一种烘干机与注塑机自动供料系统的制作方法
1.本申请涉及注塑装置的领域,尤其是涉及一种烘干机与注塑机自动供料系统。
背景技术:
2.注塑机是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。塑料制品生产时,需要先将原料送入烘干机内进行烘干,然后将烘干后的原料送入注塑机内进行融熔、塑化,并对熔融塑料施加高压,使其射出而充满模具型腔。
3.在塑料件制造企业,供料系统是注塑生产过程中一种重要的环节,直接影响到了产品的生产速度和质量,现有的可参考公告号为cn207481093u的中国专利,其公开了一种注塑车间集中供料系统,包括供料仓和上料仓,供料仓的出口通过管道连接第一真空吸料机的进料口,第一真空吸料机的出料口通过管道连接上料仓的进料口,上料仓的进料口下方的上料仓的内部设有过滤室,过滤室通过隔板与上料仓内部空间隔开,隔板上开有圆形的过滤料口,过滤料口靠近过滤室的一侧设有过滤板,过滤板安装在过滤板座上,过滤板座的中心连接过滤转轴,过滤转轴通过联轴器连接过滤电机的输出轴。
4.在生产过程中,需要消耗大量的塑料粒,在批量的生产过程中需要频繁的加料,增加了操作者的工作量,并且经常会出现忘记加料或加错料的情况,从而影响生产设备的正常运转。
技术实现要素:
5.为了避免操作人员频繁对注塑机加料,也避免出现忘记加料或加错料的情况,实现对注塑机的自动供料过程,本申请提供一种烘干机与注塑机自动供料系统。
6.本申请提供的一种烘干机与注塑机自动供料系统采用如下的技术方案:
7.一种烘干机与注塑机自动供料系统,包括动力装置、控制装置以及若干个烘干机和注塑机,烘干机的出料口连通有供料管,供料管与注塑机的进料口一一对应连通,动力装置与供料管连通,注塑机内固定设置有第一料位传感器,供料管上安装有供料控制阀,控制装置分别与第一料位传感器、供料控制阀电性连接。
8.通过采用上述技术方案,生产过程中,第一料位传感器能够对注塑机内剩余的原料量进行测量,并将测量结果反馈至控制装置,控制装置能够根据第一料位传感器的测量结果对供料控制阀的开度进行调节,从而防止出现注塑机内原料过多或过少的现象,避免人工对注塑机频繁加料,减少了操作人员的工作量,也避免出现忘记加料或加错料的情况,实现了对注塑机的自动供料过程,使注塑机的供料过程更加方便和稳定。
9.优选的,所述烘干机的进料口连通有进料管,进料管远离烘干机的一端连通有储料箱,烘干机内固定设置有第二料位传感器,进料管上安装有进料控制阀,控制装置分别与第二料位传感器、进料控制阀电性连接。
10.通过采用上述技术方案,储料箱能够通过进料管为不同的烘干机进行供料。由于控制装置会根据第一料位传感器的结果对供料控制阀的开度进行调节,可能导致每个烘干
机内原料量各不相同,在烘干机内设置第二料位传感器,使第二料位传感器能够对烘干机内剩余的原料量进行测量,并将测量结果反馈至控制装置,控制装置能够根据第二料位传感器的测量结果对进料控制阀的开度进行调节,从而避免烘干机内原料过多或过少,实现对烘干机的自动供料过程,使烘干机的供料过程更加方便和稳定。
11.优选的,所述储料箱上设置有搅拌组件,搅拌组件包括电机、搅拌杆和搅拌叶片,电机固定设置在储料箱一端,并用于驱动搅拌杆转动,搅拌杆位于储料箱内,并与储料箱转动连接,搅拌叶片固定设置在搅拌杆上。
12.通过采用上述技术方案,由于原料可能会存在不均匀的情况,在储料箱内设置搅拌组件,使电机带动搅拌杆在储料箱内转动,并使搅拌杆上的搅拌叶片对储料箱内的原料进行搅拌,提高了原料的均匀性,避免每一个注塑机生产出的产品质量出现参差不齐的情况。
13.优选的,所述进料管内设置有过滤板。
