以使当所述第一工位载放组与所述注塑成型机构相配合以注塑成型耦合器时,则可通过所述卸料机构将位于所述第二工位载放组上的耦合器卸下;反正,则相反,进而可更进一步的提高生产效率以满足更大的生产需求量。
【附图说明】
[0044]
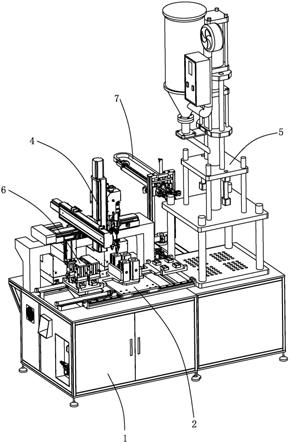
图1是本申请耦合器自动成型生产线的立体图。
[0045]
图2是本申请耦合器自动成型生产线的另一视角立体图。
[0046]
图3是本申请耦合器自动成型生产线中隐藏部分所述机架及所述注塑成型机构后的立体图。
[0047]
图4是本申请耦合器自动成型生产线中隐藏部分所述机架及所述注塑成型机构后的另一视角立体图。
[0048]
图5是本申请耦合器自动成型生产线中所述移动载放台和所述卸料机构的局部分解视图。
[0049]
图6是本申请耦合器自动成型生产线中所述移动插针机构的立体图。
[0050]
图7是图6的局部放大视图ⅰ。
[0051]
图8是本申请耦合器自动成型生产线中所述中间过渡连接板的立体图。
[0052]
图9是本申请耦合器自动成型生产线中所述模仁安装板的立体图。
[0053]
图10是本申请耦合器自动成型生产线中所述模仁镶块的立体图。
【具体实施方式】
[0054]
下面通过具体实施方式结合附图对本申请作进一步详细说明。
[0055]
如图1~10所示,一种耦合器自动成型生产线,包括机架1、移动载放台2、送针机构3、移动插针机构4、注塑成型机构5、卸料机构6。
[0056]
具体的,所述移动载放台2设于所述机架1上;所述送针机构3设于所述机架1上,位于所述移动载放台2后侧,用于输出插针;所述移动插针机构4设于所述移动载放台2与所述送针机构3间,并与所述送针机构3相连接,用于接收插针且将插针插至所述移动载放台2上;所述注塑成型机构5设于所述机架1上,位于所述移动载放台2右侧,当插置有插针的所述移动载放台2移动伸入其内部时,则与所述移动载放台2相配合以用于注塑成型具有插针的耦合器;所述卸料机构6设于所述机架1上,位于所述移动载放台2左侧,当所述移动载放台2从所述注塑成型机构5移出且将耦合器移动至其下侧时,则用于卸下所述移动载放台2上的耦合器。
[0057]
本申请耦合器自动成型生产线通过所述移动载放台2和所述送针机构3、所述移动插针机构4、所述注塑成型机构5及所述卸料机构6相配合以实现全自动化成型生产耦合器,继而不仅可大大地提高生产效率,且还可大幅度降低操作员工的劳动强度,同时还可减少人工成本以及生产成本,另外,还可大大有利于推动本领域技术的进一步发展。
[0058]
进一步的,所述移动载放台2包括横向移动机构21、第一工位载放组22、第二工位载放组23、旋转驱动机构24。
[0059]
所述横向移动机构21沿所述机架1横向方向设置于所述机架1上侧;所述第一工位载放组22设于所述横向移动机构21上侧;所述第二工位载放组23设于所述横向移动机构21上侧,并位于所述第一工位载放组22一侧;所述旋转驱动机构24设于所述横向移动机构21上,并与所述第一工位载放组22和所述第二工位载放组23连接,用于驱动所述第一工位载放组22和所述第二工位载放组23旋转以互换位置,且当受所述横向移动机构21驱动时,还用于带动所述第一工位载放组22和所述第二工位载放组23沿所述机架1横向方向左右移动。其优点在于实现双工位交替使用的目的,以使当所述第一工位载放组22与所述注塑成型机构5相配合以注塑成型耦合器时,则可通过所述卸料机构6将位于所述第二工位载放组23上的耦合器卸下;反正,则相反,进而可更进一步的提高生产效率以满足更大的生产需求。
[0060]
更进一步的,所述横向移动机构21主要由现有的滑轨、滑块、驱动气缸组成,其主要实现驱动所述旋转驱动机构24带动所述第一工位载放组22和所述第二工位载放组23左右往复移动。
[0061]
更进一步的,所述第一工位载放组22和所述第二工位载放组23均包括载放板组221、载放升降驱动组222。
[0062]
所述载放板组221设于所述旋转驱动机构24上侧;所述载放升降驱动组222设于所述旋转驱动机构24上侧,并与所述载放板组221连接,用于驱动所述载放板组221上下升降移动。其优点在于可通过所述载放升降驱动组222上下调节所述载放板组221的位置高度,进而满足调控所述载放板组221的使用需求。
[0063]
更进一步的,所述载放板组221包括中间过渡连接板2211、模仁安装板2212、模仁镶块2213。
[0064]
所述中间过渡连接板2211一侧与所述载放升降驱动组222连接;所述模仁安装板2212一侧与所述中间过渡连接板2211另一侧相连接,且其上开设有容装孔22121;所述模仁镶块2213设于所述容装孔22121上,且其上开设有用于插设插针的插设孔22131。其目的在于满足实际使用需求。
[0065]
更进一步的,所述中间过渡连接板2211形状为h形。将所述中间过渡连接板2211形状设置为h形,其优点在于方便连接,从而可达方便拆换不同所述载放板组221以满足不用型号耦合器的生产需求。
[0066]
更进一步的,所述移动插针机构4包括横向驱动组41、纵向驱动组42、竖向驱动组43、下推移动组44、插针接收夹头45。
[0067]
所述横向驱动组41沿所述机架1横向方向设置于所述机架1上;所述纵向驱动组42沿所述机架1纵向方向设置于所述横向驱动组41上,且受所述横向驱动组41驱动而左右往复移动;所述竖向驱动组43沿所述机架1竖向方向设置于所述纵向驱动组42上,且受所述纵向驱动组42驱动而前后往复移动;所述下推移动组44设于所述竖向驱动组43上,且受所述竖向驱动组43驱动而上下往复移动;所述插针接收夹头45设于所述下推移动组44下端,并被所述下推移动组44动力输出端伸入其内部,且其插针输入端与所述送针机构3插针输出端连接,用于接收所述送针机构3所输出插针;当所述下推移动组44下推位于所述插针接收
夹头45内部插针时,则可将插针插设于所述插设孔22131内。
[0068]
所述横向驱动组41和所述纵向驱动组42及所述竖向驱动组43均为现有线形驱动机构;且其与所述下推移动组44和所述插针接收夹头45及所述送针机构3相配合以实现插针的工作原理与现有的自动打螺丝机的工作原理一样,其优点在于实现自动有序的插针工作,进而解决人工插针的繁琐。
[0069]
更进一步的,所述送针机构3可排序输送出圆柱形插针,也可排序输送出扁柱形插针,进而可根据实际需求来选用不同插针,满足更多的生产下需求。
[0070]
更进一步的,所述耦合器自动成型生产线还包括设于所述注塑成型机构5后侧以用于夹取注塑成型耦合器时所产出胶口料的胶口料夹取机械手7。所述胶口料夹取机械手7优选为斜式注塑机械手。采用输送斜式注塑机械手的优点在于可方便夹取注塑成型耦合器时所产出胶口料。
[0071]
更进一步的,所述注塑成型机构5主要由现有的注塑成型设备和注塑成型模具组成,目的在于方便使用。
[0072]
更进一步的,所述卸料机构6包括卸料驱动组61、卸料夹爪62、中间连接板组63、卸料漏斗通道64。
[0073]
所述卸料驱动组61设于所述机架1左上侧;所述卸料夹爪62设于所述卸料驱动组61下侧,用于卸除所述移动载放台2上的耦合器。所述中间连接板组63设于所述卸料驱动组61与所述卸料夹爪62间,用于连接所述卸料驱动组61和所述卸料夹爪62;所述卸料漏斗通道64设于所述机架1上,位于所述卸料夹爪62下侧,用于接收所述卸料夹爪62所卸除耦合器,且将耦合器输出至指定地点。其优点在于实现方便卸料工作。
[0074]
综上所述对本申请的实施方式作了详细说明,但是本申请不限于上述实施方式。即使其对本申请作出各种变化,则仍落入在本申请的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1