14.通过采用上述技术方案,在进料管内设置过滤板,能够对进入烘干机的原料起到过滤作用,避免原料中混入的杂质进入烘干机内,提高了产品质量。
15.优选的,所述过滤板上固定设置有若干个磁铁块。
16.通过采用上述技术方案,由于原料在车间中存放时可能会混入铁屑,在过滤板上设置磁铁块,能够吸附原料中的铁屑,避免铁屑进入烘干机或注塑机内,不仅提高了产品质量,也能够对烘干机和注塑机起到保护作用。
17.优选的,所述进料管上开设有拆卸口,过滤板插设在拆卸口内,拆卸口的侧面固定设置有密封圈。
18.通过采用上述技术方案,在进料管上开设拆卸口,能够将过滤板从拆卸口内取出,便于对过滤板进行清理。在拆卸口设置密封圈,能够对过滤板与拆卸口之间起到密封作用,避免原料在拆卸口处发生泄漏。
19.优选的,所述进料管内开设有环形的安装槽,过滤板的侧面插设在安装槽内。
20.通过采用上述技术方案,在进料管内开设安装槽,将过滤板插入安装槽内,使过滤板的安装过程更加稳定,避免过滤板在进料管内发生移动,确保过滤板对原料的过滤效果。
21.优选的,所述动力装置为高压风机。
22.通过采用上述技术方案,动力装置设置为高压风机,高压风机能够在管道内形成压差,从而使原料能够在高压风机的作用下通过进料管和供料管进行输送,实现对原料输送过程的驱动作用。
23.综上所述,本申请包括以下至少一种有益技术效果:
24.通过设置控制装置、第一料位传感器和供料控制阀,第一料位传感器对注塑机内剩余的原料量进行测量,控制装置能够根据第一料位传感器的测量结果对供料控制阀的开度进行调节,避免人工对注塑机频繁加料,也避免出现忘记加料或加错料的情况,实现了对注塑机的自动供料过程;
25.通过设置第二料位传感器和进料控制阀,第二料位传感器对烘干机内剩余的原料量进行测量,控制装置能够根据第二料位传感器的测量结果对进料控制阀的开度进行调节,实现对烘干机的自动供料过程;
26.通过在储料箱内设置搅拌组件,对储料箱内的原料进行搅拌,提高了原料的均匀
性。
附图说明
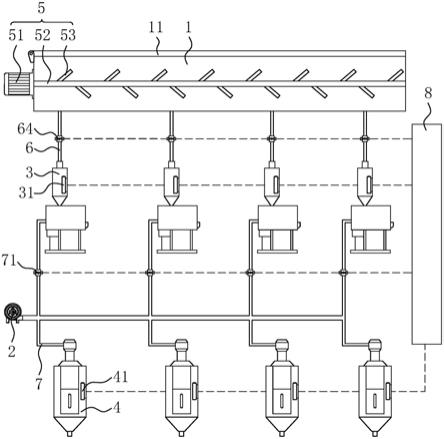
27.图1是本实用新型的系统结构示意图;
28.图2是为了显示过滤板的剖视图。
29.附图标记说明:1、储料箱;11、箱盖;2、高压风机;3、烘干机;31、第二料位传感器;4、注塑机;41、第一料位传感器;5、搅拌组件;51、电机;52、搅拌杆;53、搅拌叶片;6、进料管;61、安装槽;62、拆卸口;621、密封圈;63、过滤板;631、磁铁块;64、进料控制阀;7、供料管;71、供料控制阀;8、plc控制器。
具体实施方式
30.以下结合附图1
‑
2对本申请作进一步详细说明。
31.本申请实施例公开一种烘干机与注塑机自动供料系统。参照图1,包括储料箱1、动力装置、控制装置、烘干机3和注塑机4,烘干机3和注塑机4均设置有若干个,且一一对应设置,烘干机3与储料箱1之间连通有进料管6,烘干机3与注塑机4之间连通有供料管7。
32.生产时,动力装置将储料箱1内的原料通过进料管6集中输送至每个烘干机3内,烘干机3对原料进行烘干,烘干后的原料通过供料管7集中输送至与烘干机3一一对应的注塑机4内,实现了整个系统的供料过程。
33.参照图1,储料箱1上铰接有箱盖11,储料箱1上设置有搅拌组件5,搅拌组件5包括电机51、搅拌杆52和搅拌叶片53,电机51固定设置在储料箱1一端,搅拌杆52水平设置在储料箱1内,搅拌杆52的长度方向与储料箱1的长度方向相同,且搅拌杆52的两端均与储料箱1转动连接,搅拌杆52靠近电机51的一端伸出储料箱1并与电机51的输出轴同轴固定连接,搅拌叶片53固定设置在搅拌杆52上搅拌叶片53沿搅拌杆52的周向均匀设置有若干个,且沿着搅拌杆52的轴线方向均匀设置有若干个。生产时,电机51带动搅拌杆52在储料箱1内转动,并使搅拌杆52上的搅拌叶片53对储料箱1内的原料进行搅拌,从而提高了原料的均匀程度。
34.参照图1,烘干机3和注塑机4均沿着储料箱1的长度方向分布,注塑机4内固定设置有第一料位传感器41,烘干机3内固定设置有第二料位传感器31;进料管6的一端与储料箱1的内部连通,另一端与烘干机3的进料口连通,进料管6上安装有进料控制阀64;供料管7的一端与烘干机3的出料口连通,另一端与注塑机4的进料口连通,供料管7上安装有供料控制阀71。控制装置为plc控制器8,plc控制器8分别与第一料位传感器41、第二料位传感器31、进料控制阀64和供料控制阀71电性连接。
35.生产过程中,第一料位传感器41对注塑机4内剩余的原料量进行测量,并将测量结果反馈至plc控制器8,plc控制器8根据第一料位传感器41的测量结果对供料控制阀71的开度进行调节,同时第二料位传感器31对烘干机3内剩余的原料量进行测量,并将测量结果反馈至plc控制器8,plc控制器8根据第二料位传感器31的测量结果对进料控制阀64的开度进行调节,从而避免人工对烘干机3或注塑机4频繁加料,减少了操作人员的工作量,也避免出现忘记加料或加错料的情况。
36.参照图2,进料管6内开设有环形的安装槽61,进料管6上开设有拆卸口62,安装槽61位于拆卸口62的下方,安装槽61内设置有过滤板63,过滤板63与进料管6的轴线方向垂直
设置,过滤板63的一侧插设在安装槽61内,另一侧插设在拆卸口62内,拆卸口62的侧面固定设置有密封圈621,密封圈621与过滤板63的侧面紧密抵接,过滤板63上固定设置有若干个磁铁块631。
37.生产时,储料箱1内的原料进入进料管6后,进料管6内的过滤板63对进入烘干机3的原料起到过滤作用,避免原料中混入的杂质进入烘干机3内,同时过滤板63上的磁铁块631能够吸附原料中的铁屑,避免铁屑进入烘干机3或注塑机4内,对烘干机3和注塑机4起到保护作用,提高了产品质量。
38.当过滤板63长时间使用后,将过滤板63从拆卸口62向远离进料管6的一侧抽动,并使过滤板63从拆卸口62内取出,从而便于对过滤板63进行清理,清理完毕后,再将过滤板63插入拆卸口62内,并使过滤板63远离拆卸口62的一端插入安装槽61内,此时过滤板63与密封圈621紧密抵接,对过滤板63与拆卸口62之间起到密封作用,从而使过滤板63的安装过程更加稳定。
39.参照图1,动力装置为高压风机2,高压风机2与每个供料管7均连通。高压风机2能够在管道内形成压差,使原料在压差的作用下在进料管6和供料管7内流动,从而实现原料的输送过程。
40.本申请实施例一种烘干机3与注塑机4自动供料系统的实施原理为:生产时,电机51带动搅拌杆52在储料箱1内转动,并使搅拌杆52上的搅拌叶片53对储料箱1内的原料进行搅拌,然后高压风机2将储料箱1内的原料通过进料管6集中输送至每个烘干机3内,烘干机3对原料进行烘干,烘干后的原料通过供料管7集中输送至与烘干机3一一对应的注塑机4内,第一料位传感器41对注塑机4内剩余的原料量进行测量,并将测量结果反馈至plc控制器8,plc控制器8根据第一料位传感器41的测量结果对供料控制阀71的开度进行调节,同时第二料位传感器31对烘干机3内剩余的原料量进行测量,并将测量结果反馈至plc控制器8,plc控制器8根据第二料位传感器31的测量结果对进料控制阀64的开度进行调节,从而避免人工对烘干机3或注塑机4频繁加料,减少了操作人员的工作量,也避免出现忘记加料或加错料的情况。
41.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1